TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025179752
公報種別
公開特許公報(A)
公開日
2025-12-10
出願番号
2024086696
出願日
2024-05-28
発明の名称
電極シート製造装置および電極シートの製造方法
出願人
プライムプラネットエナジー&ソリューションズ株式会社
,
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
H01M
4/04 20060101AFI20251203BHJP(基本的電気素子)
要約
【課題】電極シートの品質を向上させる。
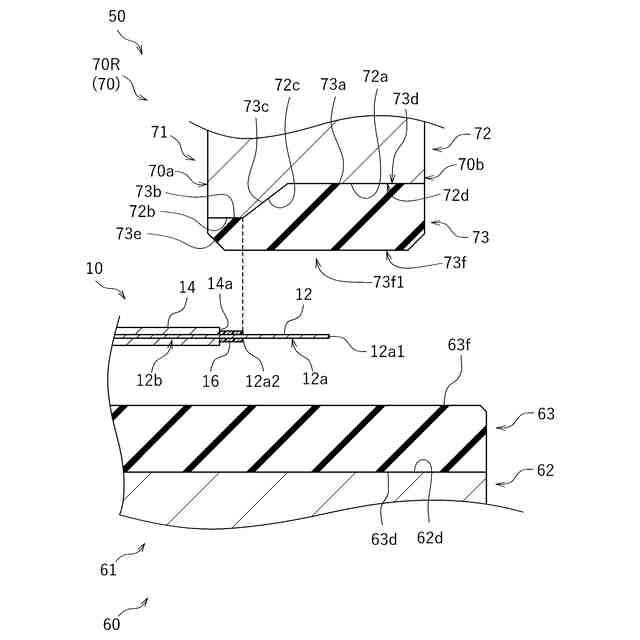
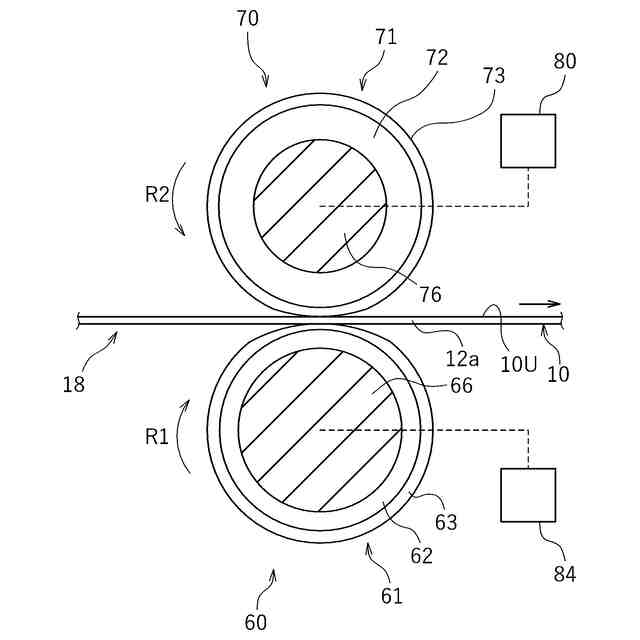
【解決手段】電極シート製造装置1は、長尺の金属箔からなる集電体12と、未形成部12aと、電極活物質層14と、保護層16とを有する電極シート10を製造する。電極シート製造装置1は、搬送装置17と、支持ロール60と、押圧ロール70と、駆動装置とを備えている。支持ロール60は、電極シート10の第1面を幅方向に沿って支持している。押圧ロール70は、電極シート10の第2面において、支持ロール60に対向するように配置されている。押圧ロール70は、軸部72と、ゴム部73とを備えている。ゴム部73は、少なくとも未形成部12aと接する領域において軸部72の外周面72dに巻かれている。未形成部12aの内端12a2と重なる位置のゴム部73の厚みは、内端12a2と重なる位置よりも外側の領域のゴム部73の厚みよりも薄い。
【選択図】図6
特許請求の範囲
【請求項1】
長尺の金属箔からなる集電体と、前記集電体のうち幅方向の予め定められた位置に長さ方向に沿って設定された未形成部と、前記集電体のうち前記未形成部を除く部位に形成された電極活物質層と、前記電極活物質層の長さ方向に沿って形成された保護層とを有する電極シートを製造する製造装置であって、
前記電極シートを予め定められた搬送経路に沿って搬送する搬送装置と、
前記搬送経路に配置され、前記搬送経路に沿って搬送される前記電極シートの第1面を幅方向に沿って支持する支持ロールと、
前記電極シートの第2面において、前記支持ロールに対向するように配置された押圧ロールと、
前記電極シートを挟んで前記押圧ロールを前記支持ロールに向けて押し付ける駆動装置と
を備え、
前記押圧ロールは、軸部と、少なくとも前記未形成部と接する領域において前記軸部の外周面に巻かれたゴム部とを備え、
前記未形成部の内端と重なる位置の前記ゴム部の厚みは、前記内端と重なる位置よりも外側の領域の前記ゴム部の厚みよりも薄い、
電極シート製造装置。
続きを表示(約 1,600 文字)
【請求項2】
前記支持ロールは、第2軸部と、少なくとも前記未形成部と接する領域において前記第2軸部の外周面に巻かれた第2ゴム部とを備え、
前記未形成部の前記内端と重なる位置の前記第2ゴム部の厚みは、前記内端と重なる位置よりも外側の領域の前記第2ゴム部の厚みよりも薄い、請求項1に記載された電極シート製造装置。
【請求項3】
長尺の金属箔からなる集電体と、前記集電体のうち幅方向の予め定められた位置に長さ方向に沿って設定された未形成部と、前記集電体のうち前記未形成部を除く部位に形成された電極活物質層と、前記電極活物質層の長さ方向に沿って形成された保護層とを有する電極シートを製造する製造装置であって、
前記電極シートを予め定められた搬送経路に沿って搬送する搬送装置と、
前記搬送経路に配置され、前記搬送経路に沿って搬送される前記電極シートの第1面を幅方向に沿って支持する支持ロールと、
前記電極シートの第2面において、前記支持ロールに対向するように配置された押圧ロールと、
前記電極シートを挟んで前記押圧ロールを前記支持ロールに向けて押し付ける駆動装置と
を備え、
前記支持ロールは、軸部と、少なくとも前記未形成部と接する領域において前記軸部の外周面に巻かれたゴム部とを備え、
前記未形成部の内端と重なる位置の前記ゴム部の厚みは、前記内端と重なる位置よりも外側の領域の前記ゴム部の厚みよりも薄い、
電極シート製造装置。
【請求項4】
前記軸部は、円柱状の円柱部と、前記円柱部よりも径が大きい段差部とを有し、
前記ゴム部は、前記円柱部の外周面に巻かれた厚部と、前記段差部の外周面に巻かれた薄部とを有し、
前記段差部は、前記保護層と重なる位置に設けられている、請求項1~3のいずれか一項に記載された電極シート製造装置。
【請求項5】
前記軸部は、前記円柱部から前記段差部に向かって傾斜する傾斜部を有する、請求項4に記載された電極シート製造装置。
【請求項6】
前記厚部の厚みは、前記薄部の厚みの2倍以上3倍以下である、請求項4に記載された電極シート製造装置。
【請求項7】
前記支持ロールは、第2軸部と、少なくとも前記未形成部と接する領域において前記第2軸部の外周面に巻かれた第2ゴム部とを備え、
前記第2ゴム部の厚みは、前記厚部の厚みの0.9倍以上1.1倍以下である、請求項4に記載された電極シート製造装置。
【請求項8】
前記ゴム部の端部は、面取りされている、請求項1~3のいずれか一項に記載された電極シート製造装置。
【請求項9】
前記ゴム部の長さは、前記未形成部の幅よりも長く、
前記ゴム部の中央部が、前記未形成部の外端と重なる、請求項1~3のいずれか一項に記載された電極シート製造装置。
【請求項10】
長尺の金属箔からなる集電体と、前記集電体のうち幅方向の予め定められた位置に長さ方向に沿って設定された未形成部と、前記集電体のうち前記未形成部を除く部位に形成された電極活物質層と、前記電極活物質層の長さ方向に沿って形成された保護層とを有する電極シートを用意する用意工程と、
前記電極シートを予め定められた搬送経路に沿って搬送しつつ、支持ロールと、押圧ロールとによって挟んで押圧するロールプレス工程と
を含み、
前記押圧ロールは、軸部と、少なくとも前記未形成部と接する領域において前記軸部の外周面に巻かれたゴム部とを備え、
前記未形成部の内端と重なる位置の前記ゴム部の厚みは、前記内端と重なる位置よりも外側の領域の前記ゴム部の厚みよりも薄く、
前記ロールプレス工程では、前記押圧ロールを用いて前記電極シートを押圧する、
電極シートの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、電極シート製造装置および電極シートの製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
特開2023-36089号公報には、電極シートを準備する準備工程と、塗工部を厚さ方向にプレスする塗工部プレス工程と、未塗工部を厚さ方向にプレスする未塗工部プレス工程とを含んだ電極シートの製造方法が開示されている。未塗工部プレス工程において、軸体と、軸体を覆う弾性体とを有する、未塗工部プレス工程では、未塗工部は、一対の弾性ロールを用いて、厚さ方向に押し付けながらロールプレスされる。かかる製造方法によると、破断を抑制しつつ、未塗工部を延伸できるとされている。
【先行技術文献】
【特許文献】
【0003】
特開2023-36089号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
電極シートの集電体の伸びやすさは、位置によって異なりうる。集電体の伸びが不均一になると、電極シートの品質に影響しうる。
【課題を解決するための手段】
【0005】
ここで開示される電極シート製造装置は、電極シートは、集電体と、未形成部と、電極活物質層と、保護層とを有している。集電体は、長尺の金属箔からなる。未形成部は、集電体のうち幅方向の予め定められた位置に長さ方向に沿って設定されている。電極活物質層は、集電体のうち未形成部を除く部位に形成されている。保護層は、電極活物質層の長さ方向に沿って形成されている。搬送装置と、支持ロールと、押圧ロールと、駆動装置とを備えている。搬送装置は、長尺の電極シートを予め定められた搬送経路に沿って搬送する。支持ロールは、搬送経路に配置されている。支持ロールは、搬送経路に沿って搬送される電極シートの第1面を幅方向に沿って支持する。押圧ロールは、電極シートの第2面において、支持ロールに対向するように配置されている。駆動装置は、電極シートを挟んで押圧ロールを支持ロールに向けて押し付ける。電極シートは、集電体と、電極活物質層と、保護層とを備えている。集電体は、金属箔からなっている。電極活物質層は、集電体に形成されている。保護層は、電極活物質層の長手方向に沿って形成されている。電極シートの端部には、電極活物質層および保護層が塗工されていない未塗工部が設けられている。押圧ロールは、軸部と、ゴム部とを備えている。ゴム部は、少なくとも未塗工部と接する領域において軸部の外周面に巻かれている。未塗工部の内端と重なる位置のゴム部の厚みは、内端と重なる位置よりも外側の領域のゴム部の厚みよりも薄い。かかる電極シート製造装置によれば、電極シートの集電体の伸びが均一になりやすく、電極シートの品質が向上しやすい。
【図面の簡単な説明】
【0006】
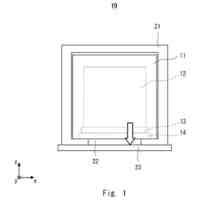
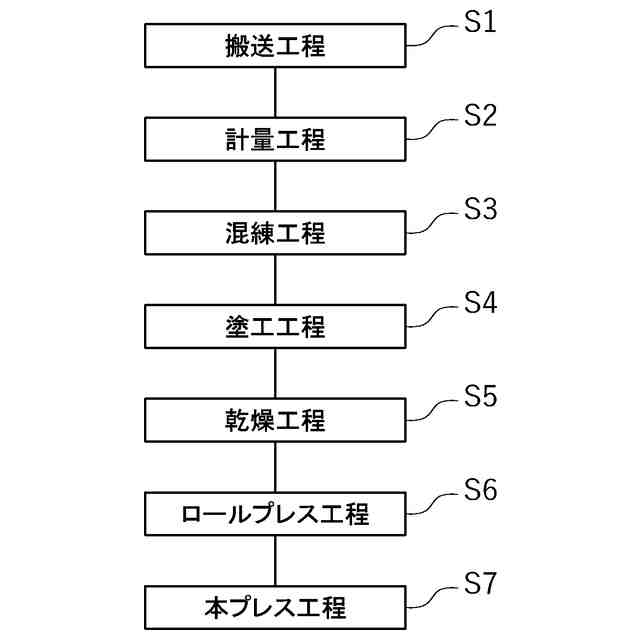
図1は、電極シート製造装置1による製造のフロー図である。
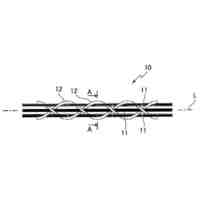
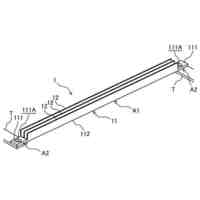
図2は、電極シート10の模式図である。
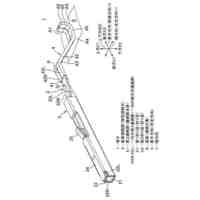
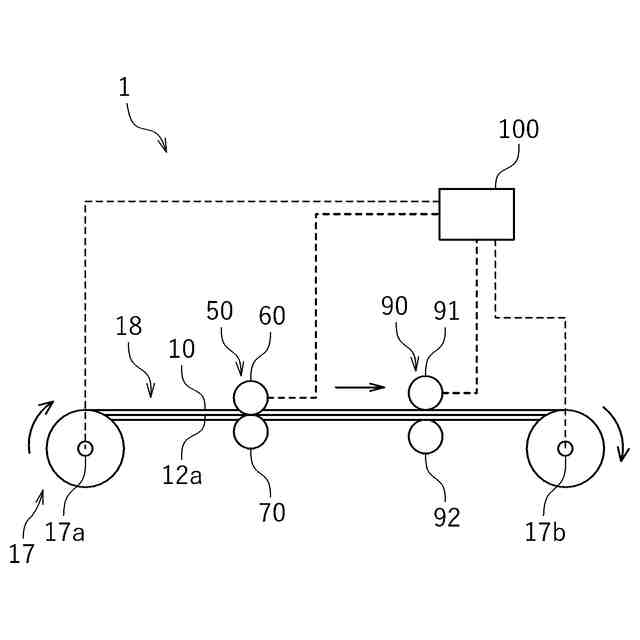
図3は、電極シート製造装置1の模式的な側面図である。
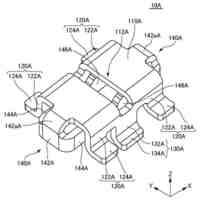
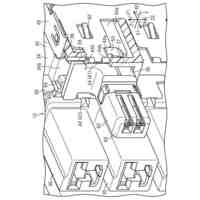
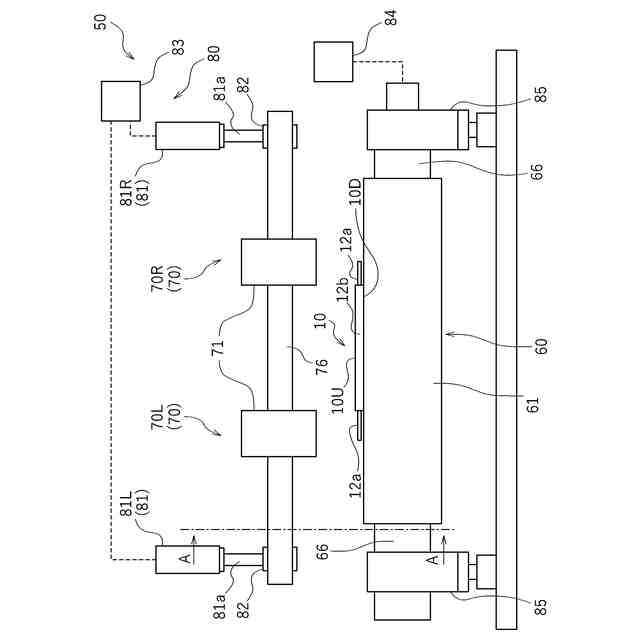
図4は、ロールプレス機50の正面図である。
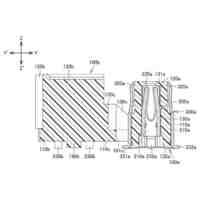
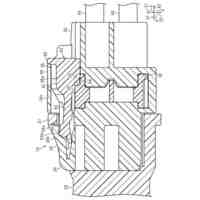
図5は、図4に示すA-A断面の断面図である。
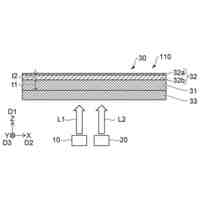
図6は、電極シート10と、支持ロール60と、押圧ロール70との位置関係を示す模式図である。
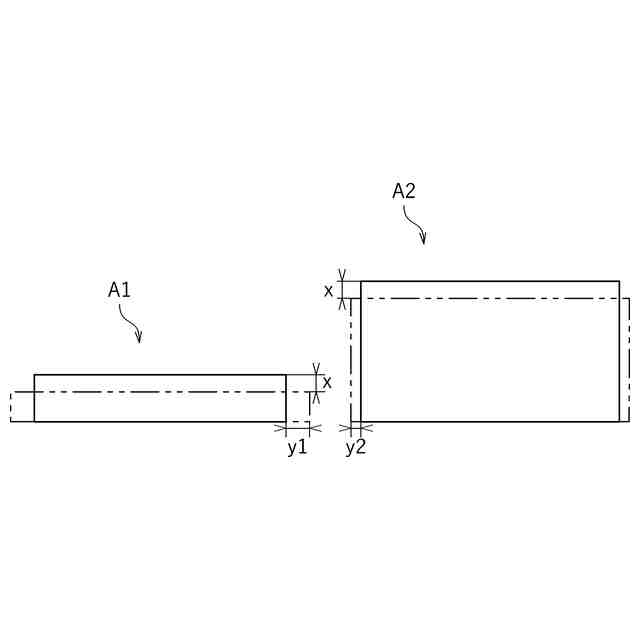
図7は、ゴムの厚みと変形量の関係を示す模式図である。
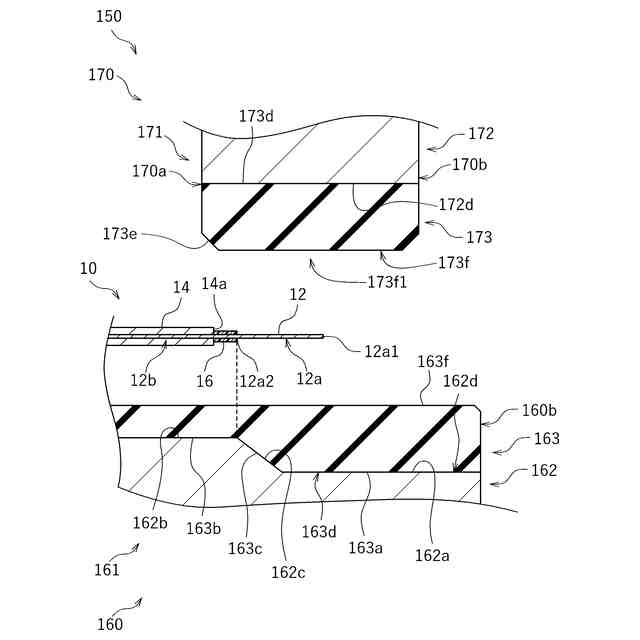
図8は、他の実施形態にかかるロールプレス機150の模式図である。
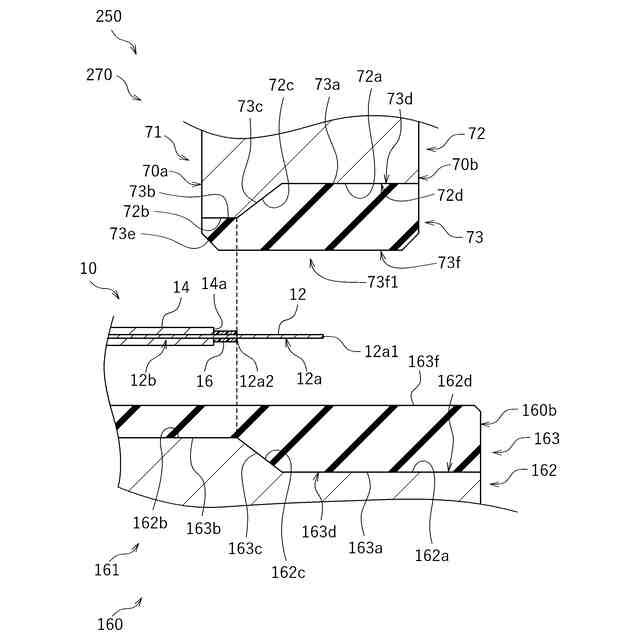
図9は、他の実施形態にかかるロールプレス機250の模式図である。
【発明を実施するための形態】
【0007】
以下、ここで開示される技術の一実施形態について図面を参照して説明する。ここで説明される実施形態は、当然ながら特に本発明を限定することを意図したものではない。各図面は模式的に描かれており、必ずしも実物を反映していない。また、同一の作用を奏する部材・部位には、適宜に同一の符号を付し、重複する説明は適宜に省略される。
【0008】
図1は、電極シート製造装置1による製造のフロー図である。図1に示すように、電極シート製造装置1における製造には、用意工程S1~S5と、ロールプレス工程S6と、本プレス工程S7が含まれている。この実施形態では、用意工程には、搬送工程S1と、計量工程S2と、混錬工程S3と、塗工工程S4と、乾燥工程S5と、が含まれている。ただし、電極シート製造装置1における製造において、他の工程を含んでいてもよい。
【0009】
〈電極シート製造装置1〉
電極シート製造装置1では、蓄電デバイスを構成する電極シート10(図2参照)が製造される。電極シート10は、蓄電デバイスの内部に収容される電極体の正極シートまたは負極シートを構成する。蓄電デバイスとは、繰り返し充放電可能なデバイスをいい、リチウムイオン二次電池、ニッケル水素電池、ニッケルカドミウム電池等のいわゆる蓄電池(すなわち化学電池)の他、電気二重層キャパシタ等のキャパシタ(すなわち物理電池)を包含する概念である。以下、一例として、リチウムイオン二次電池に用いられる電極シート10の構成と併せて、電極シート10を製造する電極シート製造装置1について説明する。
【0010】
〈電極シート10〉
図2は、電極シート10の模式図である。図2に示されているように、電極シート10は、集電体12と、電極活物質層14と、保護層16とを備えている。集電体12は、金属箔からなる部材である。集電体12は、長尺な帯状の金属部材である。集電体12としては、所要の導電性を有した金属材料が用いられうる。正極集電体としては、例えば、アルミニウム、アルミニウム合金等が用いられうる。負極集電体としては、例えば、銅、銅合金等が用いられうる。電極活物質層14は、集電体12のうち予め定められた位置に塗工されている。帯状の集電体12の少なくとも一方の面には、電極活物質層14が形成されている。本実施形態では、集電体12の両面に電極活物質層14が形成されている。電極活物質層14は、電極活物質を含む層である。正極活物質としては、例えば、リチウム遷移金属複合酸化物が用いられうる。負極活物質としては、例えば、炭素材料、シリコン系材料およびそれらの混合酸化物等が用いられうる。電極活物質層は、バインダ、導電材等の電極活物質以外の添加剤を含んでいてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
三重コイル変圧器
1日前
日機装株式会社
加圧装置
6日前
日新イオン機器株式会社
イオン源
6日前
ローム株式会社
半導体装置
今日
ローム株式会社
半導体装置
1日前
三菱電機株式会社
回路遮断器
29日前
株式会社GSユアサ
蓄電装置
1か月前
株式会社GSユアサ
蓄電装置
21日前
富士電機株式会社
電磁接触器
21日前
大電株式会社
電線又はケーブル
13日前
株式会社トクミ
ケーブル
7日前
ホシデン株式会社
複合コネクタ
15日前
個人
電源ボックス及び電子機器
6日前
トヨタ自動車株式会社
蓄電装置
13日前
株式会社東芝
電子源
6日前
日本特殊陶業株式会社
保持装置
1か月前
株式会社ヨコオ
コネクタ
今日
日本特殊陶業株式会社
保持装置
1日前
住友電装株式会社
コネクタ
1日前
甲神電機株式会社
変流器及び零相変流器
1か月前
矢崎総業株式会社
コネクタ
21日前
ヒロセ電機株式会社
電気コネクタ
21日前
ローム株式会社
半導体モジュール
22日前
住友電装株式会社
コネクタ
21日前
日本無線株式会社
レーダアンテナ
1か月前
ローム株式会社
半導体装置
今日
矢崎総業株式会社
バスバー
2日前
株式会社レゾナック
冷却器
29日前
日本特殊陶業株式会社
アンテナ装置
8日前
株式会社パロマ
監視システム
13日前
矢崎総業株式会社
端子
13日前
日本航空電子工業株式会社
コネクタ
1か月前
日本航空電子工業株式会社
コネクタ
6日前
日本特殊陶業株式会社
アンテナ装置
8日前
トヨタ自動車株式会社
蓄電装置構造
7日前
株式会社半導体エネルギー研究所
二次電池
今日
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ