TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023079109
公報種別
公開特許公報(A)
公開日
2023-06-07
出願番号
2021192565
出願日
2021-11-26
発明の名称
連続繊維強化樹脂複合材料、その成形体及びその成形方法
出願人
旭化成株式会社
,
学校法人同志社
代理人
個人
,
個人
,
個人
,
個人
主分類
C08J
5/04 20060101AFI20230531BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】本発明の目的は、吸水特性、強度、弾性率及び成形後の射出樹脂との界面強度に優れる連続繊維強化樹脂複合材料を提供することにある。
【解決手段】本発明の連続繊維強化樹脂複合材料は、連続強化繊維と熱可塑性樹脂を含み、前記連続繊維強化樹脂複合材料の領域Aに含まれる熱可塑性樹脂の23℃、50%RHでの吸水率が0.0010~0.39質量%であり、前記連続繊維強化樹脂複合材料の領域Bに含まれる熱可塑性樹脂の23℃、50%RHでの吸水率が0.40~3.0質量%である、ことを特徴としている。
【選択図】なし
特許請求の範囲
【請求項1】
連続強化繊維と熱可塑性樹脂を含む連続繊維強化樹脂複合材料であって、
前記連続繊維強化樹脂複合材料の下記領域Aに含まれる熱可塑性樹脂の23℃、50%RHでの吸水率が0.0010~0.39質量%であり、
前記連続繊維強化樹脂複合材料の下記領域Bに含まれる熱可塑性樹脂の23℃、50%RHでの吸水率が0.40~3.0質量%である、
ことを特徴とする連続繊維強化樹脂複合材料。
領域A:一方の表面から厚み方向に、連続強化樹脂複合材料の全厚みの0%~((1/(連続強化繊維からなる基材の枚数×2))×100)%の領域
領域B:前記領域Aにおける前記表面から((1/(連続強化繊維からなる基材の枚数)×2)×100)%~51%の領域
続きを表示(約 750 文字)
【請求項2】
前記領域Aに含まれる熱可塑性樹脂100体積%のうち、80体積%以上がポリプロピレン樹脂である、請求項1に記載の連続繊維強化樹脂複合材料。
【請求項3】
前記領域Bに含まれる熱可塑性樹脂100体積%のうち、80体積%以上がポリアミド樹脂である、請求項1又は2に記載の連続繊維強化樹脂複合材料。
【請求項4】
請求項1~3のいずれか一項に記載の連続繊維強化樹脂複合材料を含み、
前記領域Aに含まれる前記表面上に、23℃、50%RHでの吸水率が0.0010~0.39質量%である熱可塑性樹脂が射出成形された、連続繊維強化樹脂複合材料成形体。
【請求項5】
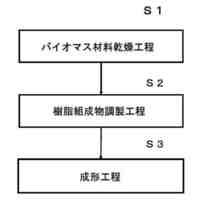
連続強化繊維からなる基材と熱可塑性樹脂とを交互に積層した積層体を、プレス成形により、加熱及び冷却することを含む請求項1~3のいずれか一項に記載の連続繊維強化樹脂複合材料の製造方法であって、
前記連続強化繊維がガラス繊維であり、
前記積層体の少なくとも一方の最外層に位置する熱可塑性樹脂がポリプロピレン樹脂である、ことを特徴とする連続繊維強化樹脂複合材料の製造方法。
【請求項6】
請求項1~3のいずれか一項に記載の連続繊維強化樹脂複合材料の成形方法であって、
前記熱可塑性樹脂がポリアミド樹脂とポリプロピレン樹脂とを含み、
前記熱可塑性樹脂のうち連続繊維強化樹脂複合材料内の占有体積が最も大きい熱可塑性樹脂の溶融温度以上に前記連続繊維強化樹脂複合材料を加熱した後に、前記連続繊維強化樹脂複合材料の少なくとも一方の表面にポリプロピレン樹脂を射出成形で配置する、
ことを特徴とする、連続繊維強化樹脂複合材料の成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、連続繊維強化樹脂複合材料、その成形体及びその成形方法に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
各種機械や自動車等の構造部品、圧力容器、及び管状の構造物等には、マトリックス樹脂材料にガラス繊維等の強化材が添加された複合材料成形体が使用されている。特に強度の観点から、強化繊維が連続繊維である連続繊維強化樹脂複合材料が望まれている。この連続繊維強化樹脂複合材料としては、強化繊維に添加する集束剤を工夫しているもの(例えば、以下の特許文献1参照)、融点と結晶化温度の差を工夫しているもの(例えば、以下の特許文献2参照)、樹脂材料に有機塩を加えているもの(例えば、以下の特許文献3参照)、成形前駆体の布帛を熱可塑性の樹脂で積層しているもの(例えば、以下の特許文献4参照)が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2003-238213号公報
特許第5987335号公報
特開2017-222859号公報
特開2009-19202号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、本発明者らが鋭意検討した結果、従来技術の連続繊維強化樹脂複合材料では、射出樹脂と組み合わせて成形した際に、射出樹脂との界面強度に優れるが吸水時の特性に劣る、または吸水時の特性に優れるが射出樹脂との界面強度に劣るため、界面強度と吸水時の特性を同時に達成することができないことを見出した。
【0005】
かかる従来技術の水準に鑑み、本発明が解決しようとする課題は、吸水特性、強度、弾性率及び成形後の射出樹脂との界面強度に優れる連続繊維強化樹脂複合材料を提供することである。
【課題を解決するための手段】
【0006】
すなわち、本発明は以下の通りである。
[1]
連続強化繊維と熱可塑性樹脂を含む連続繊維強化樹脂複合材料であって、
前記連続繊維強化樹脂複合材料の下記領域Aに含まれる熱可塑性樹脂の23℃、50%RHでの吸水率が0.0010~0.39質量%であり、
前記連続繊維強化樹脂複合材料の下記領域Bに含まれる熱可塑性樹脂の23℃、50%RHでの吸水率が0.40~3.0質量%である、
ことを特徴とする連続繊維強化樹脂複合材料。
領域A:一方の表面から厚み方向に、連続強化樹脂複合材料の全厚みの0%~((1/(連続強化繊維からなる基材の枚数×2))×100)%の領域
領域B:前記領域Aにおける前記表面から((1/(連続強化繊維からなる基材の枚数)×2)×100)%~51%の領域
[2]
前記領域Aに含まれる熱可塑性樹脂100体積%のうち、80体積%以上がポリプロピレン樹脂である、[1]に記載の連続繊維強化樹脂複合材料。
[3]
前記領域Bに含まれる熱可塑性樹脂100体積%のうち、80体積%以上がポリアミド樹脂である、[1]又は[2]に記載の連続繊維強化樹脂複合材料。
[4]
[1]~[3]のいずれかに記載の連続繊維強化樹脂複合材料を含み、
前記領域Aに含まれる前記表面上に、23℃、50%RHでの吸水率が0.0010~0.39質量%である熱可塑性樹脂が射出成形された、連続繊維強化樹脂複合材料成形体。
[5]
連続強化繊維からなる基材と熱可塑性樹脂とを交互に積層した積層体を、プレス成形により、加熱及び冷却することを含む[1]~[3]のいずれかに記載の連続繊維強化樹脂複合材料の製造方法であって、
前記連続強化繊維がガラス繊維であり、
前記積層体の少なくとも一方の最外層に位置する熱可塑性樹脂がポリプロピレン樹脂である、ことを特徴とする連続繊維強化樹脂複合材料の製造方法。
[6]
[1]~[3]のいずれかに記載の連続繊維強化樹脂複合材料の成形方法であって、
前記熱可塑性樹脂がポリアミド樹脂とポリプロピレン樹脂とを含み、
前記熱可塑性樹脂のうち連続繊維強化樹脂複合材料内の占有体積が最も大きい熱可塑性樹脂の溶融温度以上に前記連続繊維強化樹脂複合材料を加熱した後に、前記連続繊維強化樹脂複合材料の少なくとも一方の表面にポリプロピレン樹脂を射出成形で配置する、
ことを特徴とする、連続繊維強化樹脂複合材料の成形方法。
【発明の効果】
【0007】
本発明に係る連続繊維強化樹脂複合材料は、吸水特性、強度、弾性率、及び成形後の射出樹脂との界面強度に優れる。
【発明を実施するための形態】
【0008】
以下、本発明の実施形態について詳細に説明する。
【0009】
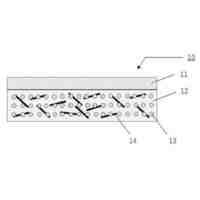
[連続繊維強化樹脂複合材料]
本実施形態の連続繊維強化樹脂複合材料は、連続強化繊維と熱可塑性樹脂とを含む連続繊維強化樹脂複合材料であって、上記連続繊維強化樹脂複合材料の下記領域Aに含まれる熱可塑性樹脂の23℃、50%RHでの吸水率が0.0010~0.39質量%であり、上記連続繊維強化樹脂複合材料の下記領域Bに含まれる熱可塑性樹脂の23℃、50%RHでの吸水率が0.40~3.0質量%である。
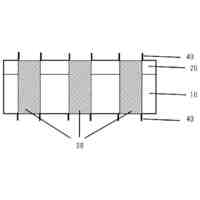
上記領域Aとは、一方の表面から厚み方向に連続繊維強化樹脂複合材料の全厚みの0%~((1/(連続強化繊維からなる基材の枚数×2))×100)%の範囲の領域である。上記領域Aは上記一方の表面を少なくとも含み、上記一方の表面から全厚みの((1/(連続強化繊維からなる基材の枚数×2))×100)%まで領域としてよい。
上記領域Bは、上記領域Aにおける上記表面から厚み方向に連続繊維強化樹脂複合材料の全厚みの((1/(連続強化繊維基材の枚数)×2)×100)%~51%の範囲の領域である。
【0010】
上記領域Aに含まれる熱可塑性樹脂の上記吸水率は、0.0050~0.35質量%であることが好ましく、0.01~0.30質量%であることがより好ましい。
上記領域Aに含まれる熱可塑性樹脂の吸水率が上記範囲であると、連続繊維強化樹脂複合材料及び連続繊維強化樹脂複合材料成形体の優れた吸水特性、並びに連続繊維強化樹脂複合材料と該連続繊維強化樹脂複合材料の表面に配置される熱可塑性樹脂との優れた接着性を発現することができる。
上記領域Aに含まれる熱可塑性樹脂の吸水率は、上記領域Aが含まれる表面と反対の表面側から研磨を行い、領域A以外の部分を削った後、得られた領域Aを真空乾燥により絶乾し、80℃の水に18時間浸漬させた後に、80℃57RH%で200時間静置したのち、23℃、50%RHで24時間静置した後の吸水率を測定し、得られた質量と絶乾時の質量から領域Aの吸水率を測定し、電気炉による領域Aの樹脂を飛ばした際に得られる領域Aに含まれる連続強化繊維の質量から、求めることができる。なお、領域Aに含まれる連続強化繊維は吸水しないものとして求めてよい。
上記領域Aに複数の熱可塑性樹脂が含まれる場合、少なくとも一部(例えば、領域Aに含まれる全熱可塑性樹脂100質量%に対して50質量%超(好ましくは70質量%以上、より好ましくは80質量%以上、特に好ましくは90質量%以上)の熱可塑性樹脂)の熱可塑性樹脂が上記吸水率を満たすことが好ましく、全ての熱可塑性樹脂が上記吸水率を満たすことがより好ましい。
上記領域Aに複数の熱可塑性樹脂が含まれる場合、少なくとも一部(例えば、領域Aに含まれる全熱可塑性樹脂100体積%に対して50体積%超(好ましくは70体積%以上、より好ましくは80体積%以上、特に好ましくは90体積%以上)の熱可塑性樹脂)の熱可塑性樹脂が上記吸水率を満たすことが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本触媒
組成物
2か月前
東ソー株式会社
ゴム組成物
今日
株式会社ナリス化粧品
構造体
7日前
東レ株式会社
多孔質フィルム
1か月前
三菱ケミカル株式会社
積層体
1か月前
株式会社きもと
障子用フィルム
2か月前
株式会社コバヤシ
成形体
2か月前
三菱ケミカル株式会社
樹脂組成物
1か月前
東ソー株式会社
ソールゴム用改質剤
今日
東レ株式会社
ポリアミド樹脂組成物
1か月前
東レ株式会社
ポリエステルフィルム
2か月前
東レ株式会社
ポリエステルフィルム
3か月前
株式会社松風
光硬化性組成物
1か月前
東レ株式会社
ポリエステルフィルム
2か月前
東レ株式会社
ポリエステルフィルム
3か月前
サンノプコ株式会社
樹脂組成物
2か月前
株式会社ADEKA
組成物及び硬化物
3か月前
株式会社日本触媒
無機粒子含有分散体
1か月前
AGC株式会社
水性分散液
1か月前
テクノUMG株式会社
物品
1か月前
アイカ工業株式会社
ホットメルト組成物
21日前
株式会社魁半導体
機能性粉体及び組成物
2か月前
ユニチカ株式会社
延伸ポリアミドフィルム
3か月前
ユニチカ株式会社
多孔質ポリアミドイミド
1か月前
株式会社カネカ
硬化性組成物
2か月前
株式会社カネカ
硬化性組成物
2か月前
株式会社カネカ
樹脂組成物およびフィルム
1か月前
三菱ケミカル株式会社
成形体
今日
株式会社カネカ
硬化性組成物
2か月前
東レ株式会社
ポリエステル組成物の製造方法
22日前
国立大学法人九州大学
ポリマー化合物
3か月前
松本油脂製薬株式会社
樹脂粒子及びその用途
15日前
松本油脂製薬株式会社
樹脂粒子及びその用途
21日前
東レ株式会社
二軸配向ポリオレフィンフィルム
27日前
帝人株式会社
樹脂組成物および光学部材
1か月前
東レ株式会社
重合装置および重合体の製造方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ