TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025177338
公報種別
公開特許公報(A)
公開日
2025-12-05
出願番号
2024084071
出願日
2024-05-23
発明の名称
成形型、射出成形装置、樹脂成形品の製造方法
出願人
キヤノン株式会社
代理人
弁理士法人近島国際特許事務所
主分類
B29C
33/38 20060101AFI20251128BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】金属とは異なる材料を用いた成形型であって、従来の樹脂製の成形型よりも耐久性に優れた成形型が求められていた。
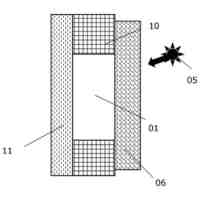
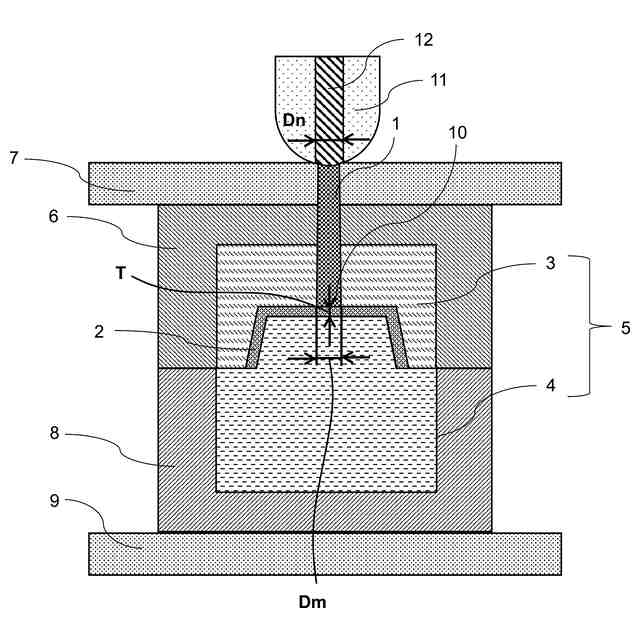
【解決手段】第1の成形面を有する第1の型と、第2の成形面および前記第2の成形面に連結部で連結されたランナ面を有する第2の型と、を備え、前記第1の型と前記第2の型を型締めした時、前記ランナ面によりランナが画成され、前記第1の成形面と前記第2の成形面によりキャビティが画成され、前記第1の型および前記第2の型の少なくとも一部を構成する材料は、主成分として、樹脂、セラミック、ガラスのいずれかを含み、前記連結部と、前記第1の成形面と、の最短距離をT[mm]とし、前記連結部の内径をDm[mm]とした時、T[mm]<Dm[mm]、の関係を満足する、ことを特徴とする成形型である。
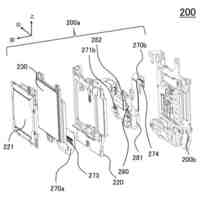
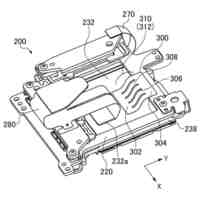
【選択図】図1
特許請求の範囲
【請求項1】
第1の成形面を有する第1の型と、
第2の成形面および前記第2の成形面に連結部で連結されたランナ面を有する第2の型と、を備え、
前記第1の型と前記第2の型を型締めした時、前記ランナ面によりランナが画成され、前記第1の成形面と前記第2の成形面によりキャビティが画成され、
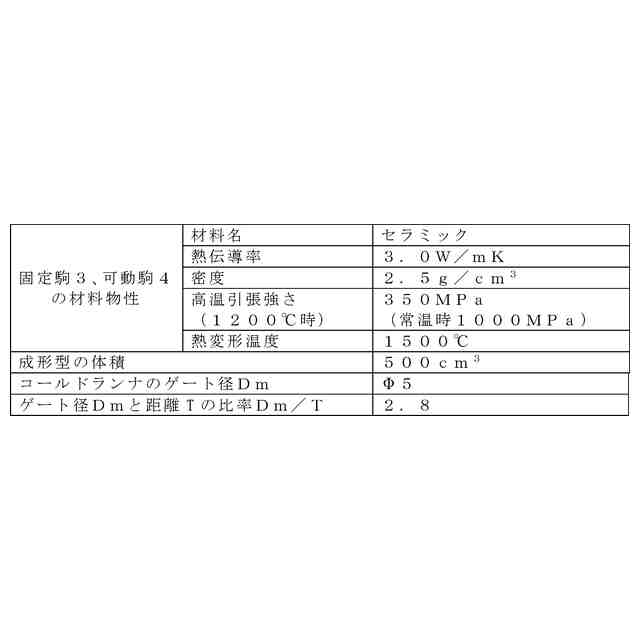
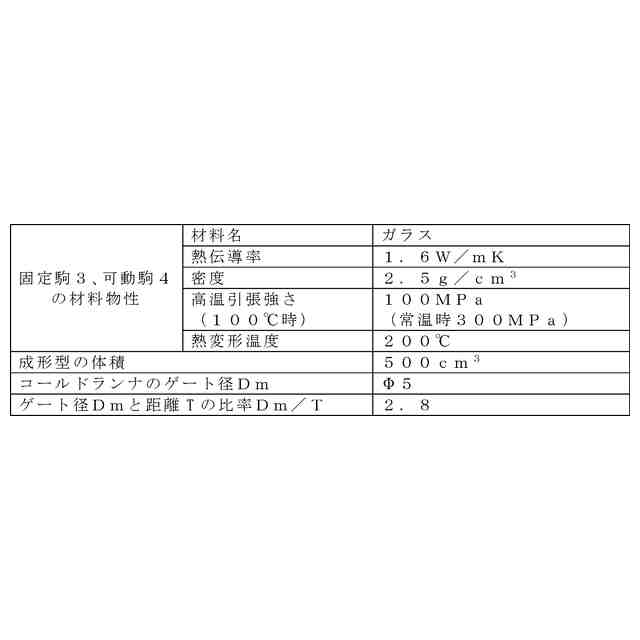
前記第1の型および前記第2の型の少なくとも一部を構成する材料は、主成分として、樹脂、セラミック、ガラスのいずれかを含み、
前記連結部と、前記第1の成形面と、の最短距離をT[mm]とし、
前記連結部の内径をDm[mm]とした時、
T[mm]<Dm[mm]、の関係を満足する、
ことを特徴とする成形型。
続きを表示(約 770 文字)
【請求項2】
前記第1の型において、前記連結部からDm[mm]に等しい距離D[mm]以内の部分が、前記材料で構成されている、
ことを特徴とする請求項1に記載の成形型。
【請求項3】
Dm[mm]≦5[mm]、の関係を満足する、
ことを特徴とする請求項1に記載の成形型。
【請求項4】
前記キャビティの体積をVc[mm
3
]とし、
前記ランナの体積をVr[mm
3
]とした時、
Vc[mm
3
]<Vr[mm
3
]、の関係を満足する、
ことを特徴とする請求項1に記載の成形型。
【請求項5】
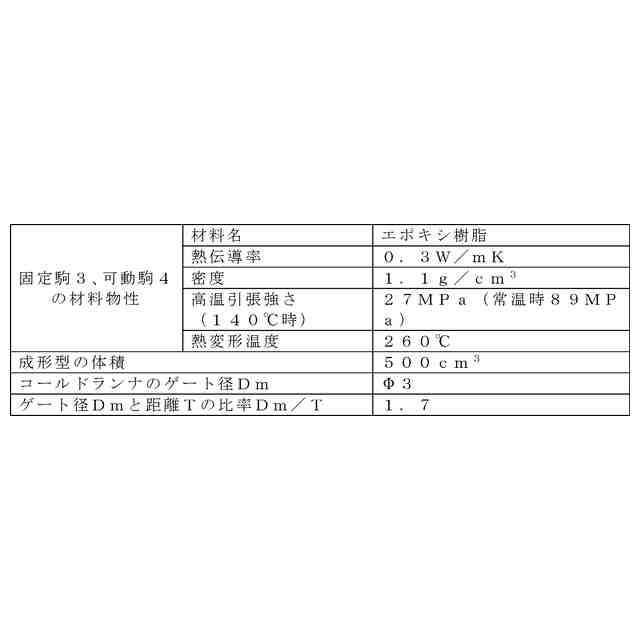
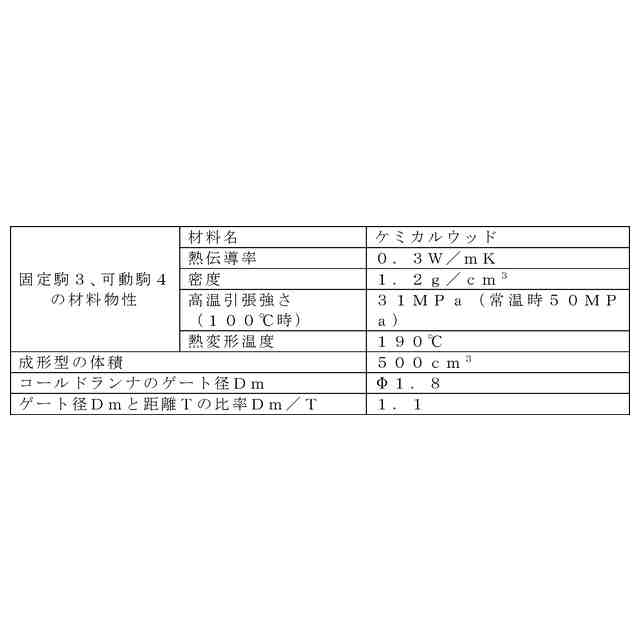
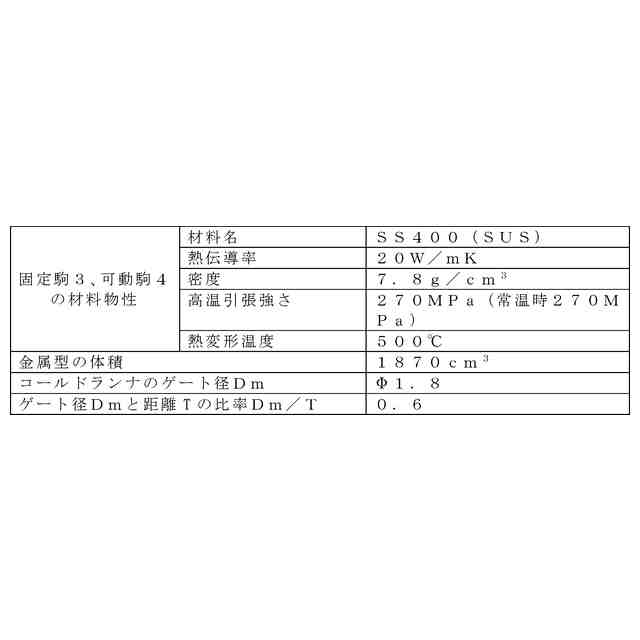
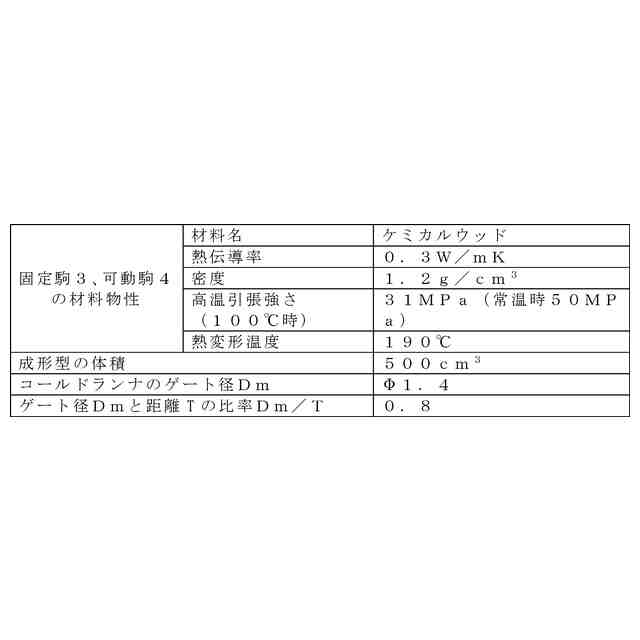
前記材料の高温引っ張り強さが、100[℃]において31[MPa]以上である、
ことを特徴とする請求項1に記載の成形型。
【請求項6】
前記材料の高温引っ張り強さが、100[℃]において270[MPa]以下である、
ことを特徴とする請求項1に記載の成形型。
【請求項7】
前記材料の熱変形温度が、150[℃]以上である、
ことを特徴とする請求項1に記載の成形型。
【請求項8】
前記材料の熱変形温度が、500[℃]以下である、
ことを特徴とする請求項1に記載の成形型。
【請求項9】
前記材料の密度が、3.0[g/cm
3
]以下である、
ことを特徴とする請求項1に記載の成形型。
【請求項10】
前記材料の熱伝導率が、5.0[W/mK]以下である、
ことを特徴とする請求項1に記載の成形型。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形型、射出成形装置、樹脂成形品の製造方法、等に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
射出成形においては、一般的に200~300℃の高温の溶融樹脂を成形型のキャビティに射出して樹脂成形品を製造するが、高速、高圧で樹脂を充填する必要があるので、成形型には十分な強度を持つ金属材料が用いられることが多い。金属を材料とする成形型、すなわち金型は、一般的に重量が大きくなる傾向がある。
【0003】
ところで、近年のように製品が多様化する状況下では、例えば日量生産数が100個以下程度の小ロットで、多品種の樹脂成形品を製造する必要が発生し得る。そうした場合には、製造する樹脂成形品の品種が変わるたびに、射出成形機の金型を交換する必要がある。
【0004】
しかし、例えばSUSなどの金属は加工が容易ではないため、金属で金型を作製するのには長時間を要する場合がある。また、金属製の金型は重量が大きいため、多品種を小ロットで生産する場合は、金型の交換作業(いわゆる段取り替え)の作業負荷や作業時間が大きくなり、生産効率が低下する問題がある。
【0005】
特許文献1には、樹脂製の成形型を用いた射出成形によって樹脂製の歯車を製造する方法が記載されている。樹脂製の成形型は、例えば3Dプリントや機械加工によって比較的容易に作製することが可能であり、金属製の金型にくらべて迅速に作製できる利点がある。
【先行技術文献】
【特許文献】
【0006】
特開2018-130935号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
樹脂は金属に比べて軽い材料なので成形型を軽量化できる可能性があるが、金属と比べて材料の強度が必ずしも高くないため、高温の溶融樹脂をキャビティに射出する際に、ひび割れや塑性変形が発生しやすいという問題が生じ得る。特に、ゲートからキャビティに射出された溶融樹脂がキャビティ内で最初に衝突する部分では、こうした損傷が発生しやすい。成形型の耐久性が低いと、樹脂成形品の形状精度を担保するために新しい成形型に頻繁に交換する必要が生じ、樹脂成形品の生産性が低下する場合がありえる。
【0008】
そこで、金属とは異なる材料を用いた成形型であって、従来の樹脂製の成形型よりも耐久性に優れた成形型が求められていた。
【課題を解決するための手段】
【0009】
本発明の第1の態様は、第1の成形面を有する第1の型と、第2の成形面および前記第2の成形面に連結部で連結されたランナ面を有する第2の型と、を備え、前記第1の型と前記第2の型を型締めした時、前記ランナ面によりランナが画成され、前記第1の成形面と前記第2の成形面によりキャビティが画成され、前記第1の型および前記第2の型の少なくとも一部を構成する材料は、主成分として、樹脂、セラミック、ガラスのいずれかを含み、前記連結部と、前記第1の成形面と、の最短距離をT[mm]とし、前記連結部の内径をDm[mm]とした時、T[mm]<Dm[mm]、の関係を満足する、ことを特徴とする成形型である。
【0010】
本発明の第2の態様は、第1の成形面を有する第1の型と、第2の成形面および前記第2の成形面に連結部で連結されたランナ面を有する第2の型と、を備え、50体積%以上がポリイミド樹脂を主成分とする材料で構成されていることを特徴とする成形型である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
キヤノン株式会社
容器
1か月前
キヤノン株式会社
容器
1か月前
キヤノン株式会社
トナー
1か月前
キヤノン株式会社
トナー
1か月前
キヤノン株式会社
雲台装置
1か月前
キヤノン株式会社
撮像装置
3日前
キヤノン株式会社
表示装置
10日前
キヤノン株式会社
撮像装置
1か月前
キヤノン株式会社
撮像装置
18日前
キヤノン株式会社
撮像装置
18日前
キヤノン株式会社
測距装置
1か月前
キヤノン株式会社
定着装置
18日前
キヤノン株式会社
撮像装置
1か月前
キヤノン株式会社
表示装置
10日前
キヤノン株式会社
撮像装置
10日前
キヤノン株式会社
記録装置
1か月前
キヤノン株式会社
表示装置
1か月前
キヤノン株式会社
電子機器
1か月前
キヤノン株式会社
表示装置
3日前
キヤノン株式会社
撮像装置
3日前
キヤノン株式会社
撮像装置
3日前
キヤノン株式会社
撮像装置
3日前
キヤノン株式会社
記録装置
1か月前
キヤノン株式会社
記録装置
4日前
キヤノン株式会社
記録装置
1か月前
キヤノン株式会社
記録装置
4日前
キヤノン株式会社
撮像装置
1か月前
キヤノン株式会社
電子機器
1か月前
キヤノン株式会社
撮像装置
1か月前
キヤノン株式会社
撮像装置
1か月前
キヤノン株式会社
撮像装置
10日前
キヤノン株式会社
定着装置
24日前
キヤノン株式会社
撮像装置
3日前
キヤノン株式会社
二次電池
5日前
キヤノン株式会社
現像装置
1か月前
キヤノン株式会社
発光装置
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ