TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025176564
公報種別
公開特許公報(A)
公開日
2025-12-04
出願番号
2024082805
出願日
2024-05-21
発明の名称
フッ素樹脂接合部材およびその製造方法
出願人
AGC株式会社
代理人
弁理士法人志賀国際特許事務所
主分類
B29C
65/06 20060101AFI20251127BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本発明は、接合部の強度が向上したフッ素樹脂接合部材およびその製造方法を提供する。
【解決手段】少なくとも2以上のフッ素樹脂部材を振動溶着によって接合したフッ素樹脂接合部材において、フッ素樹脂部材が溶融成形可能なフッ素樹脂を含有し、溶融成形可能なフッ素樹脂はTFE単位を有する共重合体およびCTFE単位を有する共重合体からなる群から選ばれる少なくとも1種を含み、溶融成形可能なフッ素樹脂の融点が290℃以下であり、溶融成形可能なフッ素樹脂のガラス転移温度が100℃以下であり、溶融成形可能なフッ素樹脂の曲げ弾性率が700MPa以上である。
【選択図】なし
特許請求の範囲
【請求項1】
少なくとも2以上のフッ素樹脂部材を振動溶着によって接合したフッ素樹脂接合部材であって、
前記フッ素樹脂部材は、溶融成形可能なフッ素樹脂を含有し、
前記溶融成形可能なフッ素樹脂は、テトラフルオロエチレンに基づく単位を有する共重合体およびクロロトリフルオロエチレンに基づく単位を有する共重合体からなる群から選ばれる少なくとも1種を含み、
前記溶融成形可能なフッ素樹脂の融点が290℃以下であり、
前記溶融成形可能なフッ素樹脂のガラス転移温度が100℃以下であり、
前記溶融成形可能なフッ素樹脂の曲げ弾性率が700MPa以上である、フッ素樹脂接合部材。
続きを表示(約 990 文字)
【請求項2】
前記溶融成形可能なフッ素樹脂のRスケールのロックウェル硬度が30以上である、請求項1に記載のフッ素樹脂接合部材。
【請求項3】
前記溶融成形可能なフッ素樹脂の動摩擦係数が0.2以上である、請求項1に記載のフッ素樹脂接合部材。
【請求項4】
前記溶融成形可能なフッ素樹脂の熱伝導率が0.15W/m・K以上である、請求項1または2に記載のフッ素樹脂接合部材。
【請求項5】
前記溶融成形可能なフッ素樹脂の融点より40℃高く、かつ、せん断速度が12/sである条件下で測定した、前記溶融成形可能なフッ素樹脂の溶融粘度が1000Pa・s以上である、請求項1または2に記載のフッ素樹脂接合部材。
【請求項6】
前記溶融成形可能なフッ素樹脂の融点より40℃高く、かつ、せん断速度が1200/sである条件下で測定した、前記溶融成形可能なフッ素樹脂の溶融粘度が2000Pa・s以下である、請求項1または2に記載のフッ素樹脂接合部材。
【請求項7】
前記溶融成形可能なフッ素樹脂が、テトラフルオロエチレンに基づく単位とエチレンに基づく単位とを有する共重合体を含む、請求項1または2に記載のフッ素樹脂接合部材。
【請求項8】
少なくとも2以上のフッ素樹脂部材を振動溶着によって接合する、フッ素樹脂接合部材の製造方法であって、
前記フッ素樹脂部材は、溶融成形可能なフッ素樹脂を含有し、
前記溶融成形可能なフッ素樹脂の融点が290℃以下であり、
前記溶融成形可能なフッ素樹脂のガラス転移温度が100℃以下であり、
前記溶融成形可能なフッ素樹脂の曲げ弾性率が700MPa以上であり、
前記フッ素樹脂部材を振動溶着によって接合する際の保持圧力を5~30MPaとし、かつ、前記フッ素樹脂部材を振動溶着によって接合する際の保持時間を3~20秒とする、製造方法。
【請求項9】
前記溶融成形可能なフッ素樹脂のRスケールのロックウェル硬度が30以上である、請求項8に記載の製造方法。
【請求項10】
前記フッ素樹脂部材の接合面の表面粗さが0.01μm以上である、請求項8または9に記載の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、フッ素樹脂接合部材およびその製造方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
フッ素樹脂は、耐熱性、難燃性、耐薬品性、耐候性、非粘着性、低摩擦性、低誘電特性等に優れることから、幅広い用途(ケミカルプラント耐食配管材料、農業用ビニールハウス材料、厨房器用離型コート材料、電線用被覆材料等)に用いられている。特に、溶融成形可能なフッ素樹脂は種々の成形技法を適用しやすいことから、その用途は多岐にわたる。例えば、特許文献1では、フッ素樹脂を含有するフッ素樹脂部材同士を振動溶着によって接合することが提案されている。フッ素樹脂部材の接合面同士を接触させた後、接触面方向に振動させることにより発生する摩擦熱で溶着接合することができる。
【先行技術文献】
【特許文献】
【0003】
特開2000-218697号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、本発明者の検討によれば、特許文献1の製造方法ではフッ素樹脂部材同士の接合部の強度が充分に得られないことがある。
【0005】
本発明は、接合部の強度が向上したフッ素樹脂接合部材およびその製造方法を提供する。
【課題を解決するための手段】
【0006】
本発明は、下記の態様を有する。
[1]少なくとも2以上のフッ素樹脂部材を振動溶着によって接合したフッ素樹脂接合部材であって、
前記フッ素樹脂部材は、溶融成形可能なフッ素樹脂を含有し、
前記溶融成形可能なフッ素樹脂は、テトラフルオロエチレンに基づく単位を有する共重合体およびクロロトリフルオロエチレンに基づく単位を有する共重合体からなる群から選ばれる少なくとも1種を含み、
前記溶融成形可能なフッ素樹脂の融点が290℃以下であり、
前記溶融成形可能なフッ素樹脂のガラス転移温度が100℃以下であり、
前記溶融成形可能なフッ素樹脂の曲げ弾性率が700MPa以上である、フッ素樹脂接合部材。
[2]前記溶融成形可能なフッ素樹脂のRスケールのロックウェル硬度が30以上である、[1]に記載のフッ素樹脂接合部材。
[3]前記溶融成形可能なフッ素樹脂の動摩擦係数が0.2以上である、[1]または[2]に記載のフッ素樹脂接合部材。
[4]前記溶融成形可能なフッ素樹脂の熱伝導率が0.15W/m・K以上である、[1]~[3]のいずれかに記載のフッ素樹脂接合部材。
[5]前記溶融成形可能なフッ素樹脂の融点より40℃高く、かつ、せん断速度が12/sである条件下で測定した、前記溶融成形可能なフッ素樹脂の溶融粘度が1000Pa・s以上である、[1]~[4]のいずれかに記載のフッ素樹脂接合部材。
[6]前記溶融成形可能なフッ素樹脂の融点より40℃高く、かつ、せん断速度が1200/sである条件下で測定した、前記溶融成形可能なフッ素樹脂の溶融粘度が2000Pa・s以下である、[1]~[5]のいずれかに記載のフッ素樹脂接合部材。
[7]前記溶融成形可能なフッ素樹脂が、テトラフルオロエチレンに基づく単位とエチレンに基づく単位とを有する共重合体を含む、[1]~[6]のいずれかに記載のフッ素樹脂接合部材。
【0007】
[8]少なくとも2以上のフッ素樹脂部材を振動溶着によって接合する、フッ素樹脂接合部材の製造方法であって、
前記フッ素樹脂部材は、溶融成形可能なフッ素樹脂を含有し、
前記溶融成形可能なフッ素樹脂の融点が290℃以下であり、
前記溶融成形可能なフッ素樹脂のガラス転移温度が100℃以下であり、
前記溶融成形可能なフッ素樹脂の曲げ弾性率が700MPa以上であり、
前記フッ素樹脂部材を振動溶着によって接合する際の保持圧力を5~30MPaとし、かつ、前記フッ素樹脂部材を振動溶着によって接合する際の保持時間を3~20秒とする、製造方法。
[9]前記溶融成形可能なフッ素樹脂のRスケールのロックウェル硬度が30以上である、[8]に記載の製造方法。
[10]前記フッ素樹脂部材の接合面の表面粗さが0.01μm以上である、[8]または[9]に記載の製造方法。
[11]前記溶融成形可能なフッ素樹脂の動摩擦係数が0.2以上である、[8]~[10]のいずれかに記載の製造方法。
[12]前記溶融成形可能なフッ素樹脂の熱伝導率が0.15W/m・K以上である、[8]~[11]のいずれかに記載の製造方法。
[13]前記溶融成形可能なフッ素樹脂の融点より40℃高く、かつ、せん断速度が12/sである条件下で測定した、前記溶融成形可能なフッ素樹脂の溶融粘度が1000Pa・s以上である、[8]~[12]のいずれかに記載の製造方法。
[14]前記溶融成形可能なフッ素樹脂の融点より40℃高く、かつ、せん断速度が1200/sである条件下で測定した、前記溶融成形可能なフッ素樹脂の溶融粘度が2000Pa・s以下である、[8]~[13]のいずれかに記載の製造方法。
[15]前記溶融成形可能なフッ素樹脂が、テトラフルオロエチレンに基づく単位を有する共重合体およびクロロトリフルオロエチレンに基づく単位を有する共重合体からなる群から選ばれる少なくとも1種を含む、[8]~[14]のいずれかに記載の製造方法。
[16]前記溶融成形可能なフッ素樹脂が、テトラフルオロエチレンに基づく単位とエチレンに基づく単位とを有する共重合体を含む、[15]に記載の製造方法。
【発明の効果】
【0008】
本発明によれば、接合部の強度が向上したフッ素樹脂接合部材およびその製造方法が提供される。
【図面の簡単な説明】
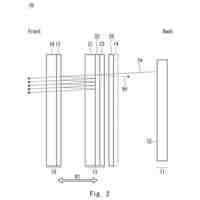
【0009】
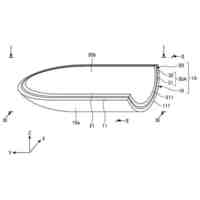
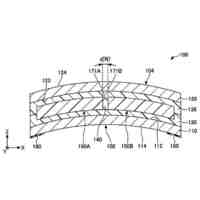
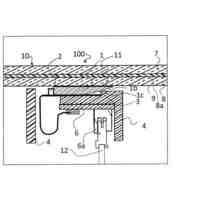
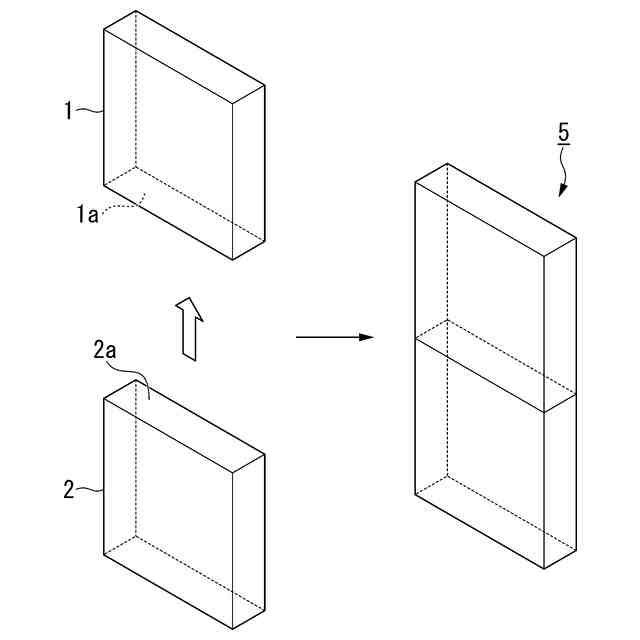
図1は、フッ素樹脂接合部材の一例を示す。
【発明を実施するための形態】
【0010】
用語の意味は、以下の通りである。
「単量体」とは、重合性炭素-炭素二重結合を有する化合物を意味する。
「単量体に基づく単位」は、単量体1分子が重合して直接形成される原子団と、該原子団の一部を化学変換して得られる原子団との総称である。単量体に基づく単位を、単に、「単量体単位」とも記す。
式(n)で表される化合物を「化合物(n)」と記す。nは自然数である。
「溶融成形可能」であるとは、溶融流動性を示すことを意味する。
「溶融流動性を示す」とは、荷重49Nの条件下、樹脂の融点よりも20℃以上高い温度において、溶融流れ速度が0.1~1000g/10分となる温度が存在することを意味する。
「溶融流れ速度」は、JIS K 7210:1999(ISO 1133:1997)に規定されるメルトマスフローレート(MFR)である。
「エーテル性酸素原子」とは、炭素原子間においてエーテル結合(-O-)を形成する酸素原子を意味する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
AGC株式会社
顔面用貼付材
1か月前
AGC株式会社
合紙積層装置
2か月前
AGC株式会社
車両用窓ガラス
1か月前
AGC株式会社
積層体及び移動体
1か月前
AGC株式会社
フッ素樹脂組成物
27日前
AGC株式会社
インフィニティミラー
1か月前
AGC株式会社
ガラス材料、結晶化ガラス
1か月前
AGC株式会社
調光デバイスおよび調光方法
1か月前
AGC株式会社
車両用窓ガラスとその製造方法
2か月前
AGC株式会社
反射型マスクブランクの製造方法
1か月前
AGC株式会社
光学素子の製造方法、及び光学素子
2か月前
AGC株式会社
フラットハーネス付き車両用窓ガラス
1か月前
AGC株式会社
車両用窓ガラス及びサッシュレスドア
1か月前
AGC株式会社
搬送治具、搬送システム及び搬送方法
14日前
AGC株式会社
位相差素子、円偏光板、及び光学部品
1か月前
AGC株式会社
フッ素樹脂接合部材およびその製造方法
今日
AGC株式会社
フラットハーネス付き車両用窓ガラスシステム
1か月前
AGC株式会社
車両用ガラス板、及び車両用ガラス板の製造方法
1か月前
AGC株式会社
ホルダー付き車両用窓ガラス及びサッシュレスドア
15日前
AGC株式会社
文書分析方法、文書分析プログラム、及び文書分析装置
1か月前
AGC株式会社
水性分散液
27日前
AGC株式会社
合わせガラス
1か月前
AGC株式会社
光学フィルタ
6日前
AGC株式会社
含フッ素化合物
16日前
AGC株式会社
無アルカリガラス
2か月前
AGC株式会社
化学強化ガラス、画像表示装置用カバーガラス、防汚層付きガラス材
1か月前
AGC株式会社
ガラス、ガラス粉末、混合粉、ガラスペースト、及びグリーンシート
1か月前
AGC株式会社
反射型マスクブランク、反射型マスクおよび反射型マスクの製造方法
2か月前
AGC株式会社
反射型マスクブランク、反射型マスクおよび反射型マスクの製造方法
2か月前
AGC株式会社
テキスト生成方法、テキスト生成プログラム、及びテキスト生成装置
2か月前
AGC株式会社
組成物、洗浄方法、塗膜形成用組成物、エアゾール組成物、熱移動媒体
2か月前
AGC株式会社
組成物、洗浄方法、塗膜形成用組成物、エアゾール組成物、熱移動媒体
2か月前
AGC株式会社
ガラス基板の製造方法
20日前
AGC株式会社
樹脂組成物、硬化物、積層体、積層体の製造方法、及び光学部品の製造方法
1日前
林テレンプ株式会社
コリメート用プリズムおよび車両の窓ガラス用照明構造
1か月前
AGC株式会社
ガラスおよび化学強化ガラス
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ