TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023064401
公報種別
公開特許公報(A)
公開日
2023-05-11
出願番号
2021174663
出願日
2021-10-26
発明の名称
射出成形装置
出願人
株式会社松田製作所
代理人
個人
主分類
B29C
45/54 20060101AFI20230501BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】先入れ先出しと先入れ後出しの双方の特長を兼ね備え、また、高圧での射出が可能であり、せん断発熱量が高く金型に高温の成形材料を射出する新たな射出成形装置を提供する。
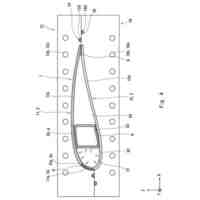
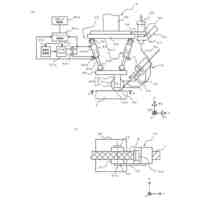
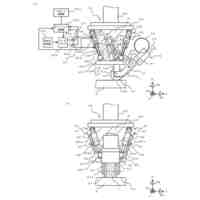
【解決手段】射出成形装置15は、加熱筒22の内部に投入された成形材料であるゴム材料Aを可塑化させながら搬送する回転可能に組み込まれたスクリュ23を有し、可塑化された可塑化ゴム材料Bを先端に向かって押し出す、いわゆる押出装置でもある可塑化装置20と、その可塑化装置20の先端側と射出ユニット30(射出ポット40)の後端側の側面との連結部分40cには連通路30aを有し、この連通路30aから供給された可塑化ゴム材料Bが射出ポット40内をプランジャ32が移動されることにより射出ポット40内の貯留空間40aに充填された可塑化ゴム材料Bを射出する射出ユニット30とで構成されている。
【選択図】図3
特許請求の範囲
【請求項1】
加熱筒の内部に投入されたゴム材料を可塑化させながら搬送する回転可能に組み込まれたスクリュを有し可塑化されたゴム材料を先端に向かって押し出す可塑化装置と、前記可塑化装置との連結部分には連通路を有し、前記連通路から供給された可塑化された可塑化ゴム材料が射出ポット内をプランジャが移動されることにより射出ポット内の貯留空間に充填された前記可塑化ゴム材料を射出する射出ユニットと、を備える射出成形装置であって、
前記連結部分は、前記可塑化装置の先端側と、前記射出ポットの後端側の側面の位置とが連結され、
前記射出ポット内に充填される前記可塑化ゴム材料の圧力に従って前記射出ポット内を移動する第一チェックリングと、
前記第一チェックリングよりも前記プランジャの後端側に固定され、前記プランジャ移動をともにする第二チェックリングと、を備え、
前記プランジャが前記射出ポット内の後退限度位置で、前記第一チェックリングと前記第二チェックリングとが当接密着して前記連通路からの前記可塑化ゴム材料の供給を停止することを特徴とする射出成形装置。
続きを表示(約 270 文字)
【請求項2】
前記連通路は、前記射出ユニットの前記射出ポットに形成され、
前記連通路付近の射出ポットの内周面に固定され、全体が円筒状で、その先端部分に形成された曲面に沿って、前記連通路から供給される前記可塑化ゴム材料を前記射出ポット内に案内する案内曲面を有するガイド部材を有することを特徴とする請求項1に記載の射出成形装置。
【請求項3】
前記射出ノズルは、前記可塑化ゴム材料を加熱加冷する媒体が流通可能な螺旋状の媒体通路が形成された温調ノズルを備えることを特徴とする請求項1又は2に記載の射出成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高速加硫が可能なゴムの射出成形装置に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
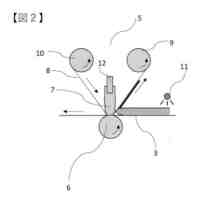
従来の射出成形装置は、特許文献1の図1に示すような、射出シリンダ1により成形材料である可塑化されたゴム材料を貯留する射出ポット2内を上下摺動移動自在なプランジャ3と、射出シリンダ1の側端面に先端を結合させた加熱筒4がありその内部に回転移動するスクリュ5が挿入された可塑機(押出機)6とで構成されるプリプラ式の射出成形装置がある。当該射出成形装置では、射出ポット2と、その射出ポット2先端に設けられた通路7を介して連結した射出ノズル8と、射出ポット内の貯留空間へ可塑化状態にある可塑化されたゴム材料を側方から供給する投入口9とを形成するとともに、射出ポット2内にプランジャ3を下降させて、射出ポット2内の貯留空間に成形材料を射出ポット先端部分の通路7、射出ノズル8を経て金型10内に送入し、スプルー11、ランナー12、ゲート13を経て金型10内のキャビティ14に圧入し、加硫することが開示されている。
【0003】
このようなプリプラ式の射出成形装置は、プランジャ3が後退すると射出ポット2内の貯留空間の前方空間が増加し、貯留する可塑化されたゴム材料の量が増加する。射出直前にはプランジャ3が十分に後退し、十分な量の可塑化されたゴム材料がプランジャ3の前方に貯められる。最初に入った可塑化されたゴム材料がプランジャ3と共に後退し、次の可塑化されたゴム材料が続き貯められため最後に入った可塑化されたゴム材料はプランジャ3から最も遠い部位に貯留される。
そのため、プランジャ3を前進させると、最後に入った可塑化されたゴム材料が最初に射出され、最初に入った可塑化されたゴム材料が最後に射出される。いわゆる、先入れ後出し(先に入った可塑化されたゴム材料が後で出される。)が行われる。
【0004】
これに対して、射出成形装置には、先に入った可塑化されたゴム材料が先に出される、いわゆる、先入れ先出しがある。これらの先入れ先出しと先入れ後出しとを対比した場合、先入れ後出しは、スクリュとプランジャの組み合わせが自在に可能で、スクリュの変更もL(長さ)/D(径)の変更も含め容易であるメリットもあるが、可塑化されたゴム材料は性質が時間と共に変化しやすい。最初に入った可塑化されたゴム材料はプランジャの前方空間に長く留められ、最後に入った可塑化されたゴム材料は滞留時間が短い。可塑化されたゴム材料は、性質が時間と共に変化しやすく、最初に入った可塑化されたゴム材料液と最後に入った可塑化されたゴム材料液とが時間差により性質に差が出るデメリットがある。
一方、先入れ先出しは、スクリュとプランジャの組み合わせに限界があるものの、また、スクリュの変更もL(長さ)/D(径)の変更も事実上多くの制約があって困難とのデメリットもある。また、先入れ後出しでは熱履歴に差があることからせん断発熱量の増加の限界面で問題となるが、先入れ先出しでは増加しても問題がないといえる。
【0005】
また、先入れ先出しを用いた方式として、プランジャ内にスクリュを内蔵させたインラインスクリュ方式の射出成形装置(例えば、特許文献2)があるが、スクリュとプランジャの組み合わせに限界があり組み合わせは事実上困難とされ、プリプラ式との部品共有も微小であり、インラインスクリュの途中に脱気やモノマーガスの除去に有効な脱気孔(ベント孔)を設けたベント式への改造も事実上不可で、製造による金額が比較的高価などの課題があった。
【0006】
ところで、一般にゴム射出成形において、最終的には金型内で成形され、加硫ゴムは一定時間、高温にさらされることにより架橋反応が起こり硬化する。この硬化時間を短くすることによって短時間で生産することが可能になり生産性が向上する。この時間を短くするには、金型内でのゴムの昇温と加硫温度の2つの方法がある。
(1)金型内でのゴムの昇温
金型内に射出されたゴムは金型表面からの伝熱により徐々に昇温し金型温度と同一となる。ゴムは熱伝導率が極めて低く昇温には多大な時間を要する。特に肉厚品で顕著に発生する。このため、金型内に射出された時点で可塑化されたゴム材料の温度が金型温度に近いほどこの時間を短縮することが可能であるが、高温にしておくことで加硫反応が進んでしまい金型内への射出前に加硫が進んでしまうおそれがある。したがって、金型内へ射出する直前に可塑化されたゴム材料温度を上昇させることが理想である。またそうすることによって成形品の表層部と中心部との熱履歴も均一化される。
(2)加硫温度
可塑化されたゴム材料の加硫時間は一般的にアレニウス則に従い温度10℃の上昇で加硫時間は1/2と短くなる。しかし、どの温度で加硫させるかは可塑化されたゴム材料の物性等にも影響されるため、顧客判断による部分が大きい。このため、単に金型温度を上げるだけでは対応ができない。
【0007】
また、高速加硫を行うためには、可塑化されたゴム材料がノズル付近に設置されたアプリケーターを通過する際に導波管から高周波を照射し可塑化されたゴム材料を昇温させる高周波加熱式があるが、大掛かりな付加設備を要する。また、ノズル部の先端に誘導加熱コイルを設置し可塑化されたゴム材料を加熱する誘導加熱式があるが、高周波加熱式と同様に付帯設備を要する。
これらに対し、射出により可塑化されたゴム材料とノズル、ランナー等の壁面と間に摩擦が発生し、これにより発熱し可塑化されたゴム材料が昇温されるせん断発熱式があり、付加設備が不要であり、安価に構成することができる。
【0008】
また、せん断発熱量による可塑化されたゴム材料の温度上昇は、ゴムの物性値(密度、比熱)と射出圧力のみで決定される。よって、せん断発熱量による温度上昇値を大きくするためには射出圧力を高圧仕様にすることで実現可能である。すなわち、可塑化されたゴム材料は金型内に射出された後、金型表面からの伝熱により温度が上昇するが、ゴムは一般的に熱伝達率が低いため特に肉厚品の成形では長い時間を要してしまう。射出成形装置の特長は、せん断発熱により金型内に射出するゴムの温度を高くすることによって成形時間を短縮することであり、射出圧力を高くすることによってその能力は大きく向上させることができる。
【先行技術文献】
【特許文献】
【0009】
特開2007-30498号公報
特開2014-117889号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、このような課題を解決するためなされたものであり、先入れ先出しと先入れ先出しの双方の特長を兼ね備え、また、高圧での射出が可能とし、せん断発熱量が高く金型に高温の成形材料を射出することができる新たな射出成形装置を実現することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
シート成形口金
3か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社吉野工業所
計量キャップ
4か月前
グンゼ株式会社
印刷層の除去方法
3か月前
六浦工業株式会社
接着装置
3か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
株式会社城北精工所
押出成形用ダイ
1か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
東レ株式会社
リーフディスク型フィルター
4か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
NISSHA株式会社
加飾成形品の製造方法
10日前
東レエンジニアリング株式会社
立体造形装置
4か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
株式会社イクスフロー
成形装置
27日前
TOWA株式会社
樹脂成形装置
5か月前
株式会社日本製鋼所
プリプレグ製造装置
4日前
トヨタ自動車株式会社
接合体の製造方法
3か月前
株式会社アルコム
射出成形用金型及び成形方法
3か月前
旭化成株式会社
装置
1か月前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
2か月前
株式会社日本製鋼所
プリプレグ製造装置
18日前
東レエンジニアリング株式会社
テープ貼付装置
2か月前
旭化成株式会社
装置
18日前
日産自動車株式会社
複合体
4か月前
株式会社カネカ
成形体の製造方法、及び成形体
4か月前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
倉敷紡績株式会社
3Dプリンターシステム
5か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ