TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025159859
公報種別
公開特許公報(A)
公開日
2025-10-22
出願番号
2024062683
出願日
2024-04-09
発明の名称
円筒研削方法及び円筒研削機
出願人
信越半導体株式会社
代理人
個人
,
個人
,
個人
主分類
B24B
41/06 20120101AFI20251015BHJP(研削;研磨)
要約
【課題】
シリコン単結晶インゴットを円筒研削した後の搬出工程に於いて、支持装置内に円錐状のテール部の先端が残存していた場合に、それを確実に発見することができる円筒研削方法及び円筒研削機を提供することを目的とする。
【解決手段】
結晶棒を円筒研削する円筒研削方法であって、支持装置として、結晶棒の円錐状の端部を支持可能な凹形状の支持部を有する支持装置を用い、円筒研削機として、支持部内に結晶棒の円錐状の端部の一部が残存しているかどうかを判定する残存状態判定手段を具備する円筒研削機を用い、円筒研削の連続処理において、残存状態判定手段により、支持部内に端部の一部が残存していないと判定された場合は連続処理を継続し、端部の一部が残存していると判定された場合は連続処理を停止する円筒研削方法。
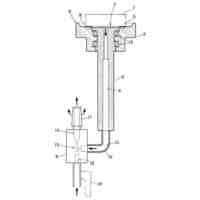
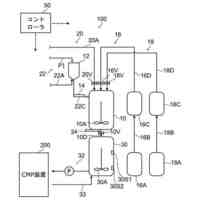
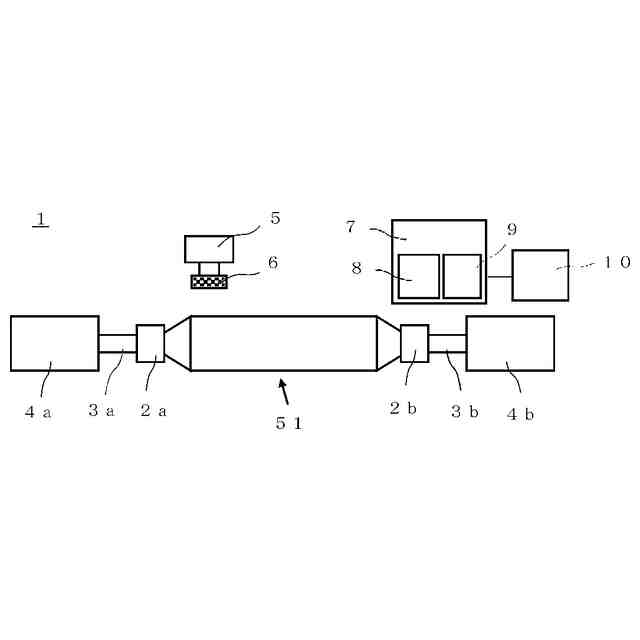
【選択図】図1
特許請求の範囲
【請求項1】
結晶棒の端部を支持する支持装置が各々の先端に取り付けられている主軸と副軸を介して前記結晶棒を軸方向に挟んで軸周りに回転可能にする一対の支持ユニットと、該一対の支持ユニットに支持された前記結晶棒の軸方向に沿って移動しつつ前記結晶棒の外周を円筒研削する研削ユニットとを具備する円筒研削機を用い、前記結晶棒を円筒研削する円筒研削方法であって、
前記支持装置として、前記結晶棒の円錐状の端部を支持可能な凹形状の支持部を有する支持装置を用い、
前記円筒研削機として、前記支持部内に前記結晶棒の円錐状の端部の一部が残存しているかどうかを判定する残存状態判定手段を具備する円筒研削機を用い、
前記円筒研削の連続処理において、前記残存状態判定手段により、前記支持部内に前記端部の一部が残存していないと判定された場合は前記連続処理を継続し、前記端部の一部が残存していると判定された場合は前記連続処理を停止することを特徴とする円筒研削方法。
続きを表示(約 1,300 文字)
【請求項2】
前記残存状態判定手段による判定を、前記円筒研削の前後における前記結晶棒の円錐状の端部の画像を取得して、該画像を比較して、前記円筒研削後の前記結晶棒の円錐状の端部が欠損していると判定された場合に、前記支持部内に前記結晶棒の円錐状の端部の一部が残存していると判定することにより行うことを特徴とする請求項1に記載の円筒研削方法。
【請求項3】
前記残存状態判定手段による判定を、前記結晶棒の円錐状の端部の一部と前記支持部によって囲まれた空間に圧縮空気を供給し、該空間の圧力が上昇することを圧力センサーが検知した場合に、前記支持部内に前記結晶棒の円錐状の端部の一部が残存していると判定することにより行うことを特徴とする請求項1に記載の円筒研削方法。
【請求項4】
前記連続処理の停止を自動で行うことを特徴とする請求項1から3のいずれか一項に記載の円筒研削方法。
【請求項5】
結晶棒の端部を支持する支持装置が各々の先端に取り付けられている主軸と副軸を介して前記結晶棒を軸方向に挟んで軸周りに回転可能にする一対の支持ユニットと、該一対の支持ユニットに支持された前記結晶棒の軸方向に沿って移動しつつ前記結晶棒の外周を円筒研削する研削ユニットとを具備する円筒研削機であって、
前記支持装置は前記結晶棒の円錐状の端部を支持可能な凹形状の支持部を有し、
前記円筒研削機は、前記支持部内に前記結晶棒の円錐状の端部の一部が残存しているかどうかを判定する残存状態判定手段を具備し、
前記残存状態判定手段は、前記円筒研削の連続処理において、前記支持部内に前記結晶棒の円錐状の端部の一部が残存しているかどうかを判定し、残存していると判定した場合に判定信号を発する機能を有するものであることを特徴とする円筒研削機。
【請求項6】
前記残存状態判定手段は、画像撮像部と欠損判定部を有し、前記画像撮像部は前記円筒研削前後における前記結晶棒の円錐状の端部の画像を取得する機能を有し、前記欠損判定部が前記画像を比較して前記円筒研削後の前記結晶棒の円錐状の端部が欠損していると判定したときに、前記支持部内に前記結晶棒の円錐状の端部の一部が残存していると判定する機能を有するものであることを特徴とする請求項5に記載の円筒研削機。
【請求項7】
前記残存状態判定手段は、圧縮空気供給部と圧力センサーを有し、前記圧縮空気供給部は、前記支持部内に圧縮空気を供給する機能を有し、前記圧力センサーは、前記支持部内の圧力の上昇を検知する機能、及び圧力の上昇を検知した場合に前記支持部内に前記結晶棒の円錐状の端部の一部が残存していると判定する機能を有するものであることを特徴とする請求項5に記載の円筒研削機。
【請求項8】
前記円筒研削機は、前記残存状態判定手段が前記支持部内に前記結晶棒の円錐状の端部の一部が残存していると判定した場合、前記連続処理を自動で停止する機能を有する自動停止手段を具備するものであることを特徴とする請求項5から7のいずれか一項に記載の円筒研削機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、円筒研削方法及び円筒研削装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年の半導体デバイスはその性能向上と製造コストの低減のため、半導体デバイス製造に使用されるウェーハの大直径化が進んでいる。この半導体デバイス製造に使用されているウェーハは、チョクラルスキー法等により円筒状の直胴部の軸方向の端部に円錐状のコーン部とテール部を有する結晶棒を作製し、円筒研削機にて結晶棒の外周を円筒研削後、軸方向に対して垂直にスライスして板状に切り出し、研磨工程を経て製造されている。近年、1本の結晶棒から得るウェーハの枚数の増加やウェーハの大直径化に伴い、作製される結晶棒も長尺化・大直径化し、高重量化している。
【0003】
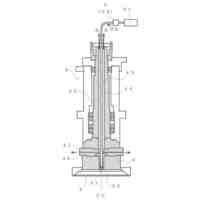
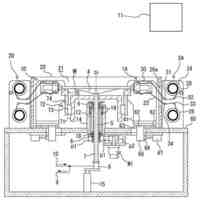
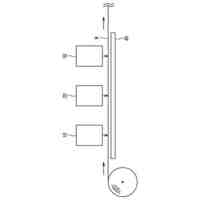
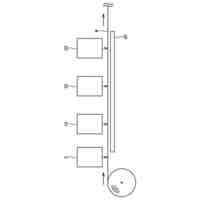
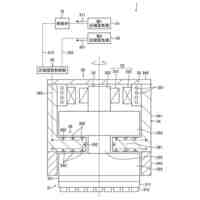
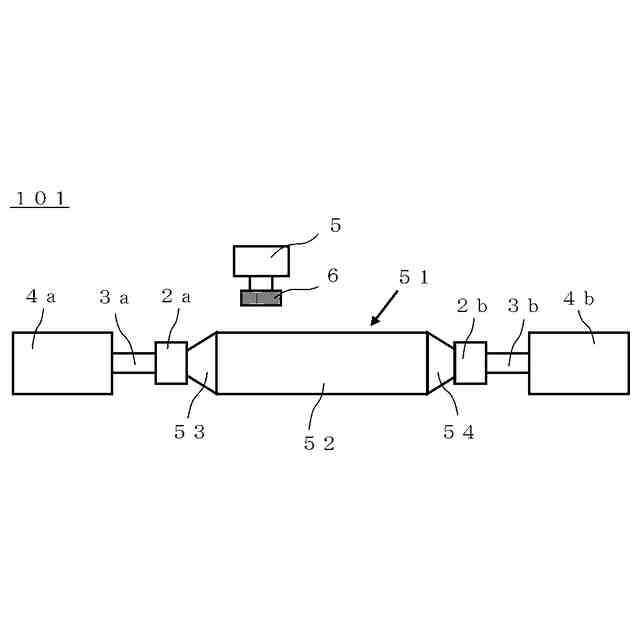
このような結晶棒を円筒研削する際、一般的な円筒研削機は、結晶棒を機内外に搬送するための搬送ユニット、保持するための支持ユニット、結晶棒の外周を円筒研削するための研削ユニットから構成されている。図3に一般的な円筒研削機に結晶棒が保持された状態の模式図(搬送段階)、図4に一般的な円筒研削機に結晶棒が保持された状態の模式図(研削段階)を示す。
【0004】
結晶棒51は直胴部52及び直胴部の両端のコーン部53、テール部54により構成される。結晶棒51は搬送ユニット13により円筒研削機内に搬送される。円筒研削機101は一般的に、支持ユニット(第1支持ユニット)4a、支持ユニット(第2支持ユニット)4bに、結晶棒51を回転させるための主軸3a、副軸3bを介して支持装置2a、2bが設置されている。主軸側の第1支持ユニット4aは固定されているが、副軸側の第2支持ユニット4bがサーボモーターなどの駆動機構(図示せず)により可動することにより、結晶棒51は第1支持ユニット4aと第2支持ユニット4bにより、結晶軸方向に挟まれる。結晶棒51の円筒面は研削ユニット5の砥石6を用いて研削される。
【先行技術文献】
【特許文献】
【0005】
特開2023-173377号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
結晶棒に関して、図5に無転位の結晶棒51aを示す。結晶棒両端のコーン部、及びテール部の形状は円錐状となっている(円錐状コーン部53a、円錐状テール部54a)。
【0007】
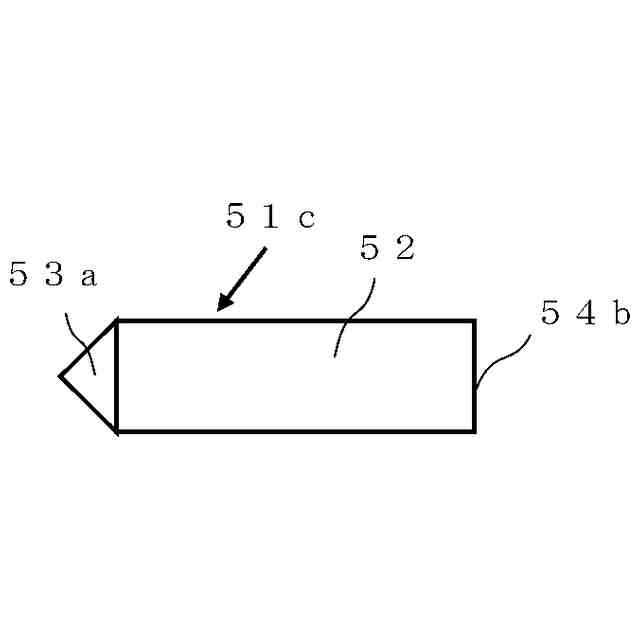
図6は育成途中に有転位化した結晶棒51bを示している。この場合、支持装置2a、2bによって結晶棒51bを軸方向に挟んで固定すると、有転位部SLが崩壊し、正常に固定できないという問題がある。そのため、前処理として有転位部SLをバンドソー切断機などによって結晶軸方向に対して垂直に切断し、図7のように有転位部SLを平坦面54bにしてから円筒研削を行う。さらにコーン部53aを切断して平坦面53bにした場合は、図8のような状態になる。
【0008】
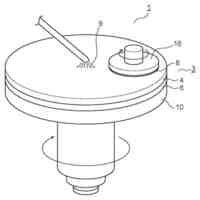
支持装置2a、2bは、図2に示すように、円錐孔を有する支持部(第1支持部)11、垂直に切断された平坦面53b、54bを支持する支持部(第2支持部)12を含む。
【0009】
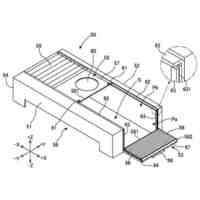
円錐状コーン部53a、及び円錐状テール部54aは、図9に示すように円錐孔が設けられた第1支持部11にて支持される。コーン部が切断された平坦面53b、及び有転位部又はテール部が切断された平坦面54bは、図10に示すように第2支持部12にて支持される。なお、第2支持部12は、前処理として結晶棒を軸方向に対してちょうど垂直に切断できなかった場合でも水平に挟持できるように、上下左右に若干の可動範囲がある構造となっている。
【0010】
次に、結晶棒51を搬送ユニット13により円筒研削機101内に搬送し、第1支持ユニット4a、第2支持ユニット4bにより結晶棒51を結晶軸方向に挟む、円筒研削の準備工程(ローディング工程)について、図11~14を用いて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社松風
研磨用ゴム砥石
1か月前
株式会社SUS
ワーク保持治具
8日前
株式会社東京精密
研削装置
1か月前
株式会社タカトリ
ウエハの研削装置
24日前
株式会社ディスコ
被加工物の加工方法
2か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工方法
1か月前
ノリタケ株式会社
超砥粒ホイール
1か月前
株式会社東京精密
加工装置
1か月前
秀和工業株式会社
処理装置および処理方法
2か月前
ノリタケ株式会社
研磨パッド
1か月前
株式会社荏原製作所
研磨装置
15日前
株式会社スギノマシン
ウォータージェット切断装置
今日
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社東京精密
研削装置
2か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社ディスコ
加工装置
16日前
株式会社ディスコ
加工装置
2か月前
Mipox株式会社
研磨部材の製造方法
2か月前
株式会社ディスコ
切削装置
22日前
Mipox株式会社
研磨部材の製造方法
2か月前
Mipox株式会社
研磨部材の製造方法
2か月前
株式会社クラッチ
ブラスト加工用ボックス
1か月前
株式会社ディスコ
貼り合わせウェーハの加工方法
27日前
株式会社東京精密
ハブレスブレード
1か月前
株式会社和井田製作所
エッジライン生成装置
1か月前
株式会社東京精密
スラリー供給装置
2か月前
株式会社ディスコ
切削装置
2か月前
株式会社東京精密
研削装置
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
1日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ