TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025162661
公報種別
公開特許公報(A)
公開日
2025-10-28
出願番号
2024065982
出願日
2024-04-16
発明の名称
センサ装置の製造方法
出願人
株式会社デンソー
代理人
弁理士法人服部国際特許事務所
主分類
G01B
21/32 20060101AFI20251021BHJP(測定;試験)
要約
【課題】計測対象の状態を適切に検出可能なセンサ装置の製造方法を提供する。
【解決手段】状態監視センサ1の製造方法は、熱プレス工程と、気泡除去工程と、冷却工程と、を含む。状態監視センサ1は、弾性変形により発熱または吸熱する弾性部20と、弾性部20の変形により生じた熱流を検出可能であって弾性部20に封止されているセンサ部10と、を備える。熱プレス工程では、弾性部20が溶融する温度にてセンサ部10をモールドする。気泡除去工程では、熱プレス工程の後、弾性部20の荷重たわみ温度まで冷却して真空引きおよびプレスを行う。冷却工程では、状態監視センサ1を常温まで冷却する。
【選択図】 図10
特許請求の範囲
【請求項1】
弾性変形により発熱または吸熱する弾性部(20)と、前記弾性部の変形により生じた熱流を検出可能であって前記弾性部に封止されているセンサ部(10)と、を備えるセンサ装置(1)の製造方法であって、
前記弾性部が溶融する温度にて前記センサ部をモールドする熱プレス工程(S14、S26)と、
前記熱プレス工程の後、前記弾性部の荷重たわみ温度まで冷却して真空引きおよびプレスを行う気泡除去工程(S16、S28)と、
常温まで冷却する冷却工程(S17、S29)と、
を含むセンサ装置の製造方法。
続きを表示(約 570 文字)
【請求項2】
前記熱プレス工程の前に、前記弾性部の荷重たわみ温度にてプレスを行う予備加熱工程(S24)を含む請求項1に記載のセンサ装置の製造方法。
【請求項3】
前記弾性部が溶融する温度にて保温可能な第1プレス装置(91)、および、前記弾性部の荷重たわみ温度にて保温可能な第2プレス装置(92)が用いられ、
前記第1プレス装置および前記第2プレス装置の一方から他方へ前記センサ装置を搬送する搬送工程(S15、S25、S27)を含む請求項1または2に記載のセンサ装置の製造方法。
【請求項4】
前記センサ装置および押し型(85)を内部に収容可能な真空容器(30)が用いられ、
前記真空容器は、前記センサ装置を内部に収容して真空引きを継続した状態にて、前記第1プレス装置と前記第2プレス装置とを移動可能、かつ、前記第1プレス装置および前記第2プレス装置にてプレス可能である請求項3に記載のセンサ装置の製造方法。
【請求項5】
前記真空容器は、弾性変形可能であって、前記押し型を挟持するダイヤフラムプレート(32、42)を有し、
前記第1プレス装置および前記第2プレス装置では、前記ダイヤフラムプレートの外側からプレス荷重を印加する請求項4に記載のセンサ装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、センサ装置の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、基準に対する部材の位置変化を検出可能な位置検出センサが知られている。例えば特許文献1では、弾性部材の発熱または吸熱による熱流束の変化を検出することで、被検出体のベースに対する位置変化を検出している。
【先行技術文献】
【特許文献】
【0003】
特開2019-7878号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
位置検知センサの弾性体として、熱弾性係数が大きい樹脂(例えば超高分子ポリエチレン:UPE)が使われる場合があるが、高温(例えば90℃以上)となる箇所に適用する場合、荷重たわみ温度を超えて弾性体の剛性が低下すると、センサ感度が低下する。一方、荷重たわみ温度が高い樹脂を用いる場合、モールド時の流動性が低く、確実にモールドすべく樹脂を沸点まで加熱すると、冷却後に気泡が残ることで剛性が低下し、センサ感度が低下する。
【0005】
本発明は、上述の課題に鑑みてなされたものであり、その目的は、計測対象の状態を適切に検出可能なセンサ装置の製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、弾性変形により発熱または吸熱する弾性部(20)と、弾性部の変形により生じた熱流を検出可能であって弾性部に封止されているセンサ部(10)と、を備えるセンサ装置(1)の製造方法であって、熱プレス工程(S14、S26)と、気泡除去工程(S16、S28)と、冷却工程(S18、30)と、を含む。
【0007】
熱プレス工程では、弾性部が溶融する温度にてセンサ部をモールドする。気泡除去工程では、熱プレス工程の後、荷重たわみ温度まで冷却して真空引きおよびプレスを行う。冷却工程では、センサ装置を常温まで冷却する。これにより、計測対象の状態を適切に検出可能なセンサ装置を製造可能である。
【図面の簡単な説明】
【0008】
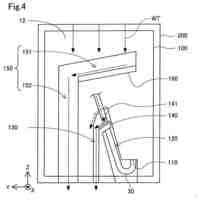
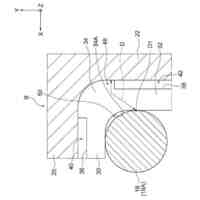
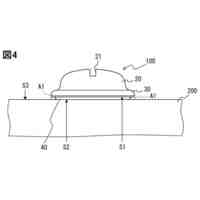
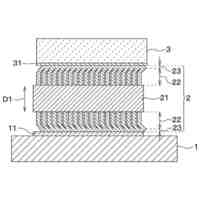
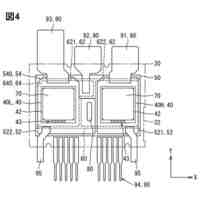
第1実施形態による状態監視センサの側面図である。
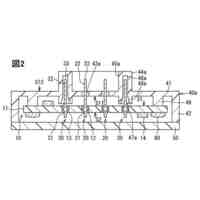
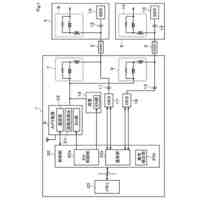
状態監視センサの製造工程の概要を説明する説明図である。
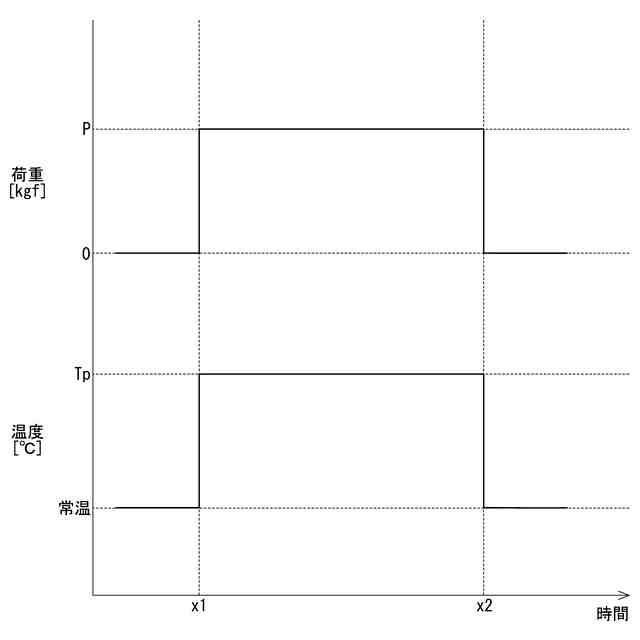
図2の製造工程を説明するタイムチャートである。
弾性部に気泡が残る状態を説明する説明図である。
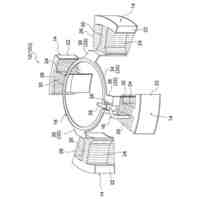
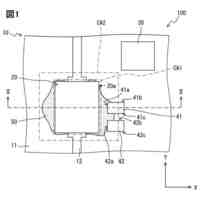
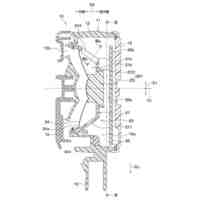
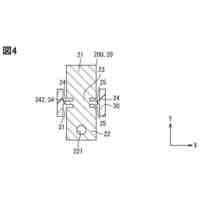
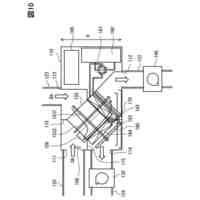
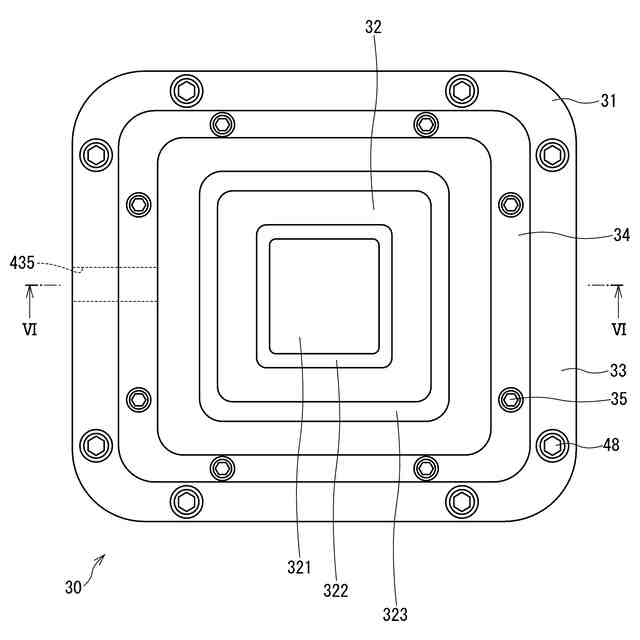
第1実施形態による真空容器を示す平面図である。
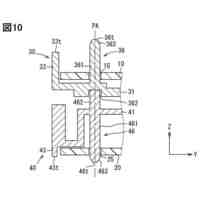
図5のVI-VI線断面図である。
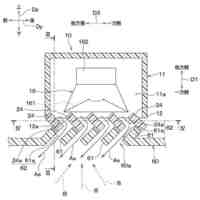
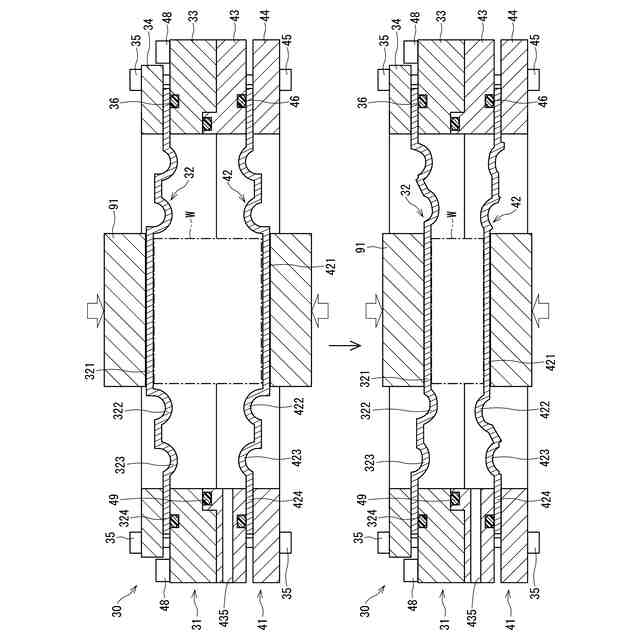
第1実施形態による真空容器のプレス時の挙動を説明する断面図である。
第1実施形態による状態監視センサの製造方法を説明するフローチャートである。
第1実施形態による状態監視センサの製造方法を説明するタイムチャートである。
第1実施形態による状態監視センサの製造方法を説明する説明図である。
状態監視センサの製造において、局所的な沸騰が生じる場合を説明する説明図である。
第2実施形態による状態監視センサの製造方法を説明するフローチャートである。
第2実施形態による状態監視センサの製造方法を説明するタイムチャートである。
第2実施形態による状態監視センサの製造方法を説明する説明図である。
【発明を実施するための形態】
【0009】
以下、本発明によるセンサ装置の製造方法を図面に基づいて説明する。以下、複数の実施形態において、実質的に同一の構成には同一の符号を付して説明を省略する。図1に示すように、センサ装置としての状態監視センサ1は、センサ部10と、配線部13と、弾性部20と、を備える。
【0010】
センサ部10は、熱流センサであって、熱の流れを電圧信号に変換して出力する。センサ部10は、熱流センサ素子を有し、平面視略矩形の平板状に形成されている。センサ部10は、熱プレス加工工程を経て製造されたものを用いる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社デンソーウェーブ
筐体
14日前
株式会社デンソー
回転機
14日前
株式会社デンソー
車載器
27日前
株式会社デンソー
接合体
1か月前
株式会社デンソー
電子装置
22日前
株式会社デンソー
ステータ
1か月前
株式会社デンソー
ステータ
1か月前
株式会社デンソー
ステータ
27日前
株式会社デンソー
ステータ
27日前
株式会社デンソーエレクトロニクス
発音装置
1か月前
株式会社デンソー
電子装置
1か月前
株式会社デンソー
ねじ部材
27日前
株式会社デンソー
電子装置
21日前
株式会社デンソー
検出装置
13日前
株式会社デンソー
反力装置
21日前
株式会社デンソー
太陽電池
1か月前
株式会社デンソーエレクトロニクス
発音装置
1か月前
株式会社デンソー
電子装置
3日前
株式会社デンソー
半導体装置
9日前
株式会社デンソー
半導体装置
2日前
株式会社デンソー
レーダ装置
1か月前
株式会社デンソーテン
インバータ
21日前
株式会社デンソー
熱交換装置
7日前
株式会社デンソー
レーダ装置
20日前
株式会社デンソー
電流センサ
14日前
株式会社デンソー
センサ装置
今日
株式会社デンソー
農業用装置
23日前
株式会社デンソー
半導体装置
27日前
株式会社デンソー
センサ装置
今日
株式会社デンソートリム
鞍乗り車両
1日前
株式会社デンソー
ヒータ装置
1日前
株式会社デンソー
電子制御装置
1か月前
株式会社デンソー
車載システム
21日前
株式会社デンソーエアクール
換気空調装置
28日前
株式会社デンソー
車載システム
21日前
株式会社デンソー
車両制御装置
21日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ