TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024043075
公報種別
公開特許公報(A)
公開日
2024-03-29
出願番号
2022148061
出願日
2022-09-16
発明の名称
溶接後熱処理方法
出願人
三菱重工業株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B23K
31/00 20060101AFI20240322BHJP(工作機械;他に分類されない金属加工)
要約
【課題】SCS6系マルテンサイトステンレス鋳鋼からなる成形部材の溶接部において水素脆化を抑制する為に硬度を抑えつつ強度を確保すること。
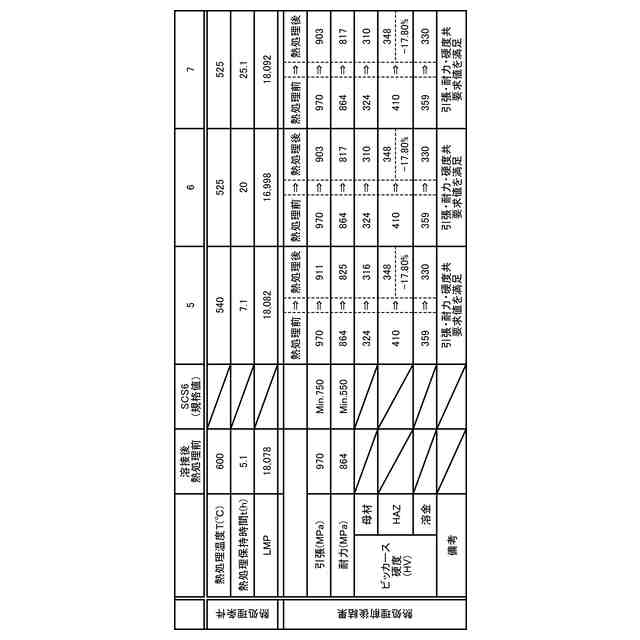
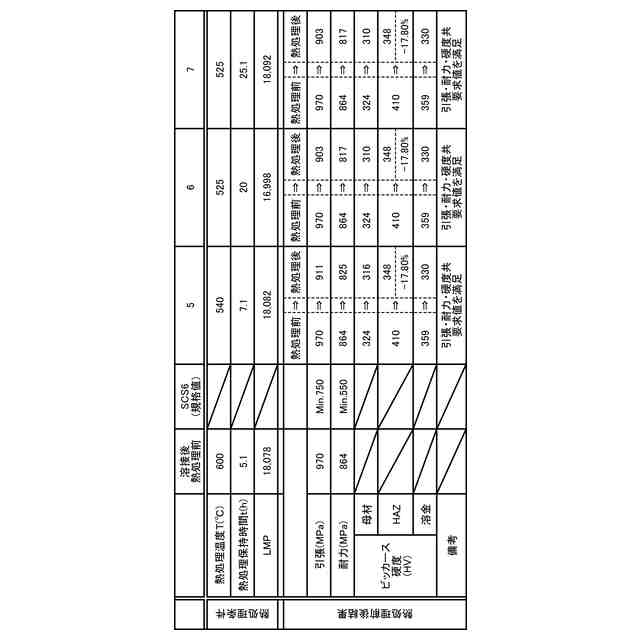
【解決手段】JIS G 5121 SCS6系のマルテンサイト系ステンレス鋳鋼からなる成形部材の溶接後熱処理方法であって、熱処理温度Tを525℃、熱処理保持時間tを20h以上25.1h以下とする。
【選択図】図7
特許請求の範囲
【請求項1】
JIS G 5121 SCS6系のマルテンサイト系ステンレス鋳鋼からなる成形部材の溶接後熱処理方法であって、
熱処理温度Tを525℃、熱処理保持時間tを20h以上25.1h以下とする、溶接後熱処理方法。
続きを表示(約 400 文字)
【請求項2】
前記成形部材は、JIS G 5121 SCS6のマルテンサイト系ステンレス鋳鋼からなり、
熱処理温度Tを525℃、熱処理保持時間tを20hとする、請求項1に記載の溶接後熱処理方法。
【請求項3】
熱処理温度Tを525℃、熱処理保持時間tを20hに設定し、
JIS G 5121 SCS6系すべてのマルテンサイト系ステンレス鋳鋼からなる成形部材の溶接後熱処理を行う、請求項1に記載の溶接後熱処理方法。
【請求項4】
溶接熱影響部のビッカース硬度HVが350未満となる熱処理温度Tおよび熱処理保持時間tとする、請求項1に記載の溶接後熱処理方法。
【請求項5】
前記成形部材は、筒状の接続部を有し、
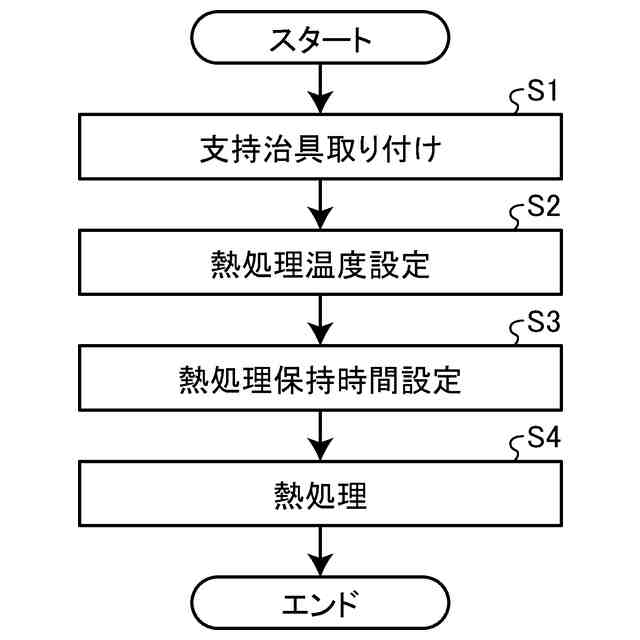
溶接後熱処理の際に、前記接続部の歪みを防止する支持冶具を用いる、請求項1に記載の溶接後熱処理方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接後熱処理方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
例えば、特許文献1には、マルテンサイト系ステンレス鋼材溶接部の形成方法について記載されている。この形成方法は、マルテンサイト系ステンレス鋼材に溶接を施して溶接部を形成するに当り、溶接後に、溶接部に、下記(1)式で定義されるP1が15500以上、下記(2)式で定義されるP2が0以下を満足し、かつ溶接後熱処理保持時間tが60~1000sの範囲内である溶接後熱処理を施すことを特徴とする耐粒界応力腐食割れ性および耐水素脆化性に優れた溶接熱影響部を有する。
P1=(T+273)(20+log(t/3600))・・・(1)
P2=20logt+T-(A1+120)・・・(2)
T:溶接後熱処理温度(℃)
t:溶接後熱処理保持時問(s)
A1:100体積%マルテンサイト組織としたのち加熱し20秒間保持したときに1体積%以上オーステナイト相が形成される下限温度(℃)
【先行技術文献】
【特許文献】
【0003】
特開2007-321181号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
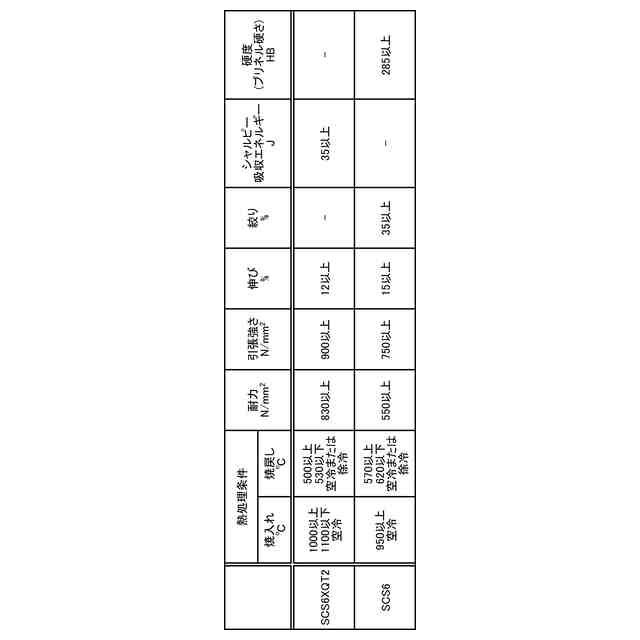
ここで、例えば、一般ポンプおよび原子力ポンプの主要材質として、SCS6系をベースとした材料であるマルテンサイト系ステンレス鋳鋼が使用されている。近年、ポンプの高出力化、コンパクト化の要望が増加しており、強度面での信頼性を確保するため特に高強度なSCS6XQT2(JIS G5121)を採用する場合がある。また、上記材質は、鋳造品であることから鋳物欠陥の発生は避けられず、製品形状が仕上がった状態において溶接補修が必要となる可能性がある。この場合、溶接補修を実施するにあたっては、高硬度(350HV以上)材特有の水素脆化発生リスクを抑えるため、厳格な硬度管理に配慮した溶接手法の適用が求められる。
【0005】
本開示は、上述した課題を解決するものであり、SCS6系マルテンサイトステンレス鋳鋼からなる成形部材の溶接部において、水素脆化を抑制する為に硬度を抑えつつ強度を確保することのできる溶接後熱処理方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述の目的を達成するために、本開示の一態様に係る溶接後熱処理方法は、JIS G 5121 SCS6系のマルテンサイト系ステンレス鋳鋼からなる成形部材の溶接後熱処理方法であって、熱処理温度Tを525℃、熱処理保持時間tを20h以上25.1h以下とする。
【発明の効果】
【0007】
本開示は、SCS6系マルテンサイトステンレス鋳鋼からなる成形部材の溶接部において水素脆化を抑制する為に硬度を抑えつつ強度を確保できる。
【図面の簡単な説明】
【0008】
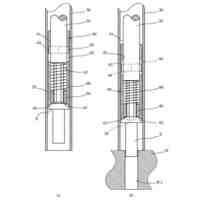
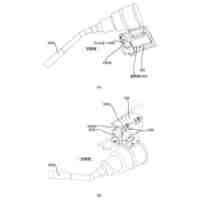
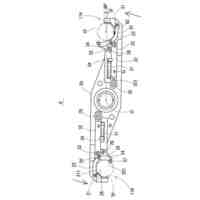
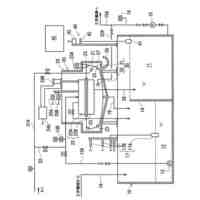
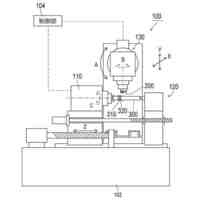
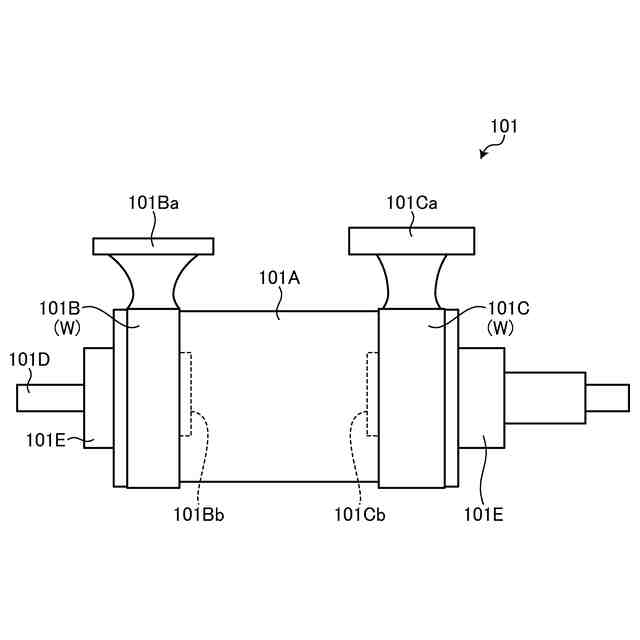
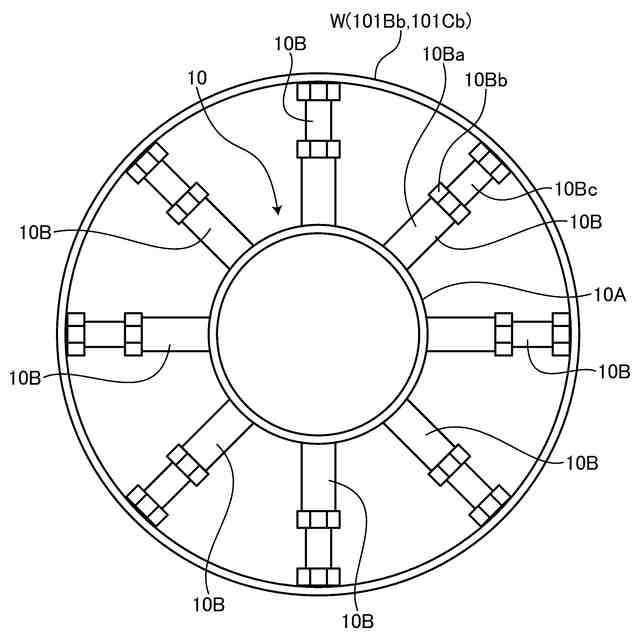
図1は、実施形態の溶接後熱処理方法の適用例の成形部材の説明図である。
図2は、成形部材をなすマルテンサイト系ステンレス鋳鋼の化学成分を示す図表である。
図3は、成形部材をなすマルテンサイト系ステンレス鋳鋼の機械的性質および熱処理温度を示す図表である。
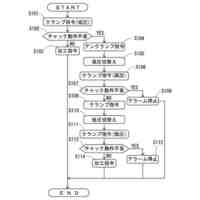
図4は、実施形態の溶接後熱処理方法のフローチャートである。
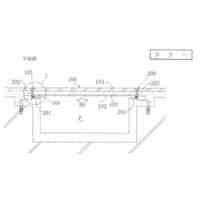
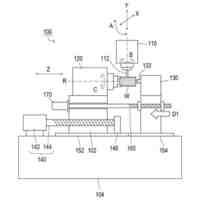
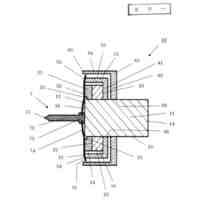
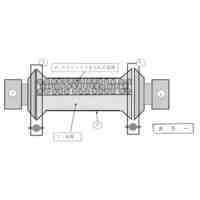
図5は、支持冶具を示す概略図である。
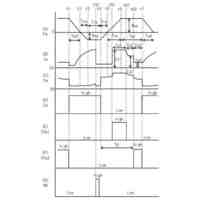
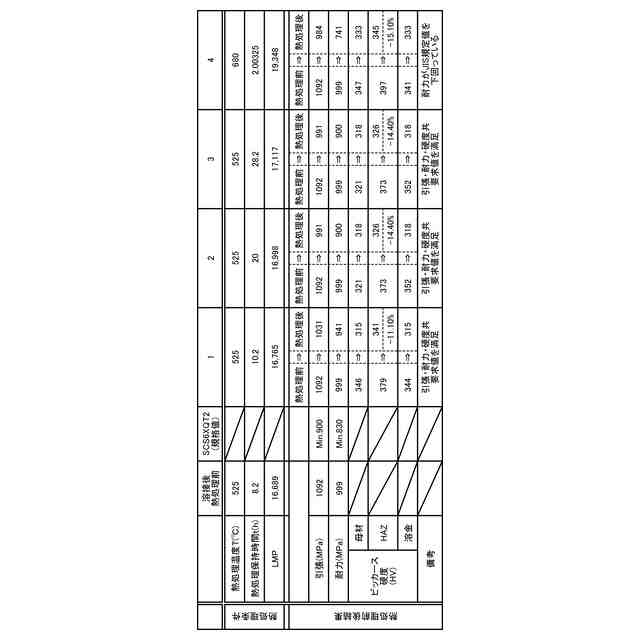
図6は、SCS6XQT2の熱処理結果を示す図表である。
図7は、SCS6の熱処理結果を示す図表である。
【発明を実施するための形態】
【0009】
以下に、本開示に係る実施形態を図面に基づいて詳細に説明する。なお、この実施形態によりこの開示が限定されるものではない。また、下記実施形態における構成要素には、当業者が置換可能かつ容易なもの、あるいは実質的に同一のものが含まれる。
【0010】
図1は、実施形態の溶接後熱処理方法の適用例の成形部材の説明図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
低周波振動発生出力方法
24日前
日東精工株式会社
ねじ締め機
11日前
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社日本ピット
ピット装置
4か月前
日東精工株式会社
着座確認装置
1か月前
個人
パワーデバイスの接合方法
2か月前
ウエダ産業株式会社
カッター装置
1か月前
株式会社コスメック
クランプ装置
2か月前
東和株式会社
溶接システム
4か月前
アズビル株式会社
溶接方法
1か月前
株式会社FUJI
工作機械
26日前
株式会社FUJI
工作機械
4か月前
株式会社不二越
ドリル
1か月前
株式会社コスメック
着脱装置
4日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
くびれ検出制御方法
6日前
津田駒工業株式会社
回転テーブル装置
2か月前
株式会社ダイヘン
アーク溶接制御方法
6日前
株式会社不二越
ブローチ盤
4か月前
株式会社不二越
管用タップ
1か月前
株式会社FUJI
工具交換アーム
3か月前
株式会社不二越
複合加工機
4か月前
ニフコプラント株式会社
ろ過装置
3か月前
株式会社不二越
複合加工機
3か月前
一文機工株式会社
スタッド溶接用プラグ
3か月前
株式会社小島半田製造所
はんだ線
1か月前
個人
クーラント装置
1か月前
株式会社不二越
エンドミル
2か月前
株式会社NMC
水溶性切削液用フィルター
3か月前
ダイハツ工業株式会社
位置検出装置
1か月前
株式会社不二越
歯車製造装置
1か月前
有限会社 ナプラ
接合材用金属粒子
14日前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
株式会社不二越
歯車加工装置
21日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ