TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024051633
公報種別
公開特許公報(A)
公開日
2024-04-11
出願番号
2022157903
出願日
2022-09-30
発明の名称
有底部材の塗装方法、緩衝装置
出願人
日立Astemo株式会社
代理人
個人
主分類
B05D
1/32 20060101AFI20240404BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】塗装処理の際に凸形状の部位が発生することを抑制することができる技術を提供することを目的とする。
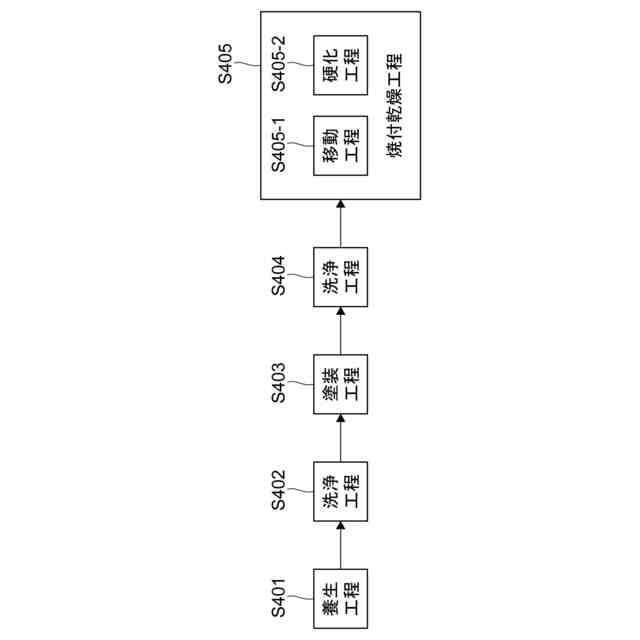
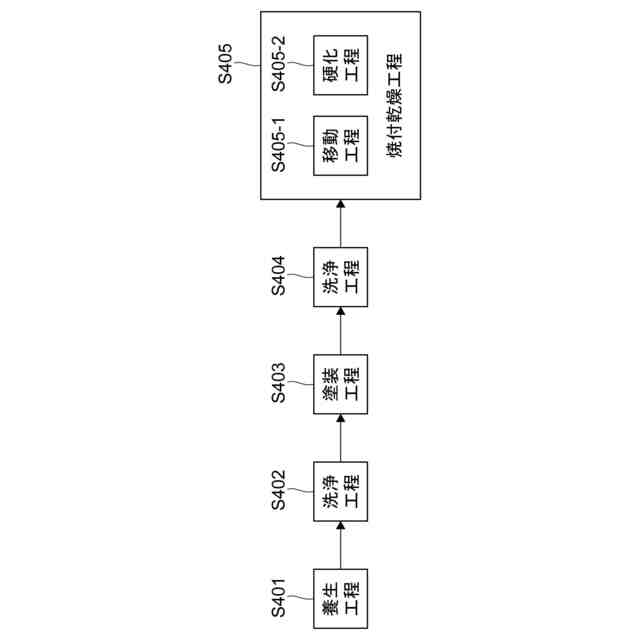
【解決手段】有底部材の塗装方法は、筒状部と筒状部における中心線方向の一方の端部に設けられた底部と他方の端部に設けられた開口端とを有する有底部材の筒状部の外周面に対して内周面を摺動可能に設けるとともに有底部材の開口端から所定範囲に位置する部位において筒状部の外周面と内周面が接触する養生部材を装着することで有底部材の所定範囲を養生する養生工程(S401)と、養生部材が装着された有底部材の筒状部の外周面に塗料を付着させる塗装工程(S403)と、塗料が硬化する前に、塗装工程において有底部材が養生部材と接触していた部位を養生部材から離れるように有底部材を移動させる移動工程(S405-1)と、を有する
【選択図】図4
特許請求の範囲
【請求項1】
筒状部と前記筒状部における中心線方向の一方の端部に設けられた底部と他方の端部に設けられた開口端とを有する有底部材の前記筒状部の外周面に対して内周面を摺動可能に設けるとともに前記有底部材の前記開口端から所定範囲に位置する部位において前記筒状部の外周面と内周面が接触する養生部材を装着することで前記有底部材の前記所定範囲を養生する養生工程と、
前記養生部材が装着された前記有底部材の前記筒状部の前記外周面に塗料を付着させる塗装工程と、
前記塗料が硬化する前に、前記塗装工程において前記有底部材が前記養生部材と接触していた部位を前記養生部材から離れるように前記有底部材を移動させる移動工程と、
を有する、有底部材の塗装方法。
続きを表示(約 1,000 文字)
【請求項2】
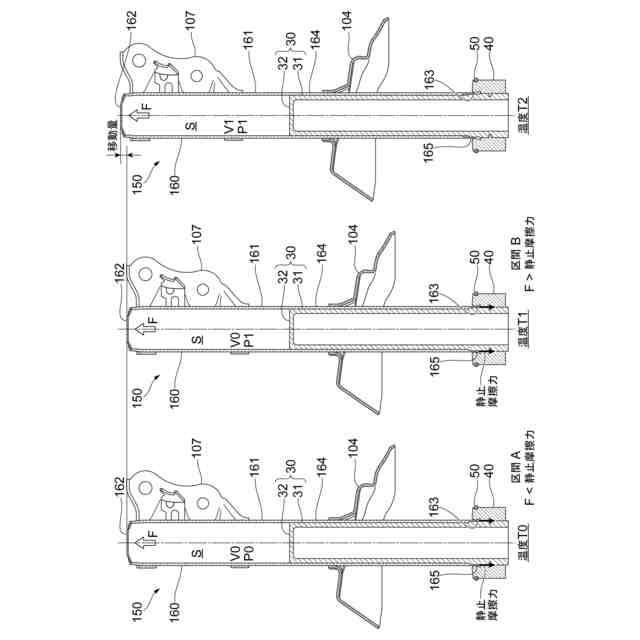
前記移動工程は、前記開口端が閉塞されている前記有底部材の内部に生じる前記中心線方向の力が、前記筒状部の前記外周面と前記養生部材との接触部に生ずる静止摩擦力よりも大きくなるように、前記内部の圧力を高める、
請求項1に記載の有底部材の塗装方法。
【請求項3】
前記養生工程は、前記養生部材を装着しつつ、前記開口端を閉塞する工程である、
請求項1に記載の有底部材の塗装方法。
【請求項4】
前記養生部材と前記開口端を閉塞する閉塞部材とが予め一体化されている、
請求項3に記載の有底部材の塗装方法。
【請求項5】
前記移動工程の前に、前記有底部材の内部に、前記開口端を閉塞する閉塞部材を挿入する閉塞工程をさらに有する、
請求項1に記載の有底部材の塗装方法。
【請求項6】
前記養生工程及び前記閉塞工程の後かつ前記移動工程の前に、
前記養生部材と前記閉塞部材とを一体化する一体化工程をさらに有する、
請求項5に記載の有底部材の塗装方法。
【請求項7】
前記閉塞部材と前記養生部材とは固定されている、
請求項5に記載の有底部材の塗装方法。
【請求項8】
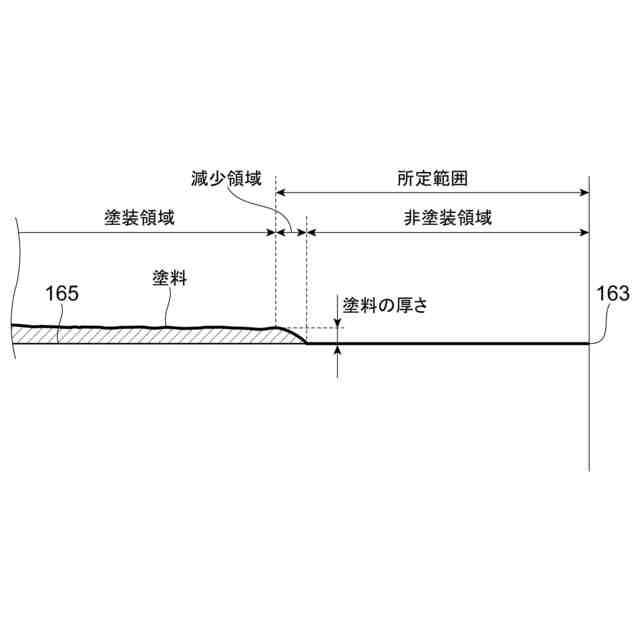
前記移動工程によって、前記塗料が硬化する前に前記有底部材を移動させることで、前記塗料が前記所定範囲の端部から前記所定範囲の範囲内の一部に向かって減少する領域である減少領域が形成される、
請求項1に記載の有底部材の塗装方法。
【請求項9】
前記移動工程は、前記有底部材を加熱することによって、前記有底部材の内部の圧力を高める工程である、
請求項1に記載の有底部材の塗装方法。
【請求項10】
流体が封入され、開口端と閉口端とを有する筒状のケースと、
一方の端部にピストン部を保持し、他方の端部が前記ケースの前記開口端から延出するロッドと、
前記ロッドを案内するロッドガイドと、
前記ロッドガイドよりも前記ケースの前記開口端側に設けられて前記開口端を閉塞する閉塞部と、
を備え、
前記ケースは、前記閉口端側に設けられた塗料が付着した塗装領域と、前記開口端側に設けられた前記塗料が付着していない非塗装領域と、前記塗装領域と前記非塗装領域との間に設けられた、前記塗装領域から前記非塗装領域に向かって前記塗料が徐々に減少する領域である減少領域と、を有する、
緩衝装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、有底部材の塗装方法及び緩衝装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
例えば、特許文献1には、自動車ボデーや足廻り部品の下塗り塗装として電着塗装を用いることが記載されている。特許文献1に記載された電着塗装では、足廻り部品などの被塗装物を、希薄水溶性塗料に浸漬して荷電することにより、塗膜成分を被塗装物に電着させ、その後、電着された被塗装物を希薄水溶性塗料から引き上げ、被塗装物を水洗し、乾燥することにより均一な塗料を生成する。
【先行技術文献】
【特許文献】
【0003】
特開2003-34896号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
被塗装物の一部に塗装を施したくない非塗装部位がある場合には、当該非塗装部位をマスキングした状態で、塗装工程、洗浄工程、及び、焼付乾燥工程を行うことが考えられる。しかしながら、マスキングした状態で、例えば洗浄スプレを用いて洗浄工程を行うと、洗浄できない隙間に入り込んだ塗料がそのまま焼付乾燥工程にて硬化し、凸形状の部位が発生するおそれがある。この凸形状の部位が、後の工程で欠けたり剥がれたりして製品に混入すると品質が低下することも考えられるため、塗装処理後に凸形状の部位を除去して平坦にする必要がある。凸形状の部位を除去して平坦にするには設備や要員が必要となるため、塗装処理の際に凸形状の部位が発生しないようにすることが望ましい。
本発明は、塗装処理の際に凸形状の部位が発生することを抑制することができる有底部材の塗装方法等を提供することを目的とする。
【課題を解決するための手段】
【0005】
かかる目的のもと完成させた本発明は、筒状部と前記筒状部における中心線方向の一方の端部に設けられた底部と他方の端部に設けられた開口端とを有する有底部材の前記筒状部の外周面に対して内周面を摺動可能に設けるとともに前記有底部材の前記開口端から所定範囲に位置する部位において前記筒状部の外周面と内周面が接触する養生部材を装着することで前記有底部材の前記所定範囲を養生する養生工程と、前記養生部材が装着された前記有底部材の前記筒状部の前記外周面に塗料を付着させる塗装工程と、前記塗料が硬化する前に、前記塗装工程において前記有底部材が前記養生部材と接触していた部位を前記養生部材から離れるように前記有底部材を移動させる移動工程と、を有する、有底部材の塗装方法である。
【発明の効果】
【0006】
本発明によれば、塗装処理の際に凸形状の部位が発生することを抑制することができる。
【図面の簡単な説明】
【0007】
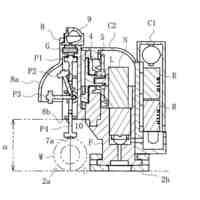
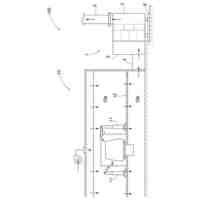
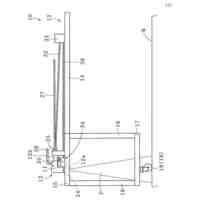
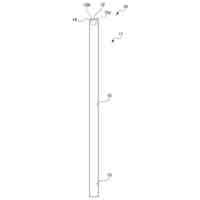
懸架装置の概略構成の一例を示す図である。
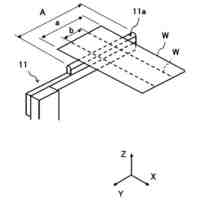
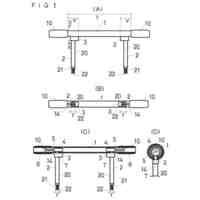
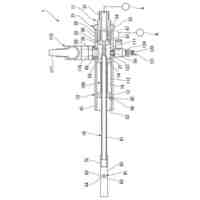
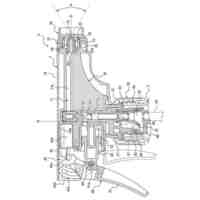
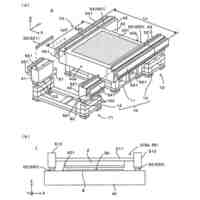
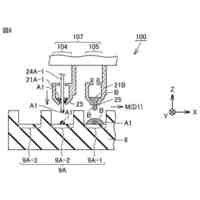
被塗装物及び治具の概略構成の一例を示す図である。
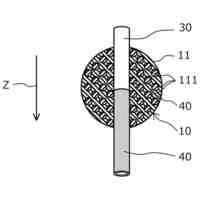
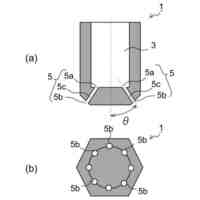
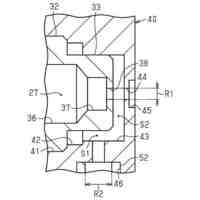
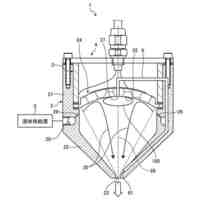
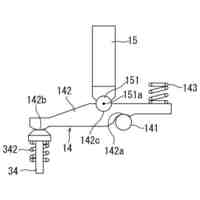
図2のIII部の拡大図である。
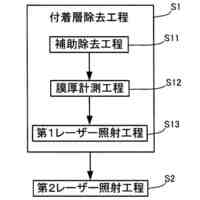
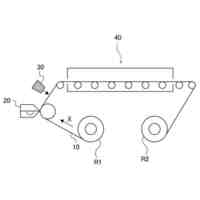
塗装処理の工程の一例を示す図である。
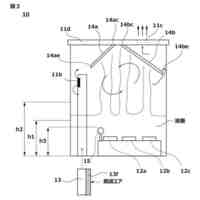
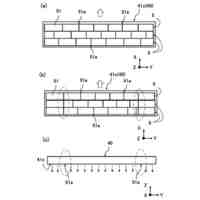
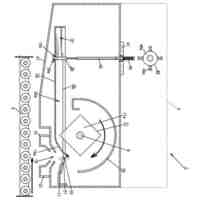
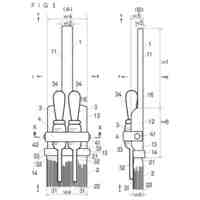
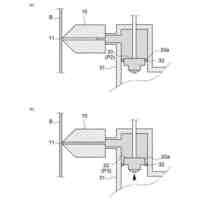
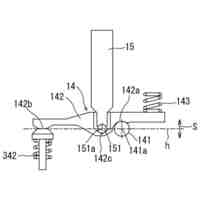
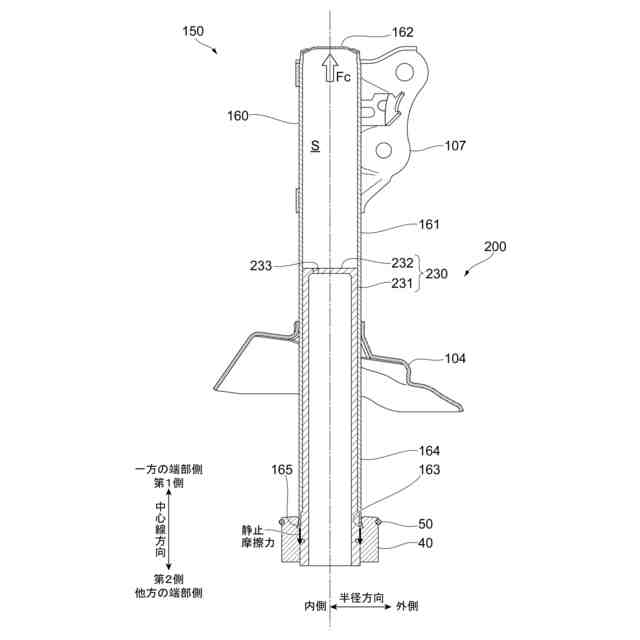
焼付乾燥工程の際の治具及び被塗装物の状態の一例を示す図である。
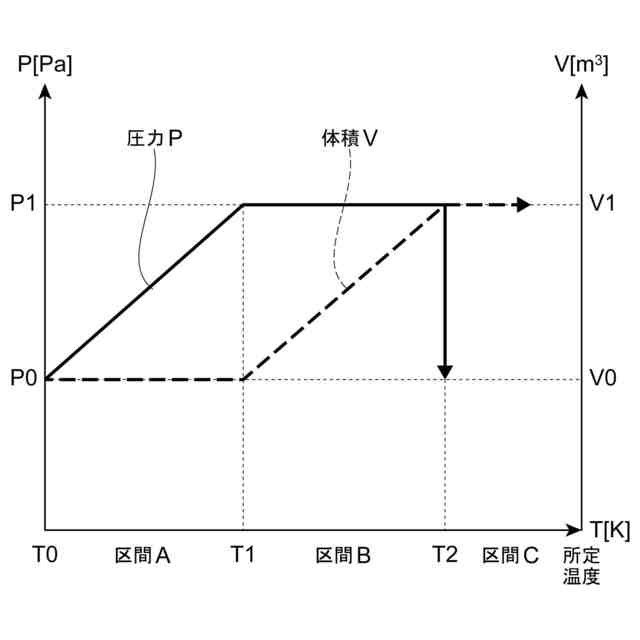
焼付乾燥工程の際の温度と、空間Sの圧力及び体積の変化との関係の一例を示す図である。
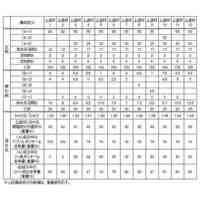
有底部材に付着した塗料の厚さを測定した結果の一例を示す図である。
焼付乾燥工程の際の比較例に係る治具及び被塗装物の状態の一例を示す図である。
比較例に係る治具を用いて塗装処理を施した場合の有底部材の状態の一例を示す図である。
塗装処理の工程の変形例を示す図である。
【発明を実施するための形態】
【0008】
以下、添付図面を参照して、本発明の実施形態について詳細に説明する。
図1は、懸架装置100の概略構成の一例を示す図である。
懸架装置100は、ストラット式サスペンションであり、図1に示すように、油圧緩衝装置102と、油圧緩衝装置102の外側に配置されたコイルスプリング103と、を備える。また、懸架装置100は、コイルスプリング103における、後述するロッド120の軸方向の一方側(図1では下側)の端部を支持する下スプリングシート104と、コイルスプリング103における、ロッド120の軸方向の他方側(図1では上側)の端部を支持する上スプリングシート105と、を備える。
【0009】
懸架装置100は、ロッド120の軸方向の他方側の端部に取り付けられて、この懸架装置100を車両に取り付けるための車体側ブラケット106と、後述するシリンダ部110におけるロッド120の軸方向の一方側の端部に固定されて、懸架装置100を車輪に取り付けるための車輪側ブラケット107と、を備える。また、懸架装置100は、シリンダ部110及びロッド120の少なくとも一部を覆うダストカバー108を備える。
【0010】
油圧緩衝装置102は、オイル(流体の一例)を収容するシリンダ部110と、他方側の端部がシリンダ部110から突出して設けられるとともに一方側の端部がシリンダ部110内にスライド可能に挿入されるロッド120と、を備える。また、油圧緩衝装置102は、ロッド120の一方側の端部に設けられるピストン部130と、シリンダ部110の一方側の端部に設けられるボトム部140と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
1か月前
ベック株式会社
被膜形成方法
1か月前
井関農機株式会社
作業車両
1か月前
プルガティオ株式会社
噴霧装置
2か月前
株式会社新免鉄工所
表面処理方法
1か月前
東レエンジニアリング株式会社
塗布装置
27日前
東レエンジニアリング株式会社
塗布装置
27日前
有限会社加藤軽合金
マーキング装置
1か月前
日産自動車株式会社
塗工装置
2か月前
御崎コンベヤー株式会社
液体塗布装置
18日前
株式会社大気社
塗装装置
2か月前
株式会社オンテックス
木目調塗装用器具
1か月前
大陽日酸株式会社
低温液化ガス用ノズル
2か月前
株式会社オンテックス
木目調塗装用刷毛
21日前
株式会社三和技巧
塗装装置
20日前
トヨタ紡織株式会社
ミスト発生装置
1か月前
有限会社ガリュー
噴射ノズル
1か月前
TOPPANホールディングス株式会社
スリットコータ
4日前
三和合板株式会社
化粧板の製造装置
6日前
積水ポリマテック株式会社
マスク方法及びマスク部材
25日前
住鉱潤滑剤株式会社
塗装用治具および塗装装置
25日前
株式会社吉野工業所
トリガー式液体噴射具
26日前
花王株式会社
汚染物質除去方法
2か月前
株式会社SCREENホールディングス
塗布装置
2か月前
株式会社ディスコ
超音波ノズル
1か月前
大王製紙株式会社
液体付与装置
2か月前
日立Astemo株式会社
有底部材の塗装方法、緩衝装置
25日前
日本製鉄株式会社
塗装金属板の製造方法
2か月前
株式会社テクノスマート
塗布装置
2か月前
株式会社吉野工業所
正倒立両用アダプタ
1か月前
株式会社SCREENホールディングス
基板処理装置
1か月前
ハンファ精密機械株式会社
ディスペンサ
18日前
ハンファ精密機械株式会社
ディスペンサ
18日前
トヨタ車体株式会社
塗装処理装置
1か月前
富士フイルム株式会社
膜の製造方法
25日前
NTN株式会社
塗布方法および塗布装置
6日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ