TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025177249
公報種別
公開特許公報(A)
公開日
2025-12-05
出願番号
2024083896
出願日
2024-05-23
発明の名称
鋼板の製造方法、磁区細分化方向性電磁鋼板の製造方法、鋼板の製造設備および磁区細分化方向性電磁鋼板の製造設備
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21D
8/12 20060101AFI20251128BHJP(鉄冶金)
要約
【課題】鋼板が通板する真空槽を有する製造設備において、鋼板を加熱および/または冷却することなく、前記真空槽に持ち込まれる鋼板の表面吸着ガスを除去することのできる、鋼板の製造方法および製造設備を提供することを目的とする。
【解決手段】鋼板が通板する真空槽を有する製造ラインにおいて、前記真空槽の上流において、前記鋼板に、200nm以下の波長を含む遠紫外線を、積算照度150mJ/cm
2
以上で照射する、鋼板の製造方法。鋼板が通板する真空槽と、前記真空槽の上流に設置され、前記鋼板に遠紫外線を照射する遠紫外線照射装置と、を有する、鋼板の製造設備。
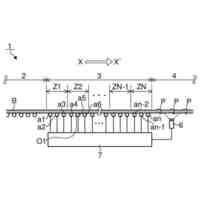
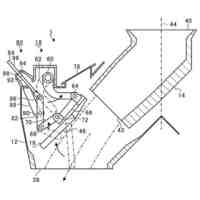
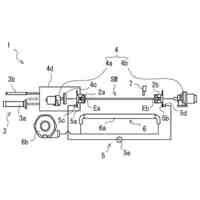
【選択図】図1
特許請求の範囲
【請求項1】
鋼板が通板する真空槽を有する製造ラインにおいて、
前記真空槽の上流において、前記鋼板に、200nm以下の波長を含む遠紫外線を、積算照度150mJ/cm
2
以上で照射する、鋼板の製造方法。
続きを表示(約 840 文字)
【請求項2】
最終仕上げ焼鈍済みの方向性電磁鋼板が通板する真空槽を有する製造ラインにおいて、
前記真空槽の上流において、前記最終仕上げ焼鈍済みの方向性電磁鋼板に、200nm以下の波長を含む遠紫外線を、積算照度150mJ/cm
2
以上で照射し、その後、
前記真空槽において、前記最終仕上げ焼鈍済みの方向性電磁鋼板に電子ビームを照射して、磁区細分化処理を行う、磁区細分化方向性電磁鋼板の製造方法。
【請求項3】
前記最終仕上げ焼鈍済みの方向性電磁鋼板は、表面に張力コーティングが施されたものである、請求項2に記載の磁区細分化方向性電磁鋼板の製造方法。
【請求項4】
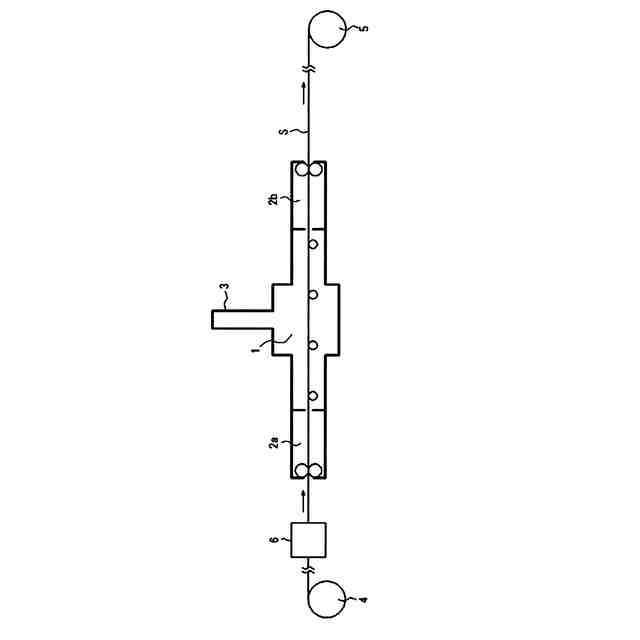
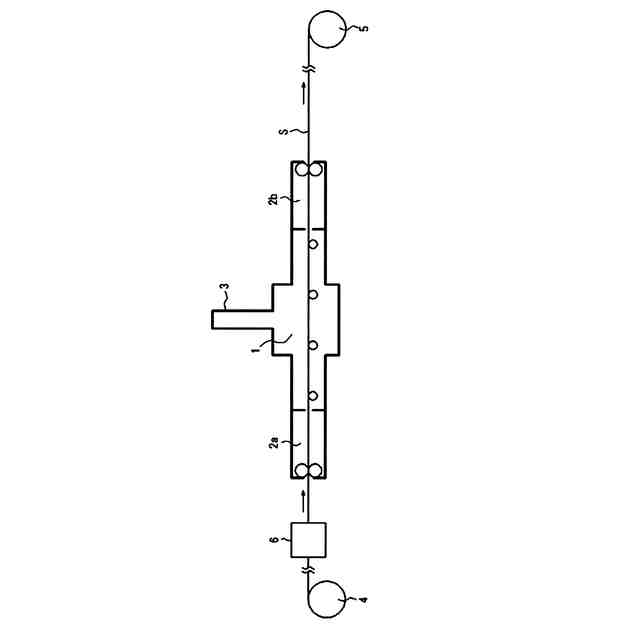
鋼板が通板する真空槽と、
前記真空槽の上流に設置され、前記鋼板に遠紫外線を照射する遠紫外線照射装置と、
を有する、鋼板の製造設備。
【請求項5】
前記遠紫外線照射装置は、200nm以下の波長を含む遠紫外線を、積算照度150mJ/cm
2
以上で照射する、請求項4に記載の鋼板の製造設備。
【請求項6】
最終仕上げ焼鈍済みの方向性電磁鋼板が通板する真空槽と、
前記真空槽内を通板する前記最終仕上げ焼鈍済みの方向性電磁鋼板に電子ビームを照射する電子銃と、
前記真空槽の上流に設置され、前記最終仕上げ焼鈍済みの方向性電磁鋼板に遠紫外線を照射する遠紫外線照射装置と、
を有する、磁区細分化方向性電磁鋼板の製造設備。
【請求項7】
前記遠紫外線照射装置は、200nm以下の波長を含む遠紫外線を、積算照度150mJ/cm
2
以上で照射する、請求項6に記載の磁区細分化方向性電磁鋼板の製造設備。
【請求項8】
前記真空槽の入側および出側にそれぞれ差圧室を有する、請求項6または7に記載の磁区細分化方向性電磁鋼板の製造設備。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼板の製造方法、磁区細分化方向性電磁鋼板の製造方法、鋼板の製造設備および磁区細分化方向性電磁鋼板の製造設備に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
鋼板の一種である方向性電磁鋼板は、主にトランスの鉄心として利用されている。方向性電磁鋼板には、その磁化特性が優れていること、特に鉄損が低いことが求められている。そのためには、鋼板中の二次再結晶粒を(110)[001]方位(ゴス方位)に高度に揃えることや製品中の不純物を低減することが重要である。さらに、結晶方位制御や不純物低減には限界があることから、鋼板の表面に対して溝の形成や局所的な歪を導入し、磁束の不均一性を導入することで磁区の幅を細分化して鉄損を低減する技術(以下、磁区細分化処理ともいう。)が開発されている。なお、以下、磁区細分化処理が施された方向性電磁鋼板を、磁区細分化方向性電磁鋼板ともいう。
【0003】
鋼板に溝を形成する方法としては、例えば電解エッチングによって鋼板表面に溝を形成する電解エッチング法(特許文献1)が提案されている。また、高出力のレーザーによって鋼板を局所的に溶解・蒸発させるレーザー法(特許文献2)、歯車状のロールを鋼板に押し付けることで圧痕を与える歯車プレス法(特許文献3)などが提案されている。また、鋼板に局所的な歪を導入する方法としては、例えば電子ビームを鋼板に照射することによって局所的な熱歪を導入する手法(特許文献4)、プラズマ炎を鋼板に照射して局所的な熱歪を導入する手法(特許文献5)などが提案されている。
【0004】
以上のように、磁区細分化処理は、鋼板に、直接、溝を形成する手法、および鋼板に熱歪を導入する手法の二つに大別される。前者は、鉄心成形後に歪取り焼鈍を行っても磁区細分化効果が消失しないため、耐熱型磁区細分化処理と称される。一方、後者は、歪取り焼鈍によって、熱歪導入の効果が得られなくなるため、非耐熱型磁区細分化処理と称される。
【0005】
耐熱型磁区細分化処理では、鋼板に、直接、線状溝を導入するが、この処理によって、鋼板の透磁率が劣化することが知られている。一方で、非耐熱型磁区細分化処理では、局所的な歪を導入しているため、透磁率の劣化は生じない。したがって、製造工程で焼鈍を必要としない積鉄心を使用する変圧器においては、一般に、非耐熱型磁区細分化処理を施した鋼板が鉄心材料として用いられている。ここで歪取り焼鈍とは、方向性電磁鋼板を巻鉄心とするための曲げ加工等により不可避的に導入されてしまう歪を開放するための熱処理である。当該歪は磁区細分化処理により導入される歪とは異なり、鉄損に悪影響を及ぼすものである。
【0006】
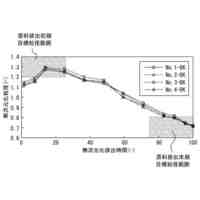
ここで、電子ビームを用いた非耐熱型磁区細分化処理は、真空に保たれた空間(以下、真空槽ともいう。)で行い、生産性の観点から、ある速度で通板中の鋼板に対して電子ビームを照射することで行うのが一般的である。一方で、電子ビームを用いて非耐熱型磁区細分化処理を施す際の、通板速度、真空槽内の圧力(以下、真空度ともいう。)、および前記処理が施された方向性電磁鋼板(磁区細分化方向性電磁鋼板)の鉄損には相間があり、通板速度が増加すると真空槽内の圧力は増加(真空度は低下)し、磁区細分化方向性電磁鋼板の鉄損は劣化する傾向を示す。
【0007】
磁区細分化方向性電磁鋼板の鉄損が劣化すると、鉄心材料としての要求特性を満たせなくなり、歩留まりが低下するため真空槽内の圧力を低く(真空度を高く)維持することは重要である。また、通板速度が遅いと、生産性が低下するため、可能な限り通板速度を速くすることは重要である。
【0008】
一般的に、鋼板表面には、目に見えないレベルでH
2
OやO
2
などの表面吸着ガスが存在しており、このような表面吸着ガス(特にH
2
O)は、真空槽内で脱離する、換言すると鋼板の通板によって真空槽内にH
2
Oなどの表面吸着ガスが持ち込まれる。このとき通板速度が増加すると、真空槽内に持ち込まれる表面吸着ガス量が増加するため、真空ポンプの排気能力が徐々に追い付かなくなり、真空度が低下すると考えられている。
【0009】
また、真空槽内にH
2
Oのような不純物が増加し真空度が低下すると、照射された電子ビームが不純物と干渉する機会が増え、鋼板に到達する電子ビームの量が不安定になるため、磁区細分化方向性電磁鋼板の鉄損が低下すると考えられている。
【0010】
また、方向性電磁鋼板に磁区細分化処理を施す場合に限らず、例えば、鋼板の製造ライン上の真空槽内で物理蒸着を施す場合でも、通板速度によっては、H
2
OやO
2
などの表面吸着ガスを除去しきれず、真空槽の真空度が低下する。これにより、蒸着膜の純度や均一性が低下することがある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
高炉の原料装入方法
8日前
JFEスチール株式会社
炭材内装鉱の製造方法
1日前
JFEスチール株式会社
表面疵低減方法および熱処理装置
2日前
JFEスチール株式会社
焼入れ装置及び金属帯の製造方法
3日前
JFEスチール株式会社
高炉の操業状態評価方法及び操業方法
1日前
JFEスチール株式会社
溶接部形状の予測方法及び予測モデル
8日前
株式会社IHIポールワース
炉頂装置
8日前
JFEスチール株式会社
スラブ抽出制御方法およびスラブ抽出装置
1日前
JFEスチール株式会社
磁区細分化方向性電磁鋼板の製造方法および製造設備
1日前
JFEスチール株式会社
操業支援装置、操業支援方法、及び操業支援プログラム
1日前
JFEスチール株式会社
溶融金属めっき鋼帯の製造方法及びガスワイピング装置
1日前
JFEスチール株式会社
溶銑滓液面判定方法、高炉操業方法及び溶銑滓液面判定装置
3日前
JFEスチール株式会社
搬送計画作成装置、搬送計画作成方法、及び搬送計画作成プログラム
2日前
JFEスチール株式会社
作業支援システム及び作業支援方法
1日前
JFEスチール株式会社
鋼板の製造方法、磁区細分化方向性電磁鋼板の製造方法、鋼板の製造設備および磁区細分化方向性電磁鋼板の製造設備
1日前
個人
バイオ水素製鉄方法
3か月前
新和環境株式会社
炉システム
8か月前
新和環境株式会社
炉システム
8か月前
日本製鉄株式会社
転炉精錬方法
8か月前
日本製鉄株式会社
転炉精錬方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
3か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
NTN株式会社
焼入れ方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
富士電子工業株式会社
焼入れ装置
4か月前
中外炉工業株式会社
連続式熱処理炉
6か月前
株式会社伊原工業
還元鉄の製造方法
8か月前
株式会社デンケン
高温炉
8か月前
中外炉工業株式会社
前処理装置
5か月前
株式会社不二越
熱処理システム
2か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
5か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
溶銑の予備処理方法
5か月前
大同特殊鋼株式会社
浸炭部材の製造方法
5か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
4か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ