TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024047841
公報種別
公開特許公報(A)
公開日
2024-04-08
出願番号
2022153555
出願日
2022-09-27
発明の名称
プリフォーム、二重容器
出願人
キョーラク株式会社
代理人
SK弁理士法人
,
個人
,
個人
主分類
B29C
49/22 20060101AFI20240401BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】内袋の薄肉化が可能な、プリフォームを提供する。
【解決手段】本発明によれば、内プリフォームに外プリフォームを被せて構成されるプリフォームであって、前記外プリフォームの全高をHとし、前記外プリフォームの下端から0.2Hの位置での前記内プリフォームの外径をDi
0.2
とし、前記外プリフォームの外径をDo
0.2
とすると、Di
0.2
/Do
0.2
は、0.70以下である、プリフォームが提供される。
【選択図】図1
特許請求の範囲
【請求項1】
内プリフォームに外プリフォームを被せて構成されるプリフォームであって、
前記外プリフォームの全高をHとし、前記外プリフォームの下端から0.2Hの位置での前記内プリフォームの外径をDi
0.2
とし、前記外プリフォームの外径をDo
0.2
とすると、
Di
0.2
/Do
0.2
は、0.70以下である、プリフォーム。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載のプリフォームであって、
前記内プリフォームは、内側に向かって凸となるように湾曲する内方湾曲部位を備える、プリフォーム。
【請求項3】
請求項2に記載のプリフォームであって、
前記内方湾曲部位の高さ範囲をHcとすると、Hc/Hは、0.10以上である、プリフォーム。
【請求項4】
請求項2に記載のプリフォームであって、
前記外プリフォームの下端から0.2H~1.0Hの範囲内において、前記内プリフォームと前記外プリフォームの間の隙間は、前記内方湾曲部位において最大となる、プリフォーム。
【請求項5】
請求項1に記載のプリフォームであって、
前記外プリフォームの開口端での前記内プリフォームの外径をDiとすると、Di
0.2
/Diは、0.60以下である、プリフォーム。
【請求項6】
請求項1~請求項5の何れか1つに記載のプリフォームであって、
前記外プリフォームの開口端での前記外プリフォームの外径をDoとすると、Do
0.2
/Doは、0.95以下である、プリフォーム。
【請求項7】
内プリフォームに外プリフォームを被せて構成されるプリフォームであって、
前記外プリフォームの口部には貫通孔が設けられており、
前記外プリフォームの前記口部の内面には、前記外プリフォームの底部側に向かって延びる凸条が設けられている、プリフォーム。
【請求項8】
請求項7に記載のプリフォーム。
前記外プリフォームは、射出成形体であり、
前記内プリフォームは、ダイレクトブロー成形体である、プリフォーム。
【請求項9】
請求項7又は請求項8に記載のプリフォームであって、
前記外プリフォームの全高をHとすると、
前記凸条の下端の位置は、前記外プリフォームの下端から0.8H以下である、プリフォーム。
【請求項10】
容器本体を備える、二重容器であって、
前記容器本体は、内袋と、前記内袋を覆うように配置された外殻を備え、
前記外殻は、外殻本体と、前記外殻本体に連結された係合部材を備え、
前記内袋は、前記係合部材に軸方向に係合しており、
前記外殻本体は、前記係合部材から分離可能に構成されている、二重容器。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、プリフォーム及び二重容器に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
従来、外殻と内袋とを有する容器本体を備える二重容器が知られている。例えば、特許文献1には、外プリフォームと内プリフォームとを重ねた状態で二軸延伸ブロー成形を行うことによって形成した二重容器が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2019-10741号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、内袋は、外殻に比べて、薄肉に形成することが望まれる場合がある。内袋を薄肉化するために、内プリフォームの肉厚を小さくすればいいが、内プリフォームを薄肉化するほど、内プリフォームを成形する難易度が高くなったり、内プリフォームの取り扱い性が悪くなったりするので、内プリフォームを薄肉化することによって、内袋を薄肉化するにも限界がある。
【0005】
本発明はこのような事情に鑑みてなされたものであり、内袋の薄肉化が可能な、プリフォームを提供するものである。
【課題を解決するための手段】
【0006】
本発明によれば、以下の発明が提供される。
[1](第1観点)内プリフォームに外プリフォームを被せて構成されるプリフォームであって、前記外プリフォームの全高をHとし、前記外プリフォームの下端から0.2Hの位置での前記内プリフォームの外径をDi
0.2
とし、前記外プリフォームの外径をDo
0.2
とすると、Di
0.2
/Do
0.2
は、0.70以下である、プリフォーム。
【0007】
本発明では、Di
0.2
/Do
0.2
が0.70以下であるので、二軸延伸ブロー成形の際には、プリフォームの底部近傍において、内プリフォームが外プリフォームに比べて大きく引き伸ばされることになり、その分だけ薄肉化される。従って、本発明によれば、内袋を薄肉化することができる。
【0008】
[2][1]に記載のプリフォームであって、前記内プリフォームは、内側に向かって凸となるように湾曲する内方湾曲部位を備える、プリフォーム。
[3][2]に記載のプリフォームであって、前記内方湾曲部位の高さ範囲をHcとすると、Hc/Hは、0.10以上である、プリフォーム。
[4][2]又は[3]に記載のプリフォームであって、前記外プリフォームの下端から0.2H~1.0Hの範囲内において、前記内プリフォームと前記外プリフォームの間の隙間は、前記内方湾曲部位において最大となる、プリフォーム。
[5][1]~[4]の何れか1つに記載のプリフォームであって、前記外プリフォームの開口端での前記内プリフォームの外径をDiとすると、Di
0.2
/Diは、0.60以下である、プリフォーム。
[6][1]~[5]の何れか1つに記載のプリフォームであって、前記外プリフォームの開口端での前記外プリフォームの外径をDoとすると、Do
0.2
/Doは、0.95以下である、プリフォーム。
[7](第2観点)内プリフォームに外プリフォームを被せて構成されるプリフォームであって、前記外プリフォームの口部には貫通孔が設けられており、前記外プリフォームの前記口部の内面には、前記外プリフォームの底部側に向かって延びる凸条が設けられている、プリフォーム。
[8][7]に記載のプリフォーム。前記外プリフォームは、射出成形体であり、前記内プリフォームは、ダイレクトブロー成形体である、プリフォーム。
[9][7]又は[8]に記載のプリフォームであって、前記外プリフォームの全高をHとすると、前記凸条の下端の位置は、前記外プリフォームの下端から0.8H以下である、プリフォーム。
[10](第3観点)容器本体を備える、二重容器であって、前記容器本体は、内袋と、前記内袋を覆うように配置された外殻を備え、前記外殻は、外殻本体と、前記外殻本体に連結された係合部材を備え、前記内袋は、前記係合部材に軸方向に係合しており、前記外殻本体は、前記係合部材から分離可能に構成されている、二重容器。
[11][10]に記載の二重容器であって、前記係合部材は、前記外殻本体に螺合されている、二重容器。
【図面の簡単な説明】
【0009】
本発明の第1実施形態の二重容器1の斜視図である。図中の一点鎖線は、表面形状を構成する面の曲率が変化する境界線を表す。他の図についても同様である。
図1の分解斜視図である。
図2中の領域Aの拡大図である。
図3の分解斜視図である。
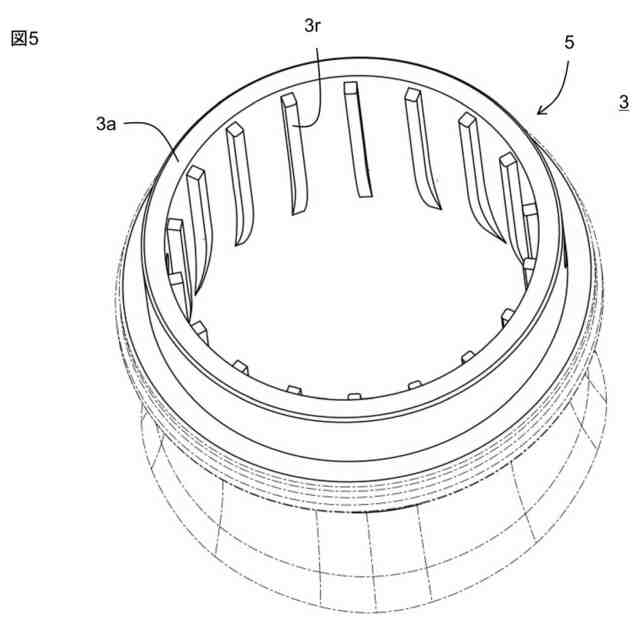
外殻3の開口端3a近傍の斜視図である。
中栓26を斜め下側から見た斜視図である。
図1に示す二重容器1の正面図(部分的に、口部5の中心を通る縦断面図)である。
内プリフォーム14及び外プリフォーム13が分離されている状態を示す斜視図である。
図9Aは、外プリフォーム13を斜め上から見た斜視図である。図9Bは、外プリフォーム13の縦断面図である。図9Cは、図9C中のC-C断面図である。
本発明の第2実施形態についての、図4に対応する分解斜視図である。
図10の外殻3の開口端近傍の斜視図である。
本発明の第2実施形態についての、図8に対応する斜視図である。
本発明の第2実施形態について、内プリフォーム14に外プリフォーム13を被せた状態での、縦断面図である。
本発明の第3実施形態についての、図4に対応する分解斜視図である。
図14中の係合部材34を斜め下から見た斜視図である。
図16Aは、図14の容器本体2を組み立てた状態の縦断面図である。図16Bは、図16A中の領域Bの拡大図である。
本発明の第3実施形態についての、図8に対応する斜視図である。
図18A及び図18Bは、それぞれ、本発明の第3実施形態の変形例1及び2を示す、図16Bに対応する縦断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について説明する。以下に示す実施形態中で示した各種特徴事項は、互いに組み合わせ可能である。また、各特徴について独立して発明が成立する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
シート成形口金
4か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
2か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
積層基材の製造方法
5か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
グンゼ株式会社
印刷層の除去方法
3か月前
六浦工業株式会社
接着装置
4か月前
AGC株式会社
車両窓用窓ガラス
7か月前
株式会社不二越
射出成形機
7か月前
東レエンジニアリング株式会社
処理装置
7か月前
株式会社吉野工業所
計量キャップ
5か月前
株式会社城北精工所
押出成形用ダイ
2か月前
大塚テクノ株式会社
樹脂製の構造体
2か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
個人
超高速射出点描画による熱溶解積層法
4か月前
トヨタ自動車株式会社
真空成形装置
14日前
ダイハツ工業株式会社
3Dプリンタ
5か月前
東レ株式会社
リーフディスク型フィルター
5か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
TOWA株式会社
樹脂成形装置
6か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
株式会社スリーエス
光造形装置
11日前
株式会社イクスフロー
成形装置
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
4か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
NISSHA株式会社
加飾成形品の製造方法
26日前
三井化学株式会社
光学部材の製造方法
7か月前
東レエンジニアリング株式会社
立体造形装置
5か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ


































