TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025163948
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024067611
出願日
2024-04-18
発明の名称
積層造形システム
出願人
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
B23K
9/04 20060101AFI20251023BHJP(工作機械;他に分類されない金属加工)
要約
【課題】消耗電極ワイヤを用いる際に溶着ビードを安定して積層する。
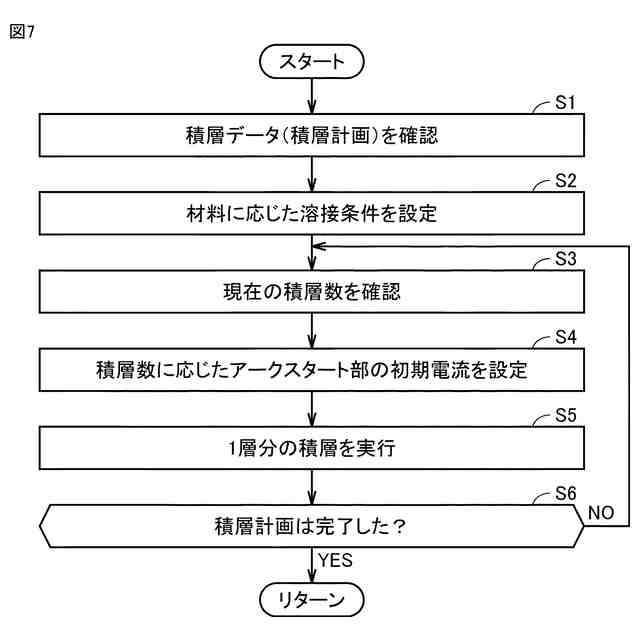
【解決手段】積層造形システム1は、溶接トーチ20と、ロボットアーム40と、溶接電源10と、制御装置30とを備える。溶着ビード70は、積層の開始位置であるアークスタート部を含む。制御装置30は、今回積層する層よりも1つ前の層における積層数に基づいて、今回積層する層のアークスタート部の溶接電流を設定する。
【選択図】図7
特許請求の範囲
【請求項1】
消耗電極ワイヤに溶接電流を供給し、溶着ビードを複数層にわたって積層することによって造形物を造形する積層造形システムであって、
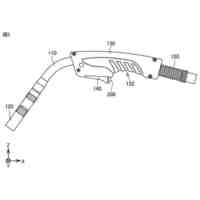
前記消耗電極ワイヤを用いた前記溶着ビードの積層を実行する溶接トーチと、
前記溶接トーチを予め設定された、もしくは算出された溶接速度に基づいて移動させる駆動装置と、
前記溶接電流を前記消耗電極ワイヤに供給する溶接電源と、
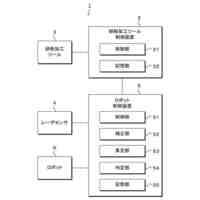
前記溶接電源および前記駆動装置を制御する制御装置とを備え、
前記溶着ビードは、積層の開始位置であるアークスタート部を含み、
前記制御装置は、今回積層する層よりも1つ前の層における積層数または温度に基づいて、今回積層する層の前記アークスタート部の前記溶接電流または前記溶接速度の少なくとも一方を設定する、積層造形システム。
続きを表示(約 460 文字)
【請求項2】
前記制御装置は、前記アークスタート部の前記溶接電流を前記アークスタート部の後に形成される定常部の前記溶接電流以上に設定する、請求項1に記載の積層造形システム。
【請求項3】
前記制御装置は、前記アークスタート部の前記溶接速度を前記アークスタート部の後に形成される定常部の前記溶接速度以下に設定する、請求項1に記載の積層造形システム。
【請求項4】
前記制御装置は、前記溶着ビードの積層数が増加するにつれ、前記アークスタート部の前記溶接電流を小さくする、請求項2に記載の積層造形システム。
【請求項5】
前記制御装置は、前記溶着ビードの積層数が増加するにつれ、前記アークスタート部の前記溶接速度を速くする、請求項3に記載の積層造形システム。
【請求項6】
前記制御装置は、前記消耗電極ワイヤの材料に応じて、前記アークスタート部の前記溶接電流または前記溶接速度を変更する、請求項1~請求項5のいずれか1項に記載の積層造形システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、積層造形システムに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特開2022-106172号公報(特許文献1)には、溶着ビードを積層して造形物を造形し、溶着ビードの高さが計画高さとずれた場合に溶接条件を変更することが開示されている。特開2022-106172号公報(特許文献1)では、溶着ビードを積層する際に消耗式電極を用い、積層の高さに応じて溶接速度を変更している。
【先行技術文献】
【特許文献】
【0003】
特開2022-106172号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
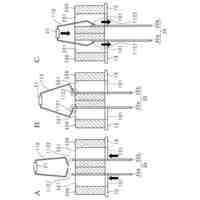
ここで、1層の溶着ビードは、積層の開始位置であるアークスタート部、アークスタート部の後に形成される定常部、積層の終了位置であるアークエンド部を含む。アークスタート部は、外部から溶融部に与えられる熱量である入熱が不足し、熱が逃げやすく、ぬれ広がらないため積層高さが高くなる傾向がある。
【0005】
特開2022-106172号公報(特許文献1)の技術では、アークスタート部と定常部との高低差が小さい場合は有効であるが、高低差が大きい場合に溶接速度の調整のみでは不十分である。そもそも、溶着ビードを安定して積層するために、アークスタート部と定常部との間に高低差を作らないことが望ましい。
【0006】
本開示の目的は、消耗電極ワイヤを用いる際に溶着ビードを安定して積層することのできる技術を提供することである。
【課題を解決するための手段】
【0007】
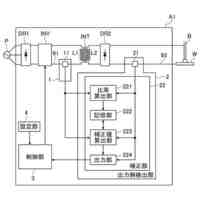
本開示は、消耗電極ワイヤに溶接電流を供給し、溶着ビードを複数層にわたって積層することによって造形物を造形する積層造形システムに関する。積層造形システムは、消耗電極ワイヤを用いた溶着ビードの積層を実行する溶接トーチと、溶接トーチを予め設定された、もしくは算出された溶接速度に基づいて移動させる駆動装置と、溶接電流を消耗電極ワイヤに供給する溶接電源と、溶接電源および駆動装置を制御する制御装置とを備える。溶着ビードは、積層の開始位置であるアークスタート部を含む。制御装置は、今回積層する層よりも1つ前の層における積層数または温度に基づいて、今回積層する層のアークスタート部の溶接電流または溶接速度の少なくとも一方を設定する。
【発明の効果】
【0008】
本開示の積層造形システムでは、今回積層するよりも1つ前の層における積層数または温度に基づいて、今回積層する層の溶接電流または溶接速度の少なくとも一方が設定される。これによって、今回積層するよりも1つ前の層の状態によって今回積層する層のアークスタート部の状態を変更できるため、消耗電極ワイヤを用いる際に溶着ビードを安定して積層することができる。
【図面の簡単な説明】
【0009】
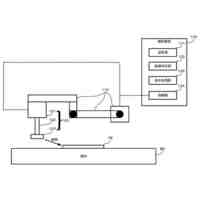
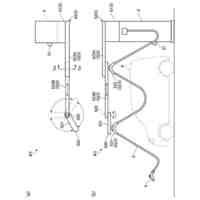
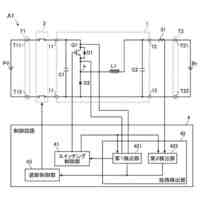
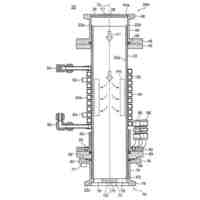
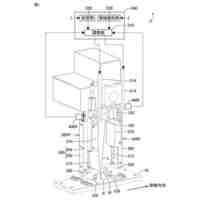
実施の形態1に係る積層造形システムを概略的に示す図である。
溶着ビードの各部分の名称と溶接電流との関係を説明するための図である。
比較例1に係る溶接電流およびアークスタート部の形状を説明する図である。
比較例2に係る溶接電流およびアークスタート部の形状を説明する図である。
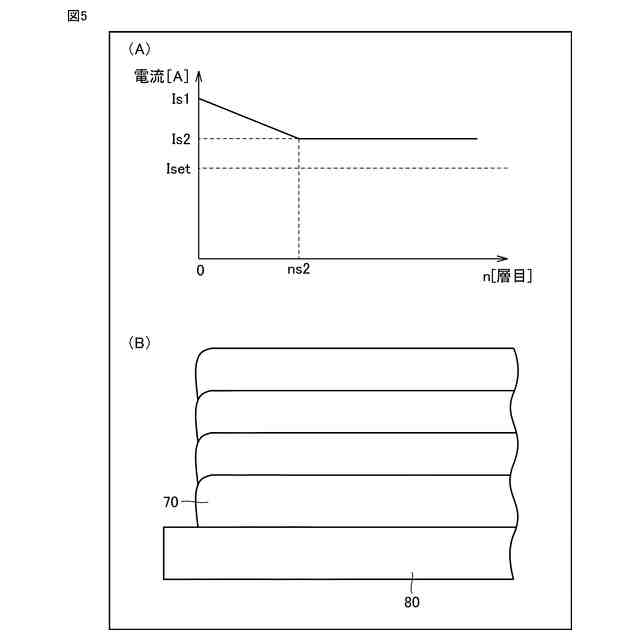
実施の形態1に係る溶接電流およびアークスタート部の形状を説明する図である。
実施の形態1に係る材料の違いによる溶接電流の変化を示す図である。
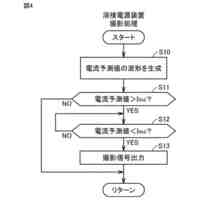
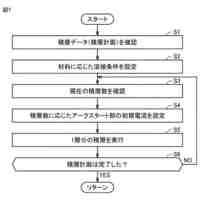
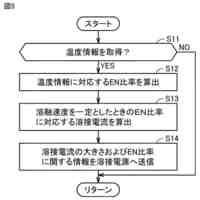
実施の形態1に係る制御内容を示すフローチャートである。
実施の形態2に係る溶接速度の変化を示す図である。
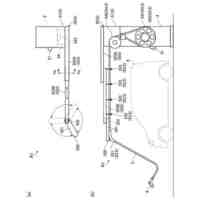
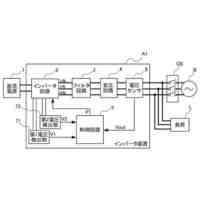
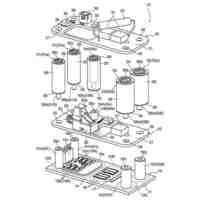
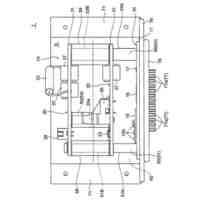
実施の形態3に係る積層造形システムを概略的に示す図である。
実施の形態3に係る材料の違いによる溶接電流の変化を示す図である。
【発明を実施するための形態】
【0010】
以下、本開示の実施の形態について、図面を参照しながら詳細に説明する。なお、図中同一又は相当部分には同一符号を付してその説明は繰り返さない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
溶接装置
今日
株式会社ダイヘン
充電装置
1か月前
株式会社ダイヘン
制御装置
1か月前
株式会社ダイヘン
充電装置
1か月前
株式会社ダイヘン
搬送装置
1か月前
株式会社ダイヘン
充電装置
1か月前
株式会社ダイヘン
充電装置
1か月前
株式会社ダイヘン
溶接トーチ
22日前
株式会社ダイヘン
電力システム
1か月前
株式会社ダイヘン
回生ユニット
1か月前
株式会社ダイヘン
研削システム
22日前
株式会社ダイヘン
電極交換装置
22日前
株式会社ダイヘン
電力変換装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
インバータ装置
1か月前
株式会社ダイヘン
絶縁紙巻回装置
1か月前
株式会社ダイヘン
変圧器組立装置
1か月前
株式会社ダイヘン
インバータ装置
1か月前
株式会社ダイヘン
パルス電源装置
1か月前
株式会社ダイヘン
プラズマ発生器
1か月前
株式会社ダイヘン
レーザ接合装置
22日前
株式会社ダイヘン
パワーモジュール
1か月前
株式会社ダイヘン
熱加工用電源装置
1か月前
株式会社ダイヘン
積層造形システム
27日前
株式会社ダイヘン
積層造形システム
27日前
株式会社ダイヘン
パワーモジュール
1か月前
株式会社ダイヘン
パワーモジュール
1か月前
株式会社ダイヘン
ロボットシステム
1か月前
株式会社ダイヘン
積層造形システム
27日前
株式会社ダイヘン
熱加工用電源装置
28日前
株式会社ダイヘン
ロボットシステム
1か月前
株式会社ダイヘン
溶接ワイヤ送給機構
22日前
株式会社ダイヘン
溶接ワイヤ送給装置
22日前
株式会社ダイヘン
直流パルス電源装置
1か月前
株式会社ダイヘン
アーク溶接システム
1か月前
株式会社ダイヘン
溶接ワイヤ送給機構
22日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ