TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025166445
公報種別
公開特許公報(A)
公開日
2025-11-06
出願番号
2024070506
出願日
2024-04-24
発明の名称
ダイアフラムポンプの製造方法
出願人
キヤノン株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
F04B
43/04 20060101AFI20251029BHJP(液体用容積形機械;液体または圧縮性流体用ポンプ)
要約
【課題】 ダイアフラムポンプに弁を組み付ける際に生じる位置ずれを抑制したダイアフラムポンプの製造方法を提供する。
【解決手段】 第1の貫通孔および第2の貫通孔を備えた第1の部材を用意する用意工程と、前記第1の貫通孔の開口および前記第2の貫通孔の開口を覆うように、前記第1の部材とフィルムとを接合するフィルム接合工程と、前記フィルムを切断して、前記第1の貫通孔の開口を開閉する第1の弁と、前記第2の貫通孔の開口を開閉する第2の弁と、を形成する弁形成工程と、凹部が形成された第2の部材を、前記凹部が前記第1の貫通孔と前記第2の貫通孔とを連通させるように、前記第1の部材の前記フィルムが接合された側の面に接合する第2の部材接合工程と、を含むダイアフラムポンプの製造方法であって前記弁形成工程は前記フィルム接合工程後に行うことを特徴とするダイアフラムポンプの製造方法。
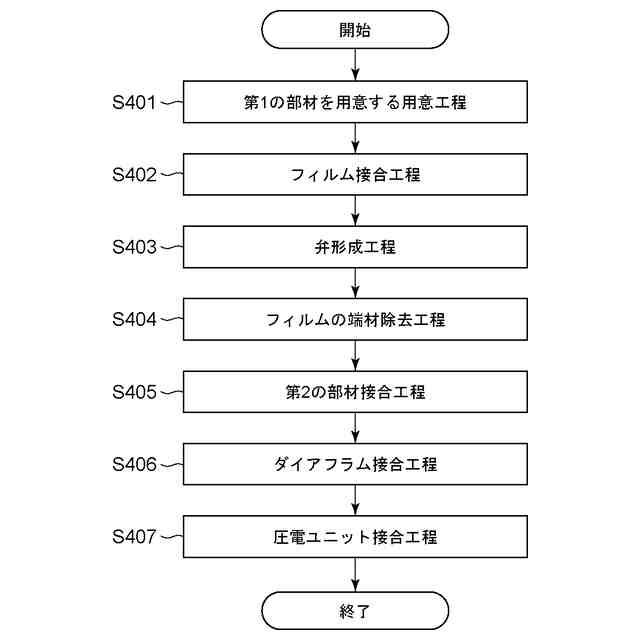
【選択図】 図4
特許請求の範囲
【請求項1】
第1の貫通孔および第2の貫通孔を備えた第1の部材を用意する用意工程と、
前記第1の貫通孔の開口および前記第2の貫通孔の開口を覆うように、前記第1の部材とフィルムとを接合するフィルム接合工程と、
前記フィルムを切断して、前記第1の貫通孔の開口を開閉する第1の弁と、前記第2の貫通孔の開口を開閉する第2の弁と、を形成する弁形成工程と、
凹部が形成された第2の部材を、前記凹部が前記第1の貫通孔と前記第2の貫通孔とを連通させるように、前記第1の部材の前記フィルムが接合された側の面に接合する第2の部材接合工程と、
を含むダイアフラムポンプの製造方法であって、
前記ダイアフラムポンプは、前記第1の貫通孔、前記第1の弁、前記凹部、前記第2の弁、前記第2の貫通孔の順に流体を流動し、
前記弁形成工程は前記フィルム接合工程後に行うことを特徴とするダイアフラムポンプの製造方法。
続きを表示(約 820 文字)
【請求項2】
前記凹部を覆うように、前記第2の部材とダイアフラムとを接合するダイアフラム接合工程を含む、請求項1に記載のダイアフラムポンプの製造方法。
【請求項3】
前記ダイアフラム接合工程は、レーザーの照射により前記第2の部材と前記ダイアフラムとを接合する、請求項2に記載のダイアフラムポンプの製造方法。
【請求項4】
前記ダイアフラムの前記凹部を覆う側の面の裏面に、前記ダイアフラムを変形させるための圧電ユニットを接合する圧電ユニット接合工程を含む、請求項2に記載のダイアフラムポンプの製造方法。
【請求項5】
前記圧電ユニット接合工程は、前記圧電ユニットと前記ダイアフラムとを接着剤により接着する、請求項4に記載のダイアフラムポンプの製造方法。
【請求項6】
前記圧電ユニットは、電圧の印加により変位する圧電素子と、金属を含む振動版と、を備え、
前記圧電ユニット接合工程は、前記振動版と前記ダイアフラムとを接着剤により接着する、請求項5に記載のダイアフラムポンプの製造方法。
【請求項7】
前記フィルム接合工程において、前記第1の貫通孔の開口および前記第2の貫通孔の開口は、それぞれ別体の前記フィルムに覆われる、請求項1に記載のダイアフラムポンプの製造方法。
【請求項8】
前記フィルム接合工程は、前記フィルムと前記第1の部材とを熱溶着する、請求項1に記載のダイアフラムポンプの製造方法。
【請求項9】
前記第1の部材は、前記フィルムと熱溶着されるためのリブを有している、請求項8に記載のダイアフラムポンプの製造方法。
【請求項10】
前記弁形成工程は、レーザーの照射により前記フィルムを切断する、請求項1に記載のダイアフラムポンプの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイアフラムポンプの製造方法に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
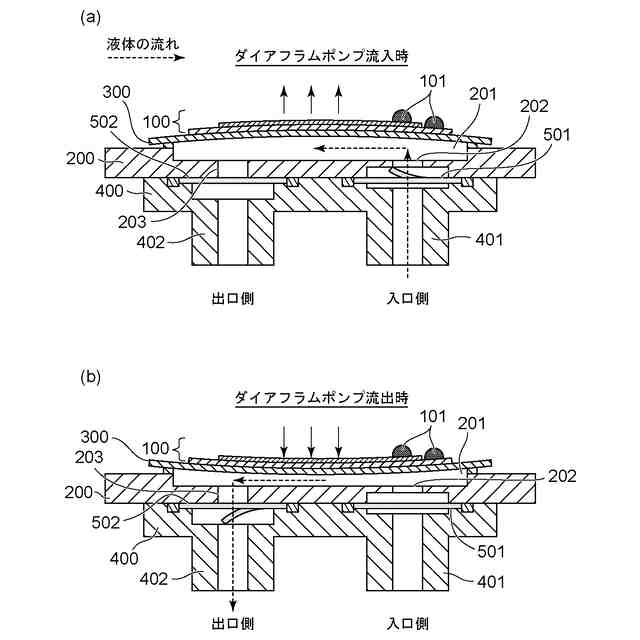
高い精度で定量の流体を圧送するポンプとしてダイアフラムポンプが知られている。ダイアフラムポンプは、圧力を発生させるアクチュエーターと、アクチュエーターの発生する圧力により変形するダイアフラムと、ダイアフラムの変形に伴って容積が変化するポンプ室と、を備えている。ダイアフラムの変形に伴ってポンプ室の容積が拡大すると、ポンプ室内部の圧力が小さくなり、ダイアフラムポンプの外部から流体がポンプ室に流入する。一方、ポンプ室の容積が縮小すると、ポンプ室内部の圧力が大きくなり、ポンプ室から外部へ流体が流出する。また、ダイアフラムポンプは、流体がポンプ室に流入する流入孔及び流体がポンプ室から流出する流出孔に逆止弁を配置することで、一方通行の流体の流れを作りだす。ポンプ室への流体の流出と、ポンプ室からの流体の流出を繰り返すことでポンプとして機能を果たす。
【0003】
このようなダイアフラムポンプは、ポンプ室内の容積変化から生じる圧力差を利用して流体の流入及び流出を繰り返すため、逆止弁の開閉により生じる圧力損失が小さい程ポンプ性能が向上する。そのため、逆止弁としては、薄く可撓性のあるフィルムやゴム等が使用される。
【0004】
特許文献1には、そのような弁が使用されたダイアフラムポンプが開示されている。特許文献1に開示されているダイアフラムポンプは、弁形状に加工されたフィルムを、部材に挟み込むことによって製造されている。
【先行技術文献】
【特許文献】
【0005】
特開2001-193656号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら。弁が薄いフィルムやゴム材等の場合には弁自体の重量が非常に軽い。さらには、剛性が小さいため弁を部材へ組付けする際の取り扱いが困難であり、弁を組み付ける際に位置ずれが生じやすい。位置ずれが生じると、ダイアフラムポンプが正常に動作しない懸念がある。
【0007】
本発明は、上記課題に鑑み、ダイアフラムポンプに弁を組み付ける際に生じる位置ずれを抑制したダイアフラムポンプの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明のダイアフラムポンプの製造方法は、第1の貫通孔および第2の貫通孔を備えた第1の部材を用意する用意工程と、前記第1の貫通孔の開口および前記第2の貫通孔の開口を覆うように、前記第1の部材とフィルムとを接合するフィルム接合工程と、前記フィルムを切断して、前記第1の貫通孔の開口を開閉する第1の弁と、前記第2の貫通孔の開口を開閉する第2の弁と、を形成する弁形成工程と、凹部が形成された第2の部材を、前記凹部が前記第1の貫通孔と前記第2の貫通孔とを連通させるように、前記第1の部材の前記フィルムが接合された側の面に接合する第2の部材接合工程と、を含むダイアフラムポンプの製造方法であって、前記ダイアフラムポンプは、前記第1の貫通孔、前記第1の弁、前記凹部、前記第2の弁、前記第2の貫通孔の順に流体を流動し、前記弁形成工程は前記フィルム接合工程後に行うことを特徴とするダイアフラムポンプの製造方法。
【発明の効果】
【0009】
本発明によれば、ダイアフラムポンプに弁を組み付ける際に生じる位置ずれを抑制したダイアフラムポンプの製造方法を提供することができる。
【図面の簡単な説明】
【0010】
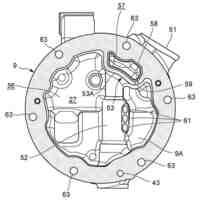
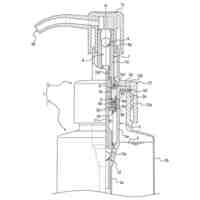
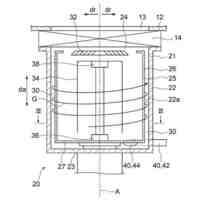
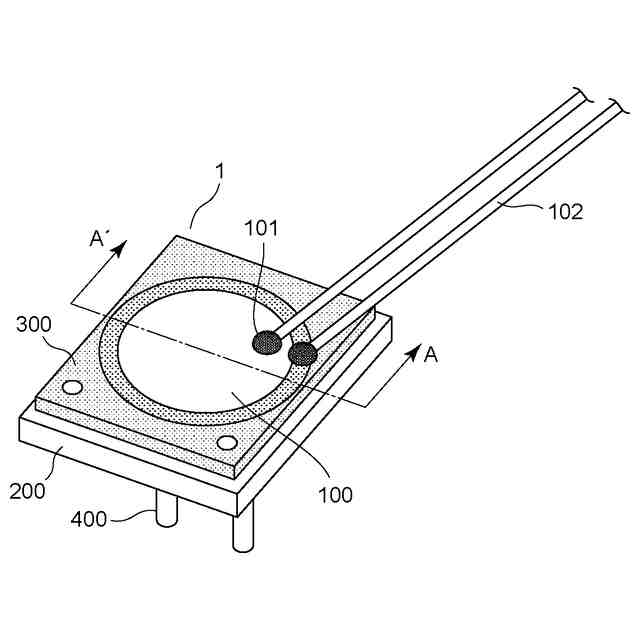
ダイアフラムポンプの外観斜視図。
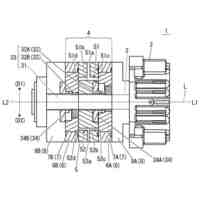
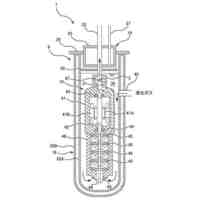
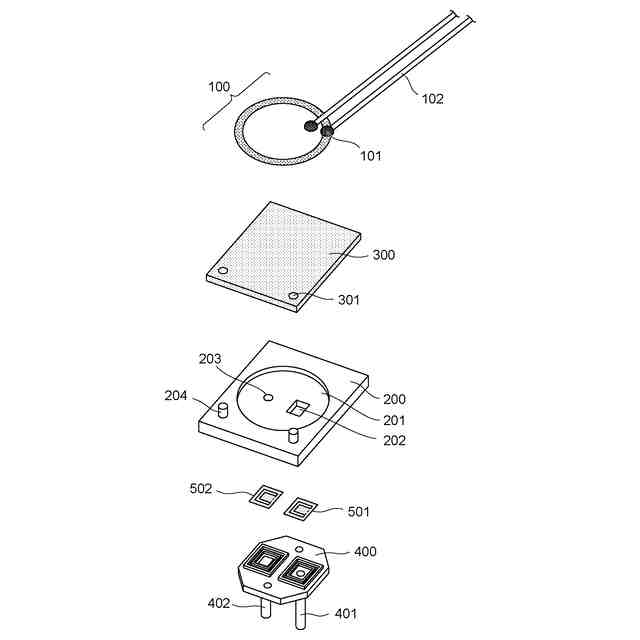
ダイアフラムポンプの分解斜視図
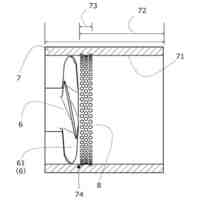
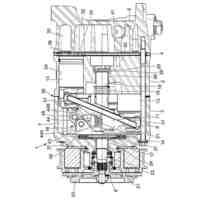
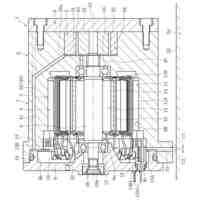
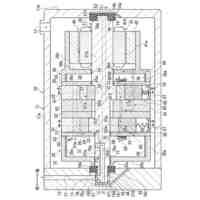
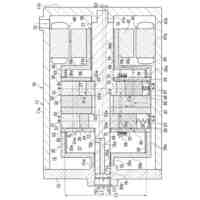
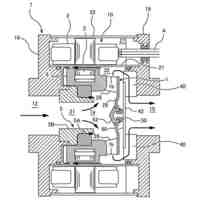
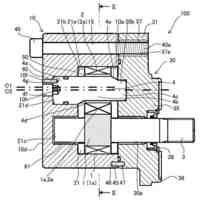
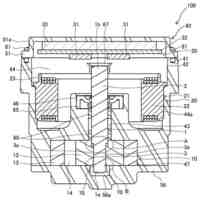
駆動状態のダイアフラムポンプの断面図。
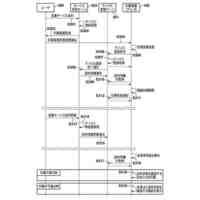
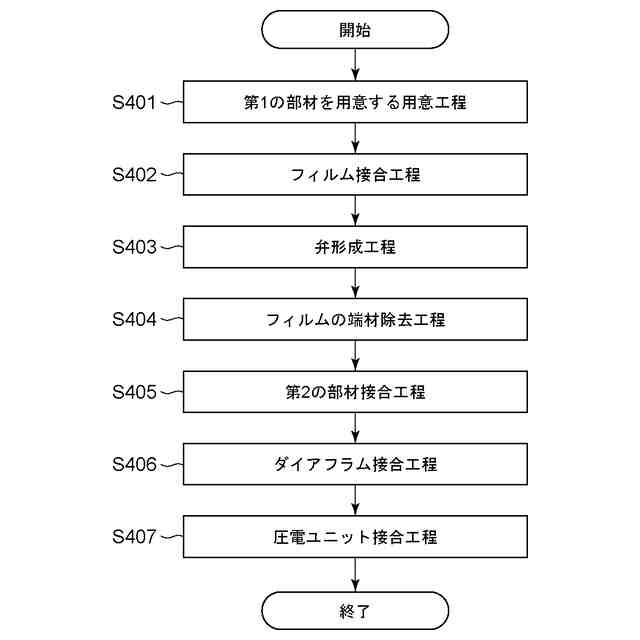
ダイアフラムポンプの製造工程を示すフロー図。
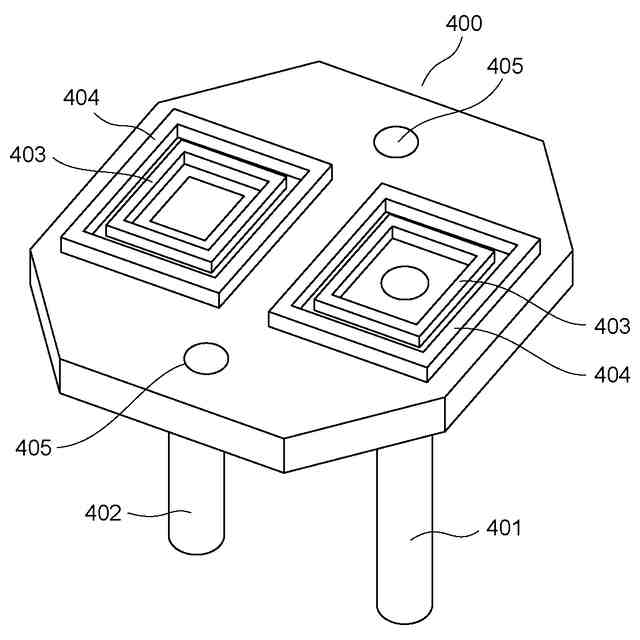
第1の部材の斜視図。
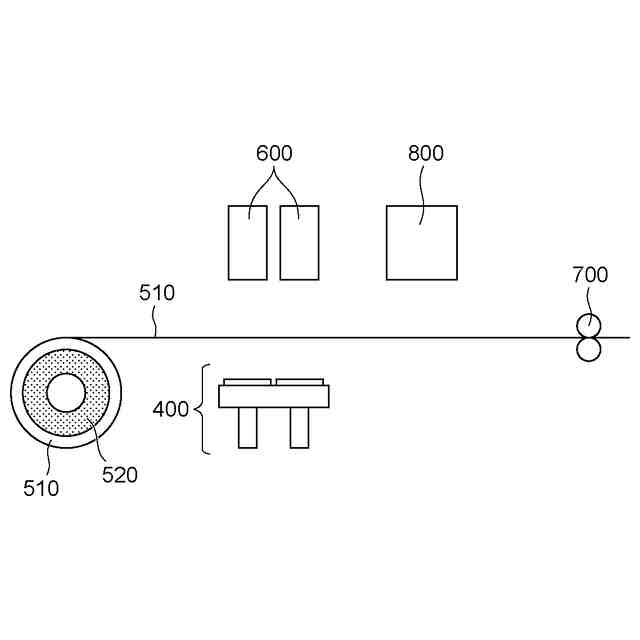
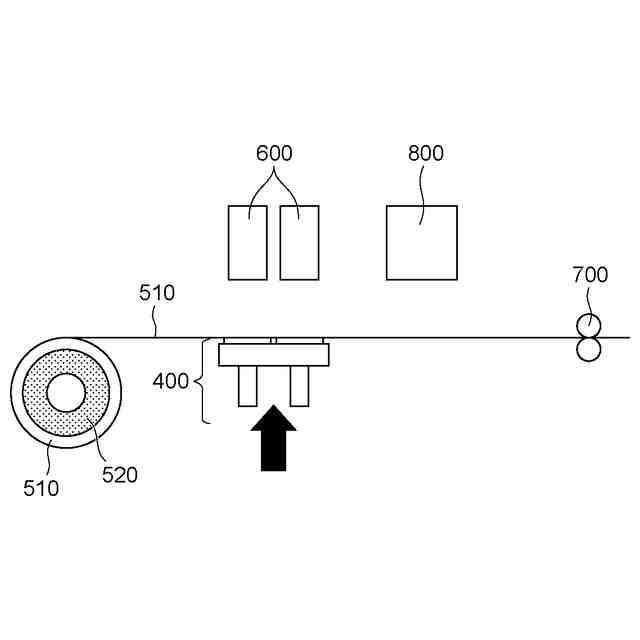
第1の部材にフィルムを接合する前の概略図。
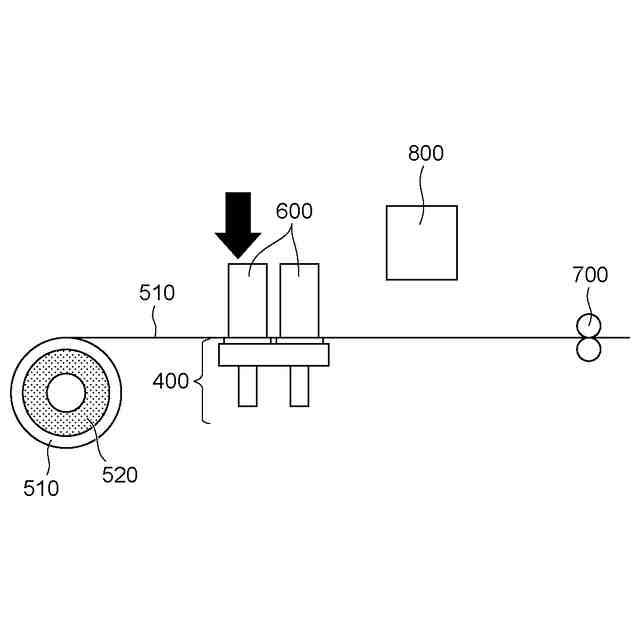
第1の部材にフィルムを押し当てる工程を示す概略図。
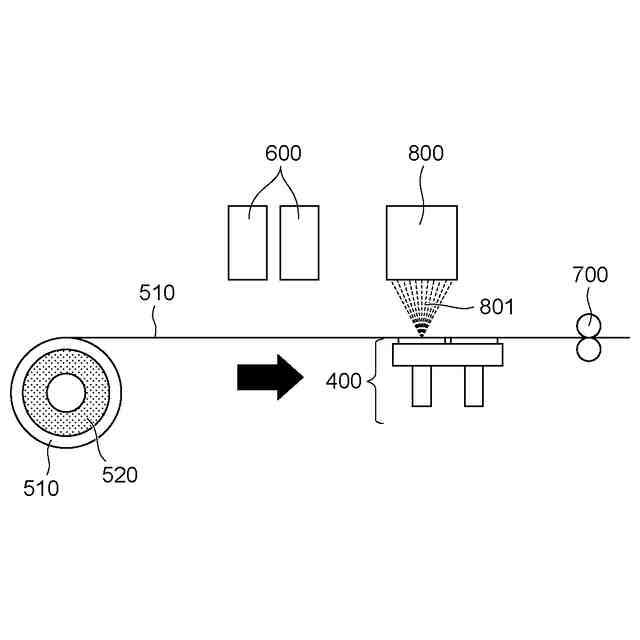
第1の部材にフィルムを接合する最中の概略図
フィルムをロールから切り離す工程を示す概略図。
フィルム接合後の第1の部材の概略図。
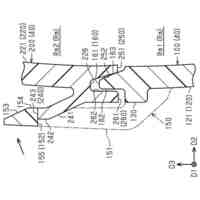
流入孔の開口の近傍の拡大図。
第1の弁の斜視図。
第1の弁および第2の弁が接合された第1の部材の斜視図。
ダイアフラムポンプを第1の部材側から見た外観図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
キヤノン株式会社
印刷装置、印刷装置の制御方法、及びプログラム
1日前
キヤノン株式会社
画像処理装置およびその制御方法、撮像装置、プログラム
1日前
キヤノン株式会社
プログラム、情報処理装置の制御方法、及び情報処理装置
1日前
株式会社スギノマシン
圧縮機
1か月前
日機装株式会社
遠心ポンプ
1か月前
カヤバ株式会社
電動ポンプ
20日前
サンデン株式会社
スクロール圧縮機
1か月前
サンデン株式会社
スクロール圧縮機
1か月前
サンデン株式会社
スクロール圧縮機
1か月前
樫山工業株式会社
真空ポンプ
1か月前
サンデン株式会社
可変容量型圧縮機
28日前
株式会社アイシン
ポンプケース
2か月前
株式会社クボタ
作業機
21日前
NTN株式会社
電動オイルポンプ
1か月前
テラル株式会社
ポンプ
1か月前
已久工業股ふん有限公司
エアコンプレッサ
1か月前
株式会社ミクニ
電動ポンプ
1か月前
株式会社ミクニ
電動ポンプ
1か月前
株式会社吉野工業所
吐出ポンプ
1か月前
株式会社フクハラ
圧力検知型ドレン排出構造
7日前
株式会社鶴見製作所
水中ポンプ
1か月前
有限会社 宮脇工房
往復ポンプ
1か月前
サンデン株式会社
スクロール式コンプレッサ
1か月前
株式会社鶴見製作所
水中ポンプ
1か月前
株式会社荏原製作所
ポンプ装置
1か月前
伏虎金属工業株式会社
スクリューポンプ
1か月前
株式会社荏原製作所
往復動ポンプ
1か月前
株式会社豊田自動織機
回転圧縮機
1か月前
株式会社豊田自動織機
回転圧縮機
1か月前
大成技研株式会社
クライオポンプ
1か月前
株式会社荏原製作所
モータポンプ
1か月前
株式会社豊田自動織機
スクロール型圧縮機
1か月前
カヤバ株式会社
ギヤポンプ
1か月前
カヤバ株式会社
ギヤポンプ
1か月前
カヤバ株式会社
ギヤポンプ
1か月前
カヤバ株式会社
電動ポンプ
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ