TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025164706
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2025046354
出願日
2025-03-21
発明の名称
真空浸炭処理が施された歯車、真空浸炭処理が施された歯車を有するエンジンユニット、及び真空浸炭処理が施された歯車を有する鞍乗型車両
出願人
ヤマハ発動機株式会社
代理人
個人
,
個人
主分類
C23C
8/22 20060101AFI20251023BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】製造時の二酸化炭素の排出量を低減しつつ耐摩耗性及び転がり疲労強度を向上させるとともに、生産性を向上させた真空浸炭処理が施された歯車の提供を目的とする。
【解決手段】真空浸炭処理が施された歯車は、(a)歯車1の表面に垂直な方向の深さが10μm以下の領域において、Cr、Mo、Si及びNiのうち少なくとも1つ及びMnを含有する規格材料または標準材料で構成され、且つ、(b)表面に垂直な方向の深さが10μmよりも深く15μmよりも浅い領域において、Mn濃度が維持される状態に構成され、真空浸炭処理後の歯車の歯面が研削または研磨されない状態で使用される。
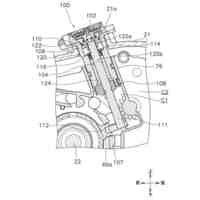
【選択図】図1
特許請求の範囲
【請求項1】
真空浸炭処理が施された歯車であって、
前記歯車は、
(a)前記歯車の表面に垂直な方向の深さ10μm以下の領域において、Cr、Mo、Si及びNiのうち少なくとも1つ及びMnを含有する規格材料または標準材料で構成され、且つ、(b)前記表面に垂直な方向の深さが10μmよりも深く15μmよりも浅い領域においてMn濃度が維持される状態に構成され、前記歯車の歯面が前記真空浸炭処理後に研削または研磨されない状態で使用される、
真空浸炭処理が施された歯車。
続きを表示(約 670 文字)
【請求項2】
請求項1に記載の真空浸炭処理が施された歯車であって、
前記歯車は、
(c)前記歯車の表面に垂直な方向の深さが8μmよりも深く10μm以下の領域においてMn濃度が維持される状態に構成される真空浸炭処理が施された歯車。
【請求項3】
請求項2に記載の真空浸炭処理が施された歯車であって、
前記歯車は、
(d)前記歯車の表面に垂直な方向の深さが5μmよりも深く8μm以下の領域においてMn濃度が維持される状態に構成される、
真空浸炭処理が施された歯車。
【請求項4】
請求項1に記載の真空浸炭処理が施された歯車であって、
前記歯車の表面に垂直な方向の深さが10μm以下の領域において、Si、Cr、Mo、Ni及びMnの量は、以下の重量パーセントである、真空浸炭処理が施された歯車。
Si:0.35よりも多い
Cr:0.35よりも多い
Mo:0.25よりも多い
Ni:0.25よりも多い
Mn:0.60よりも多い
【請求項5】
エンジン本体と、
前記エンジン本体の出力回転数を変速する変速機と、
前記エンジン本体及び前記変速機の両方を潤滑する潤滑油によって潤滑される請求項1または2に記載の真空浸炭処理が施された歯車と、を有する、
エンジンユニット。
【請求項6】
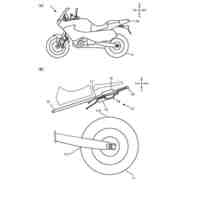
請求項1または2に記載の真空浸炭処理が施された歯車を互いに噛み合う状態で有する鞍乗型車両。
発明の詳細な説明
【技術分野】
【0001】
本発明は、真空浸炭処理が施された歯車、真空浸炭処理が施された歯車を有するエンジンユニット、及び真空浸炭処理が施された歯車を有する鞍乗型車両に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
一般的なガス浸炭処理は、大気圧にて高温で行われるため、被処理部材の表面が酸化されやすい。このような表面酸化は、合金元素の枯渇による表層部の焼入れ性の低下を引き起こし、部材強度を劣化させることが知られている。部材強度の劣化を改善する方法として、真空浸炭処理を適用したり、酸化を助長する元素を低減させ且つ非酸化性元素を添加した高強度鋼を適用したりすることが行われている(特許文献1:段落[0003]参照)。
【0003】
また、浸炭処理としては、ガス浸炭処理、真空浸炭処理などがある。真空浸炭処理は、ガス浸炭処理と比較して、以下に示す効果がある。真空浸炭処理では、浸炭温度を高くできるので、短時間で所定の炭素濃度の浸炭部品が得られる。また、真空浸炭処理では、浸炭処理に伴う粒界酸化を抑制できるため、転がり疲労強度の高い浸炭部品が得られやすい。さらに、真空浸炭処理では、減圧状態で処理するため、雰囲気ガス量が少なく、排出ガスを燃焼する必要がないので、二酸化炭素の排出量を抑えることができる(特許文献2:段落[0002]参照)。
【0004】
特許文献3には、円盤状のMnを含む鋼材に真空浸炭処理を実施した例が記載されている。特許文献3の図5から円盤状の鋼材は歯車であると推察される。特許文献3に記載の鋼材の浸炭方法では、浸炭炉の昇温中における鋼材からのMnの昇華を抑制し、且つ前記浸炭炉内の高周波コイルへのMnの付着を抑制する。前記高周波コイルに対するMnの付着が抑制されることにより、前記浸炭炉内の鋼材は、焼入れに必要なオーステナイトに変態するA3変態点以上の温度に安定して加熱され、所望の浸炭品質を得ている(特許文献3:段落[0013]~[0019]、図5参照)。
【0005】
特許文献4には、自動二輪車などの部品として使用される鋼製歯車、歯車用鋼及び前記鋼製歯車の製法が提案されている。浸炭窒化による表面硬化処理時の熱処理歪が少なくて、歯車部品の優れた寸法精度を確保しつつ、歯車用として本来的に求められる強度、とりわけ歯車表層部の歯面剥離損傷に対して優れた特性を有する鋼製歯車、歯車用鋼及び前記鋼製歯車の製法が提案されている。特許文献4の技術では、歯車用鋼の組成を工夫することで、浸炭処理の形式への依存度、製造方法への依存度を低下させている(特許文献4:[0006]参照)。
【先行技術文献】
【特許文献】
【0006】
特開2003-193128号公報
特開2016-194156号公報
特開2015-183226号公報
特開2006-328484号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
カーボンニュートラルの達成に向け、二酸化炭素の排出量の低減が求められている。例えば、自動二輪車のような鞍乗型車両で使用されている歯車の製造工程では、一般的に、入手が容易な規格材料または標準材料で構成された歯車に対してガス浸炭処理が実施されている。そこで、二酸化炭素の排出量を低減するために、自動二輪車で使用されている歯車の製造工程に真空浸炭処理を採用することが考えられる。真空浸炭処理を採用することで、二酸化炭素の排出量を低減しつつ歯車の耐摩耗性及び転がり疲労強度を向上させることが期待される。
【0008】
また、真空浸炭処理を採用するにあたり、ガス浸炭処理で使用されている入手が容易な規格材料または標準材料で構成された歯車を採用することが考えられる。これにより、入手が困難な特殊材料で構成された歯車を採用した場合に比べて、真空浸炭処理を採用しても、生産性を維持することが期待される。加えて、真空浸炭処理を実施した後に行われる歯車の歯面の研削及び研磨を省くことができれば、真空浸炭処理を採用しても、生産性の向上が期待される。加えて、二酸化炭素の排出量を低減しつつ耐摩耗性及び転がり疲労強度を向上させた前記歯車をエンジン本体の潤滑と変速機の潤滑を同じ潤滑油で潤滑する形式のエンジンユニットに採用することで、前記エンジンユニットの製造時に排出される二酸化炭素の排出量を低減しつつ摩耗粉による潤滑油の汚れを抑制し、前記摩耗粉の前記エンジン本体への影響を低減することが期待される。加えて、二酸化炭素の排出量を低減しつつ耐摩耗性及び転がり疲労強度を向上させた前記歯車を鞍乗型車両に採用することで、前記鞍乗型車両の製造時に排出される二酸化炭素の排出量を低減しつつ摩耗による歯車のバックラッシュ量の増大を抑制し、バックラッシュ量の増大に起因する音の変化を抑制することが期待される。
【0009】
本発明は、製造時の二酸化炭素の排出量を低減しつつ耐摩耗性及び転がり疲労強度を向上させるとともに、生産性を向上させた、真空浸炭処理が施された歯車の提供を目的とする。
本発明は、製造時の二酸化炭素の排出量を低減しつつ摩耗粉による潤滑油の汚れを抑制し、摩耗粉のエンジン本体への影響を低減させた、真空浸炭処理が施された歯車を有するエンジンユニットの提供を目的とする。
本発明は、製造時の二酸化炭素の排出量を低減しつつ摩耗による歯車のバックラッシュ量の増大を抑制し、バックラッシュ量の増大に起因する音の変化を抑制させた、真空浸炭処理が施された歯車を有する鞍乗型車両の提供を目的とする。
【課題を解決するための手段】
【0010】
自動二輪車で使用されている歯車または軸の製造工程に真空浸炭処理を採用するために、ガス浸炭処理で採用されている規格材料で構成された試験片に対して真空浸炭処理を実施し、自動二輪車での使用を想定した耐摩耗性及び転がり疲労強度の試験を実施した。ところが、ガス浸炭処理部品と比較して繰り返し回数が低下してしまう場合があることが判明した。(図1[2]の比較例1及び2参照)
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ヤマハ発動機株式会社
船舶推進機
17日前
ヤマハ発動機株式会社
リーン車両
16日前
ヤマハ発動機株式会社
鞍乗型車両
1日前
ヤマハ発動機株式会社
鞍乗型車両
22日前
ヤマハ発動機株式会社
船舶推進機
17日前
ヤマハ発動機株式会社
船舶推進機
17日前
ヤマハ発動機株式会社
船舶推進機
17日前
ヤマハ発動機株式会社
船舶推進機
17日前
ヤマハ発動機株式会社
鞍乗型車両
1日前
ヤマハ発動機株式会社
生産システム
4日前
ヤマハ発動機株式会社
ワーク搭載装置
1日前
ヤマハ発動機株式会社
テープフィーダ
4日前
ヤマハ発動機株式会社
自動操船システム及び方法
1日前
ヤマハ発動機株式会社
駆動ユニットおよび電動アシスト自転車
9日前
三井化学株式会社
ドローン用ブレード
1か月前
ヤマハ発動機株式会社
船舶を制御するためのシステムおよび方法
1日前
ヤマハ発動機株式会社
船舶を遠隔操船するためのシステム及び方法
1日前
ヤマハ発動機株式会社
無段変速機、及び無段変速機を備える鞍乗型車両
22日前
ヤマハ発動機株式会社
無段変速機、及び無段変速機を備える鞍乗型車両
22日前
ヤマハ発動機株式会社
テープ回収装置および同装置を備えた部品実装装置
9日前
ヤマハ発動機株式会社
無段変速機、及び、無段変速機を有する鞍乗型車両
22日前
ヤマハ発動機株式会社
無段変速機、及び、無段変速機を有する鞍乗型車両
22日前
ヤマハ発動機株式会社
エンジンユニット、及びエンジンユニットを備える鞍乗型車両
22日前
ヤマハ発動機株式会社
バッテリ制御システム、バッテリパック、小型電動車両、バッテリ制御方法およびコンピュータプログラム
1か月前
ヤマハ発動機株式会社
真空浸炭処理が施された歯車、真空浸炭処理が施された歯車を有するエンジンユニット、及び真空浸炭処理が施された歯車を有する鞍乗型車両
9日前
個人
フッ素樹脂塗装鋼板の保管方法
3か月前
株式会社カネカ
製膜装置
1か月前
株式会社カネカ
製膜装置
1か月前
株式会社京都マテリアルズ
めっき部材
1か月前
トヨタ自動車株式会社
治具
10日前
株式会社KSマテリアル
防錆組成物
4か月前
日本化学産業株式会社
複合めっき皮膜
3か月前
エドワーズ株式会社
真空排気システム
29日前
台灣晶技股ふん有限公司
無電解めっき法
2か月前
東京エレクトロン株式会社
成膜方法
1か月前
株式会社カネカ
気化装置及び製膜装置
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ