TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024052408
公報種別
公開特許公報(A)
公開日
2024-04-11
出願番号
2022159103
出願日
2022-09-30
発明の名称
塗工膜の製造方法
出願人
富士フイルム株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B05D
7/00 20060101AFI20240404BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】基材上に複数条の塗工液膜を形成し、かかる塗工液膜を乾燥させて、基材上に複数本の塗工膜を製造する過程において生じる、未塗工部の折れシワを抑制しうる塗工膜の製造方法の提供。
【解決手段】連続搬送されている基材に対して塗工液を塗工し、基材上に複数条の塗工液膜を形成する工程Aと、複数条の塗工液膜のそれぞれにおいて、塗工液膜の幅方向両端部の固形分濃度が、塗工液膜の幅方向中央部の固形分濃度よりも高くなったとき、塗工液膜の幅方向両端部に塗工液に含まれる溶剤を付与し、塗工液膜の幅方向両端部の固形分濃度を、塗工液膜の幅方向中央部の固形分濃度以下とする工程Bと、を有する、塗工膜の製造方法。
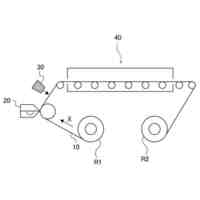
【選択図】図1
特許請求の範囲
【請求項1】
連続搬送されている基材に対して塗工液を塗工し、基材上に複数条の塗工液膜を形成する工程Aと、
複数条の塗工液膜のそれぞれにおいて、塗工液膜の幅方向両端部の固形分濃度が、塗工液膜の幅方向中央部の固形分濃度よりも高くなったとき、塗工液膜の幅方向両端部に塗工液に含まれる溶剤を付与し、塗工液膜の幅方向両端部の固形分濃度を、塗工液膜の幅方向中央部の固形分濃度以下とする工程Bと、
を有する、塗工膜の製造方法。
続きを表示(約 610 文字)
【請求項2】
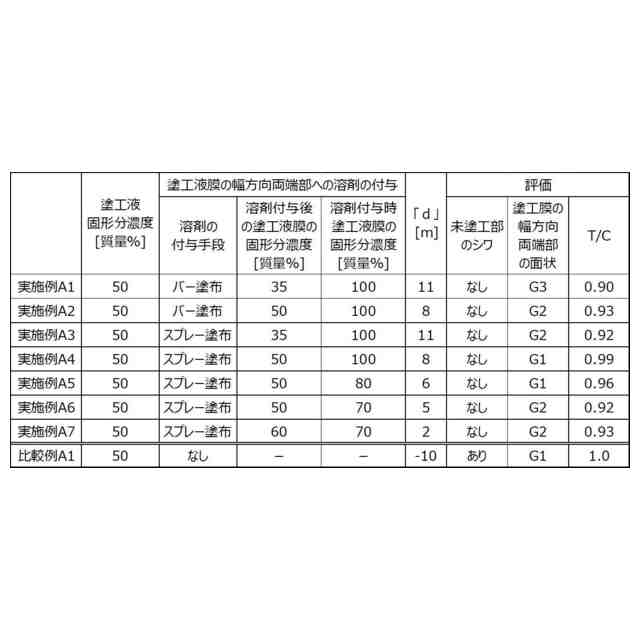
塗工液に含まれる溶剤が付与された後の塗工液膜の幅方向両端部の固形分濃度を、塗工液の固形分濃度×0.8以上とする、請求項1に記載の塗工膜の製造方法。
【請求項3】
塗工液膜の幅方向両端部の固形分濃度が80質量%~100質量%となったとき、塗工液膜の幅方向両端部に塗工液に含まれる溶剤を付与する、請求項1又は請求項2に記載の塗工膜の製造方法。
【請求項4】
塗工液膜の幅方向両端部への溶剤の付与をスプレー塗布にて行う、請求項1又は請求項2に記載の塗工膜の製造方法。
【請求項5】
複数条の塗工液膜のそれぞれにおいて、塗工液膜の幅方向両端部の乾燥点Teを、塗工液膜の幅方向中央部の乾燥点Tcよりも基材の搬送方向下流側とする、塗工液膜の乾燥を行う工程Cをさらに有する、請求項1又は請求項2に記載の塗工膜の製造方法。
【請求項6】
塗工液が、電極活物質及び導電助剤を含むスラリーである、請求項1又は請求項2に記載の塗工膜の製造方法。
【請求項7】
塗工膜の幅方向両端部の色濃度をTとし、塗工膜の幅方向中央部の色濃度をCとしたとき、0.9≦T/Cの関係を満たす、請求項6に記載の塗工膜の製造方法。
【請求項8】
基材が、熱伝導率が200W/m・K以上の基材である、請求項1又は請求項2に記載の塗工膜の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、塗工膜の製造方法に関するものである。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
ロールトゥロール方式での連続プロセスにて、狭幅(例えば、幅200mm以下)の塗工膜を効率良く製造する方法としては、以下の方法が知られている。
即ち、連続搬送する広幅の基材上に塗工液を多条で塗工し、得られた塗工液膜を乾燥した後、隣接する塗工膜間の未塗工部(すなわち、基材の露出部)を塗工膜に沿って切断することで複数条の塗工膜を得る、塗工膜の製造方法である。
【0003】
塗工液を多条で塗工する技術を用いた方法として、例えば、特許文献1には、溶媒を含む機能層形成用塗工液を基材上に塗布する塗工液塗布工程と、塗布された機能層形成用塗工液を乾燥させて固化させる乾燥工程とを有する機能性素子の製造方法において、機能層端部の変形を防止するため、機能層周辺部に溶剤を塗布する溶剤塗布工程を有する機能性素子の製造方法が記載されている。また、特許文献1には、機能層が、ストライプ状に形成されるストライプ型着色層であり、溶剤塗布工程が、少なくともストライプ型着色層の各ストライプの端部側に溶剤を塗布する工程であることも記載されている。
【0004】
また、特許文献2には、ウエブを搬送するバックアップロールと、ウエブにn個の第1塗工部をストライプ塗工する主塗工装置と、ウエブのn個の第1塗工部の一側部又は両側部の外側に第2塗工部をそれぞれ塗工するn個又は2n個の小型ダイと、n個又は2n個の小型ダイをウエブの幅方向にそれぞれ移動させるn個又は2n個の横移動手段と、n個の前記第1塗工部の前記両側部の位置をそれぞれ検出するセンサと、制御部と、を有し、制御部は、センサが検出した第1塗工部の側部の位置に小型ダイが位置するように、横移動手段によって小型ダイを幅方向にフィードバック制御で移動させ、小型ダイによって第2塗工部を、第1塗工部の側部に一定の間隔を開けるか接触させるか、又は一部重ねて塗工させる、塗工装置が記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2004-361907号公報
特開2019-76824号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
塗工液を多条で塗工する技術を用いた塗工膜の製造方法において、塗工膜の用途によっては、隣接する塗工膜間に形成される未塗工部には平滑性が求められる。しかしながら、塗工膜の製造方法において上述のように塗工液膜の乾燥が行われる場合には、隣接する塗工膜間の未塗工部に折れシワが発生してしまうことがある。
塗工液膜の幅方向両端部(両縁から5mm程まで)は、その内側の幅方向中央部に比べ、固形分濃度が高まる速度が速く(すなわち、乾燥が早く)、局所的に収縮することから、カールが生じてしまう。このように塗工液膜の幅方向両端部にカールが生じると、それに伴い隣接する未塗工部も変形してしまい、この未塗工部の変形部分が、搬送ロールと接触することで折れシワとなる。
未塗工部の折れシワは、基材の未塗工部において、基材の一部に折れ跡が付いたり、基材の一部が折れ重なったりすることで生じる、基材の長手方向(搬送方向でもある)に連なる痕跡をいう。なお、ここでは、未塗工部の折れシワについて着目しているが、折れシワは、塗工部にも生じる現象である。
【0007】
そこで、本開示の一実施形態が解決しようとする課題は、上記事情に鑑みてなされたものであり、基材上に複数条の塗工液膜を形成し、かかる塗工液膜を乾燥させて、基材上に複数本の塗工膜を製造する過程において生じる、未塗工部の折れシワを抑制しうる塗工膜の製造方法を提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するための手段は、以下の実施形態を含む。
<1> 連続搬送されている基材に対して塗工液を塗工し、基材上に複数条の塗工液膜を形成する工程Aと、
複数条の塗工液膜のそれぞれにおいて、塗工液膜の幅方向両端部の固形分濃度が、塗工液膜の幅方向中央部の固形分濃度よりも高くなったとき、塗工液膜の幅方向両端部に塗工液に含まれる溶剤を付与し、塗工液膜の幅方向両端部の固形分濃度を、塗工液膜の幅方向中央部の固形分濃度以下とする工程Bと、
を有する、塗工膜の製造方法。
<2> 塗工液に含まれる溶剤が付与された後の塗工液膜の幅方向両端部の固形分濃度を、塗工液の固形分濃度×0.8以上とする、<1>に記載の塗工膜の製造方法。
<3> 塗工液膜の幅方向両端部の固形分濃度が80質量%~100質量%となったとき、塗工液膜の幅方向両端部に塗工液に含まれる溶剤を付与する、<1>又は<2>に記載の塗工膜の製造方法。
<4> 塗工液膜の幅方向両端部への溶剤の付与をスプレー塗布にて行う、<1>~<3>のいずれか1つに記載の塗工膜の製造方法。
<5> 複数条の塗工液膜のそれぞれにおいて、塗工液膜の幅方向両端部の乾燥点Teを、塗工液膜の幅方向中央部の乾燥点Tcよりも基材の搬送方向下流側とする、塗工液膜の乾燥を行う工程Cをさらに有する、<1>~<4>のいずれか1つに記載の塗工膜の製造方法。
<6> 塗工液が、電極活物質及び導電助剤を含むスラリーである、<1>~<5>のいずれか1つに記載の塗工膜の製造方法。
<7> 塗工膜の幅方向両端部の色濃度をTとし、塗工膜の幅方向中央部の色濃度をCとしたとき、0.9≦T/Cの関係を満たす、<6>に記載の塗工膜の製造方法。
<8> 基材が、熱伝導率が200W/m・K以上の基材である、<1>~<7>のいずれか1つに記載の塗工膜の製造方法。
【発明の効果】
【0009】
本開示の一実施形態によれば、基材上に複数条の塗工液膜を形成し、かかる塗工液膜を乾燥させて、基材上に複数本の塗工膜を製造する過程において生じる、未塗工部の折れシワを抑制しうる塗工膜の製造方法が提供される。
【図面の簡単な説明】
【0010】
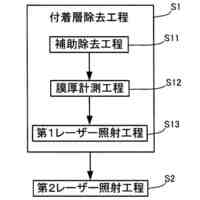
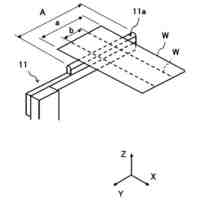
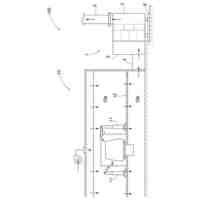
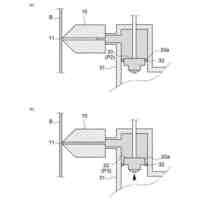
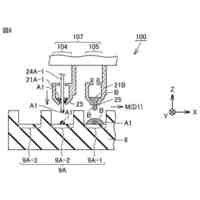
図1は、一実施形態の塗工膜の製造方法の各工程の一例を示す概略図である。
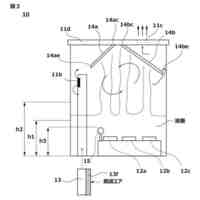
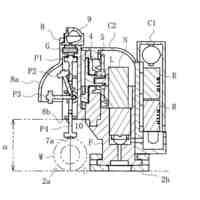
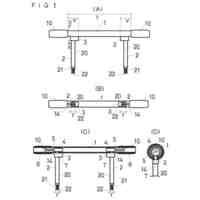
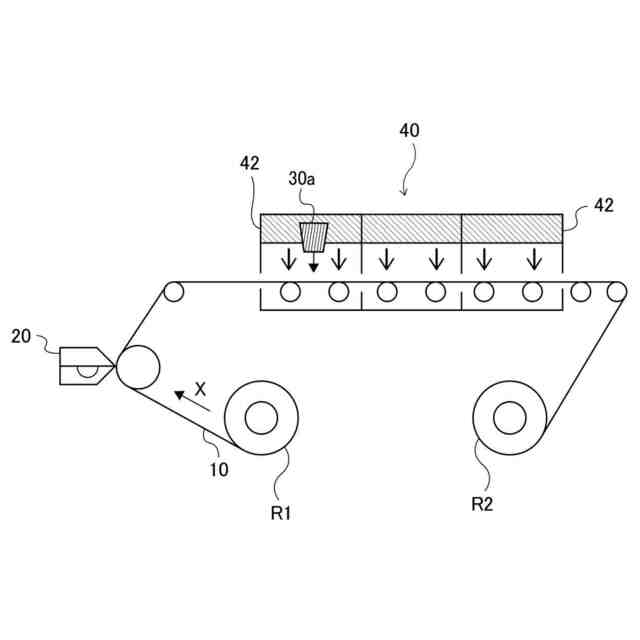
図2は、一実施形態の塗工膜の製造方法の各工程の他の一例を示す概略図である。
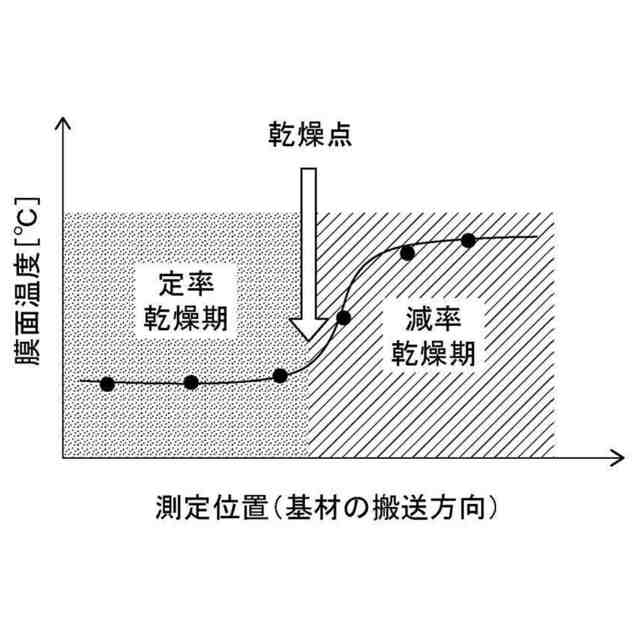
図3は、基材上に形成された塗工液膜の乾燥点を説明するためのグラフである。
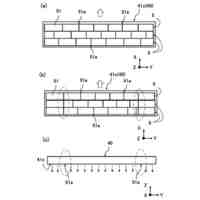
図4は、基材上に形成された複数条の塗工液膜を説明するための概略上面模式図である。
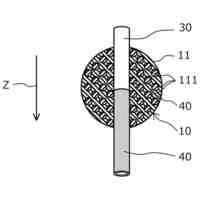
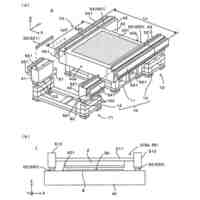
図5は、工程Cにおける基材及び塗工液膜を幅方向に断面視した概略模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
1か月前
ベック株式会社
被膜形成方法
1か月前
井関農機株式会社
作業車両
1か月前
プルガティオ株式会社
噴霧装置
2か月前
株式会社新免鉄工所
表面処理方法
1か月前
東レエンジニアリング株式会社
塗布装置
27日前
東レエンジニアリング株式会社
塗布装置
27日前
有限会社加藤軽合金
マーキング装置
1か月前
日産自動車株式会社
塗工装置
2か月前
御崎コンベヤー株式会社
液体塗布装置
18日前
株式会社大気社
塗装装置
2か月前
株式会社オンテックス
木目調塗装用器具
1か月前
大陽日酸株式会社
低温液化ガス用ノズル
2か月前
株式会社オンテックス
木目調塗装用刷毛
21日前
株式会社三和技巧
塗装装置
20日前
トヨタ紡織株式会社
ミスト発生装置
1か月前
有限会社ガリュー
噴射ノズル
1か月前
TOPPANホールディングス株式会社
スリットコータ
4日前
三和合板株式会社
化粧板の製造装置
6日前
積水ポリマテック株式会社
マスク方法及びマスク部材
25日前
住鉱潤滑剤株式会社
塗装用治具および塗装装置
25日前
株式会社吉野工業所
トリガー式液体噴射具
26日前
花王株式会社
汚染物質除去方法
2か月前
株式会社SCREENホールディングス
塗布装置
2か月前
株式会社ディスコ
超音波ノズル
1か月前
大王製紙株式会社
液体付与装置
2か月前
日立Astemo株式会社
有底部材の塗装方法、緩衝装置
25日前
日本製鉄株式会社
塗装金属板の製造方法
2か月前
株式会社テクノスマート
塗布装置
2か月前
株式会社吉野工業所
正倒立両用アダプタ
1か月前
株式会社SCREENホールディングス
基板処理装置
1か月前
ハンファ精密機械株式会社
ディスペンサ
18日前
ハンファ精密機械株式会社
ディスペンサ
18日前
トヨタ車体株式会社
塗装処理装置
1か月前
富士フイルム株式会社
膜の製造方法
25日前
NTN株式会社
塗布方法および塗布装置
6日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ