TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025174523
公報種別
公開特許公報(A)
公開日
2025-11-28
出願番号
2024080943
出願日
2024-05-17
発明の名称
アルミニウム合金鋳塊の製造方法及び装置
出願人
KMアルミニウム株式会社
代理人
個人
,
個人
,
個人
主分類
B22D
27/20 20060101AFI20251120BHJP(鋳造;粉末冶金)
要約
【課題】鋳塊の製造工程において、溶湯に対して、従来にない方法で機械的に揺動を与えることにより、結晶粒サイズを微細化して異常組織の発生を抑制すると共に、溶質元素のマクロ的な偏析を低減し、鋳造割れを抑制できるようにする。
【解決手段】アルミニウム合金の溶湯中で所定の撹拌子3を回転させ、溶湯を揺動させながら凝固させる鋳造工程を備えるアルミニウム合金鋳塊の製造方法であって、鋳造工程は、撹拌子を回転させて、凝固界面と垂直方向の速度成分が0.1m/sec以上の流動を凝固界面に作用させるように、溶湯を揺動する。
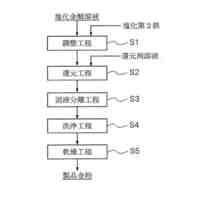
【選択図】図1
特許請求の範囲
【請求項1】
アルミニウム合金の溶湯中で所定の撹拌子を回転させ、前記溶湯を揺動させながら凝固させる鋳造工程を備えるアルミニウム合金鋳塊の製造方法であって、
前記鋳造工程は、
前記撹拌子を回転させて、凝固界面と垂直方向の速度成分が0.1m/sec以上の流動を前記凝固界面に作用させるように、前記溶湯を揺動する
アルミニウム合金鋳塊の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
前記溶湯の流動を、前記凝固界面の何れの位置にも作用させる
請求項1に記載のアルミニウム合金鋳塊の製造方法。
【請求項3】
前記撹拌子を非定常回転させる
請求項1または請求項2に記載のアルミニウム合金鋳塊の製造方法。
【請求項4】
アルミニウム合金の溶湯中で所定の撹拌子を回転させ、前記溶湯を揺動させながら凝固させる鋳造工程を備えるアルミニウム合金鋳塊の製造方法であって、
前記鋳造工程は、
前記撹拌子を非定常回転させて、凝固界面と垂直方向の速度成分を含む流動を前記凝固界面に作用させるように、前記溶湯を揺動する
アルミニウム合金鋳塊の製造方法。
【請求項5】
前記撹拌子は、
回転のオンとオフの切替え、回転速度の変更、または、回転方向の切替えを、2秒以上30秒以下の周期で行う
請求項4に記載のアルミニウム合金鋳塊の製造方法。
【請求項6】
前記撹拌子は、所定の回転軸と、該回転軸に設けられ、前記回転軸の回転に伴って回転する回転羽根と、を有し、
前記鋳造工程は、
前記溶湯の湯面と前記回転羽根との間に、所定の整流板を位置させた状態で、前記回転軸を回転する
請求項1、請求項2または請求項4に記載のアルミニウム合金鋳塊の製造方法。
【請求項7】
前記鋳造工程は、
前記溶湯の湯面に、所定の整流板を位置させた状態で、前記撹拌子を回転する
請求項1、請求項2または請求項4に記載のアルミニウム合金鋳塊の製造方法。
【請求項8】
前記撹拌子は、
所定の回転軸と、該回転軸を中心として回転する、回転軸と直角な回転平面に対して20°以上、70°以下の傾斜を有して設けられ、前記回転軸の回転に伴って回転する回転羽根と、を有する
請求項1、請求項2または請求項4に記載のアルミニウム合金鋳塊の製造方法。
【請求項9】
前記アルミニウム合金は、その純度が99.99wt%以上である
請求項1、請求項2または請求項4に記載のアルミニウム合金鋳塊の製造方法。
【請求項10】
アルミニウム合金鋳塊の製造を行うアルミニウム合金鋳塊の製造装置であって、
供給されるアルミニウム合金の溶湯が通る湯道と、
該湯道を通り送られる前記溶湯を溜める湯溜まりを有する溶湯受容器と、
該溶湯受容器の下に配置された縦型の鋳型と、
前記溶湯受容器内部に配され、回転させて、凝固界面と垂直方向の速度成分が0.1m/sec以上の流動を前記凝固界面に作用させるように、前記溶湯を揺動する撹拌子と、
を備えるアルミニウム合金鋳塊の製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウム合金鋳塊の製造方法及び装置に関するものである。詳しくは、鋳塊の製造工程において、溶湯に対して機械的に揺動を与えることにより、溶質元素のマクロ的な偏析を低減し、また、結晶粒サイズを微細化して異常組織の発生を抑制すると共に、鋳造割れを抑制することができる、アルミニウム合金鋳塊の製造方法及び装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
例えばスパッタリングターゲットは、その化学組成において含有不純物が少ないこと、非金属介在物を始めとした異物を含まないこと、空隙を始めとした欠陥の存在率が低いこと、及びその結晶粒サイズがスパッタ面全体において均一かつ微細であること、が求められ、その素材である鋳塊においても同様の特性が要求される。
【0003】
スパッタリングターゲットを製造する場合、まず目的の金属を溶融し、成分を調整して溶湯を清浄化し、鋳造することで素材である鋳塊を得る。さらに、この鋳塊に対して所定の塑性加工及び熱処理を行うことにより、スパッタリングターゲットが得られる。
【0004】
また、スパッタリングターゲットの結晶粒は、塑性加工及び熱処理を行う工程において制御されるが、鋳塊の結晶粒サイズが微細であるほどその制御が容易であり、塑性加工及び熱処理の工程を簡略化することで低コスト化も図ることができる。
【0005】
なお、スパッタリングターゲット用の素材である鋳塊は、その化学組成において、含有不純物が少なく、凝固過程における凝固核の生成頻度が低いため、結晶粒サイズが粗大になりやすく、羽毛状晶のような異常組織の発生頻度も高い。更に、含有成分には厳しい規制があり、一般的な合金の鋳塊においてしばしば使用される微細化材と呼ばれる金属やその化合物の添加が許されない。
【0006】
しかし、スパッタリングターゲット用の素材である鋳塊の結晶粒サイズが粗大であることや異常組織の存在は、スパッタリングターゲットの塑性加工の工程においては、変形不良や組織の不均一等の悪影響があること、また、鋳塊の凝固過程においては、凝固応力を集中させ、鋳塊割れの原因となることは知られており、スパッタリングターゲットの品質向上のためには、異常組織の発生の抑制や結晶粒サイズの微細化を図る必要がある。
【0007】
なお、鋳造においては、溶質元素を含む溶湯を凝固させる際、溶質の再分配が起こり、溶質成分のミクロ的及びマクロ的な偏析が生じる。このうち、特にマクロ的な溶質成分の偏析は、スパッタリングターゲットの特性を悪化させるのみならず、これもまた鋳塊割れの原因となることがあり、溶質元素のマクロ的な偏析を低減すれば、鋳造工程の成功率を高めることができる。
【0008】
上記各問題は、鋳造工程における凝固界面近傍の溶湯を、機械的或いは電磁的に揺動させることで改善できることは、既に知られており、そのような方法の一つとして、例えば特許文献1に記載の「アルミニウム合金の連続鋳造方法」が提案されている。
【0009】
この従来の「アルミニウム合金の連続鋳造方法」においては、超音波振動や、経時的に変化する磁場を与えることで溶湯を揺動させる電磁撹拌を組み合わせて採用している。そして、これらの手段により凝固界面に対し平行なベクトルを含む溶湯の流れを生じさせて処理を行っている。なお、超音波振動は、凝固界面に対し平行なベクトルを含む溶湯の流れを生じさせるというより、衝撃や圧力を付与することにより、特許文献2に示されるように、結晶核(凝固核)の数を増加させることを期待して行われている。
【先行技術文献】
【特許文献】
【0010】
特開平8-238539号公報
特開2012-045558号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
3か月前
個人
ピストンの低圧鋳造金型
7か月前
芝浦機械株式会社
成形システム
1か月前
トヨタ自動車株式会社
押湯入子
3か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
大阪硅曹株式会社
無機中子用水性塗型剤
3か月前
日本製鉄株式会社
モールドパウダー
1か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
株式会社キャステム
鋳造品の製造方法
7か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
旭有機材株式会社
鋳型の製造方法
4か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
5か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
トヨタ自動車株式会社
突き折り棒
6か月前
トヨタ自動車株式会社
ケースの製造方法
5か月前
トヨタ自動車株式会社
金型冷却構造
6か月前
JFEミネラル株式会社
Ni合金粉
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
芝浦機械株式会社
溶解保持炉
25日前
芝浦機械株式会社
局部変圧装置及び成形機
1か月前
住友金属鉱山株式会社
金粉の製造方法
2か月前
日本製鉄株式会社
Cu含有鋼の連続鋳造方法
4日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
7か月前
株式会社神戸製鋼所
炭素-銅含有粉末
6か月前
福田金属箔粉工業株式会社
Cu系粉末
5か月前
株式会社豊田中央研究所
積層造形装置
5か月前
ポーライト株式会社
焼結部品の製造方法
5か月前
日本鋳造株式会社
鋳型の製造方法および製造設備
10日前
トヨタ自動車株式会社
焼結部材及びその製造方法
7か月前
日本製鉄株式会社
鋼の連続鋳造方法
10日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ