TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024053676
公報種別
公開特許公報(A)
公開日
2024-04-16
出願番号
2022160035
出願日
2022-10-04
発明の名称
積層造形装置及び積層造形プログラム
出願人
株式会社IHI
代理人
個人
,
個人
,
個人
主分類
B29C
64/393 20170101AFI20240409BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】安定した品質の造形物を得る。
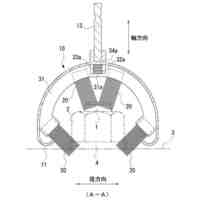
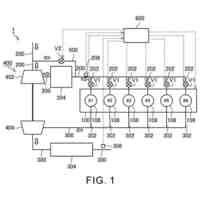
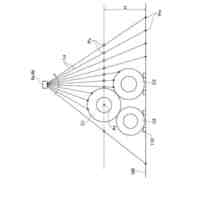
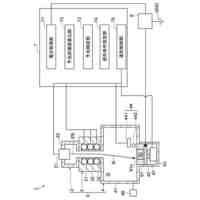
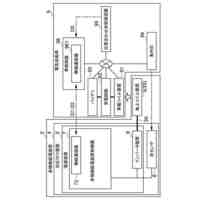
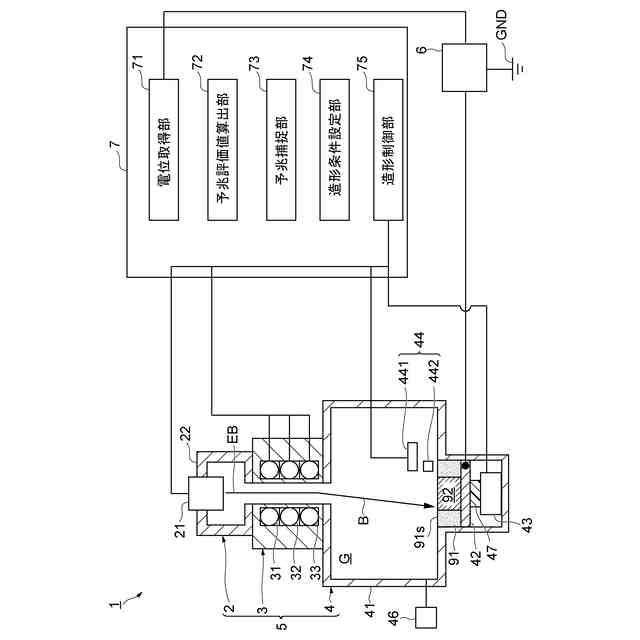
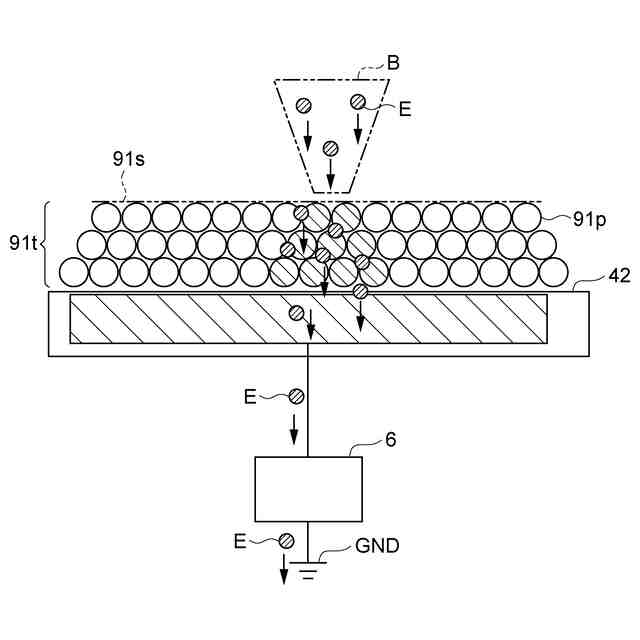
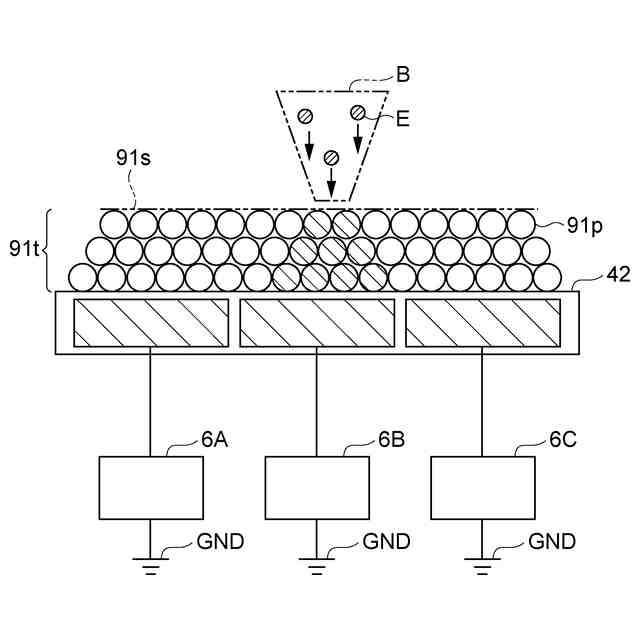
【解決手段】積層造形装置1は、粉末91及び造形物92を支持する造形テーブル42と、造形テーブル42上の粉末91の造形面91sに電子ビームBを照射する電子銃21を含む積層造形部5と、導電性を有する造形テーブル42に電気的に接続されて、造形テーブル42と基準電位GNDとの電位差に関する情報を得る電位計測器6と、電位計測器6が出力する電位の情報を受け、電位の情報を利用して積層造形部5を制御するコントローラ7と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
粉末及び造形物を支持する造形テーブルと、
前記造形テーブル上の前記粉末の表面に電子ビームを照射する電子銃を含む積層造形部と、
導電性を有する前記造形テーブルに電気的に接続されて、前記造形テーブルと基準電位との電位差に関する情報を得る電位計測部と、
前記電位計測部が出力する電位の情報を受け、前記電位の情報を利用して前記積層造形部を制御するコントローラと、を備える、積層造形装置。
続きを表示(約 1,100 文字)
【請求項2】
前記コントローラは、
前記電子ビームを前記粉末に照射している状態であるときの前記電位の単位時間当たりの変化量を前記粉末の飛散の予兆を捉えるための評価値として得る取得動作と、
前記電位の単位時間当たりの変化量を用いて、前記粉末の飛散の予兆を捉える捕捉動作と、を行う、請求項1に記載の積層造形装置。
【請求項3】
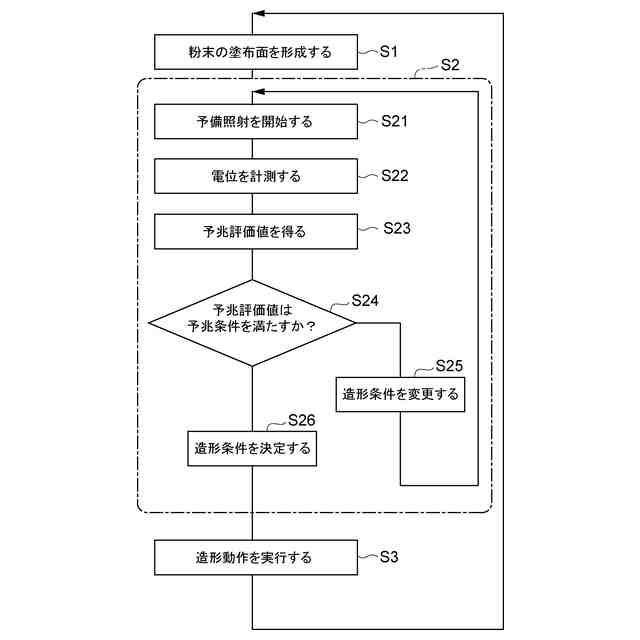
前記コントローラは、前記造形テーブルに前記粉末を塗布する塗布動作と、塗布された前記粉末に設定される積層造形領域に前記電子ビームを照射する積層造形動作と、を前記積層造形部に実行させ、
前記コントローラは、前記積層造形動作を実行しているときに、前記取得動作及び前記捕捉動作を実行する、請求項2に記載の積層造形装置。
【請求項4】
前記コントローラは、前記捕捉動作の結果が前記粉末の飛散が生じる予兆があることを示す場合に、前記電子ビームの照射を停止する、請求項3に記載の積層造形装置。
【請求項5】
前記コントローラは、前記造形テーブルに前記粉末を塗布する塗布動作と、塗布された前記粉末に設定される積層造形領域に前記電子ビームを照射する積層造形動作と、を前記積層造形部に実行させ、
前記コントローラは、前記塗布動作の後であり、且つ、前記積層造形動作の前に、前記取得動作及び前記捕捉動作を含む前評価動作を実行する、請求項2に記載の積層造形装置。
【請求項6】
前記コントローラは、前記捕捉動作の結果が前記粉末の飛散が生じる予兆があることを示す場合に、前記電子ビームの照射条件を変更する、請求項5に記載の積層造形装置。
【請求項7】
前記コントローラは、前記塗布動作と前記積層造形動作を繰り返し実行し、
前記コントローラは、前記塗布動作が実行されるたびに、前記前評価動作を実行する、請求項5に記載の積層造形装置。
【請求項8】
前記造形テーブルは、絶縁部材を介して前記造形テーブルを駆動するテーブル昇降部と連結されている、請求項1~7のいずれか一項に記載の積層造形装置。
【請求項9】
粉末及び造形物を支持する造形テーブルに、前記粉末を塗布するステップと、
前記造形テーブル上の前記粉末の表面に電子ビームを照射する電子銃を含む積層造形部によって、前記造形物を造形するステップと、
導電性を有する前記造形テーブルと基準電位との電位差に関する情報を得るステップと、
前記電位差に関する情報を得るステップの結果として出力される電位の情報を受け、前記電位の情報を利用して前記積層造形部を制御するステップと、をコンピュータに実行させる、積層造形プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層造形装置及び積層造形プログラムに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
積層造形技術は、粉末を敷き均すステップと、敷き均した粉末にエネルギビームを照射するステップと、を繰り返しながら三次元の造形物を得る。エネルギビームとして電子ビームを選択することがある。粉末に電子ビームが照射されると、粉末が電気的に負の状態に帯電する。粉末の帯電量が大きくなると、電気的な反発力によって、粉末の飛散が発生することが知られている。
【0003】
例えば、特許文献1、2は、電子ビームを用いた造形装置において、粉末の飛散に注目した技術を開示する。具体的には、特許文献1、2が開示する技術は、いずれも粉末の飛散を発生しにくくする。
【先行技術文献】
【特許文献】
【0004】
特許第5135584号
特開2019-7051号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
仮に、粉末の飛散が発生したとする。粉末の飛散は、電子ビームの照射に起因して、粉末が帯電することが主な原因であるとされている。そこで、粉末の飛散が発生した場合には、電子ビームの照射を停止する。電子ビームの照射が中断されると、電子ビームの照射を受けていた粉末の温度が低下するなどといった、造形環境の変化が生じる。このような造形環境の変化は、造形物の品質に影響を及ぼす。つまり、粉末の飛散が発生するような造形動作では、安定した品質の造形物を得ることが難しい。
【0006】
そこで、本発明は、安定した品質の造形物を得ることができる積層造形装置及び積層造形プログラムを提供する。
【課題を解決するための手段】
【0007】
本発明の一形態である積層造形装置は、粉末及び造形物を支持する造形テーブルと、造形テーブル上の粉末の表面に電子ビームを照射する電子銃を含む積層造形部と、導電性を有する造形テーブルに電気的に接続されて、造形テーブルと基準電位との電位差に関する情報を得る電位計測部と、電位計測部が出力する電位の情報を受け、電位の情報を利用して積層造形部を制御するコントローラと、を備える。
【0008】
本発明の別の形態である積層造形プログラムは、粉末及び造形物を支持する造形テーブルに、粉末を塗布するステップと、造形テーブル上の粉末の表面に電子ビームを照射する電子銃を含む積層造形部によって、造形物を造形するステップと、導電性を有する造形テーブルと基準電位との電位差に関する情報を得るステップと、電位差に関する情報を得るステップの結果として出力される電位の情報を受け、電位の情報を利用して積層造形部を制御するステップと、をコンピュータに実行させる。
【0009】
積層造形装置は、造形テーブルと基準電位との電位差に関する情報を得ることによって、造形テーブルの上に塗布された粉末の帯電状態を知ることができる。粉末の飛散が発生するか否かは、粉末の帯電状態の影響を受ける。従って、粉末の帯電状態を知ることができれば、粉末の飛散が発生する予兆を捉えることが可能になる。粉末の飛散が発生する予兆を捉えることができれば、粉末の飛散を発生させない手段を講じることができる。従って、積層造形装置及び積層造形プログラムは、粉末の飛散が発生する予兆を捉えることによって、粉末の飛散を未然に防止することが可能であるから、安定した品質の造形物を得ることができる。
【0010】
上記の積層造形装置のコントローラは、電子ビームを粉末に照射している状態であるときの電位の単位時間当たりの変化量を粉末の飛散の予兆を捉えるための評価値として得る取得動作と、電位の単位時間当たりの変化量を用いて、粉末の飛散の予兆を捉える捕捉動作と、を行ってもよい。この動作によれば、簡易な判断によって粉末の飛散の予兆を捉えることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社IHIインフラシステム
塗装具
5日前
株式会社IHIアグリテック
農作業機
11日前
株式会社IHI
水流発電装置
11日前
株式会社IHI
検査システム
24日前
株式会社IHIインフラシステム
橋梁用常設足場
11日前
株式会社IHI
加工装置および加工方法
20日前
株式会社IHI
造形方法及びサポート部材
3日前
株式会社IHI
エンジンの吸排気システム
1か月前
株式会社IHI
積層造形装置及び積層造形方法
19日前
株式会社IHI
位置推定システム及び位置推定方法
20日前
株式会社IHI
積層造形装置及び積層造形プログラム
19日前
北海道電力株式会社
散気体及びその製造方法
5日前
株式会社IHI検査計測
FBGセンサ固定治具及びFBGセンサ固定方法
10日前
株式会社IHI
非接触給電設備、非接触給電方法及び対応付け装置
4日前
株式会社IHI
流体機械
4日前
個人
3次元造形装置
6か月前
東レ株式会社
シート成形口金
3か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
東レエンジニアリング株式会社
処理装置
6か月前
グンゼ株式会社
印刷層の除去方法
3か月前
AGC株式会社
車両窓用窓ガラス
7か月前
株式会社不二越
射出成形機
6か月前
株式会社吉野工業所
計量キャップ
4か月前
六浦工業株式会社
接着装置
3か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
株式会社城北精工所
押出成形用ダイ
1か月前
東レ株式会社
リーフディスク型フィルター
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ