TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025155897
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2025022204
出願日
2025-02-14
発明の名称
アルミキルド鋼の製造方法
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
B22D
11/12 20060101AFI20251002BHJP(鋳造;粉末冶金)
要約
【課題】耐表面割れ性および耐コーナー割れ性に優れた鋳片を製造する方法を提供する。
【解決手段】下記式で算出されるC当量Cpが0.10~0.20質量%の範囲にあるアルミキルド鋼を製造する方法であって、Ti含有量とN含有量との質量比Ti/Nが3.5以上を満たし、連続鋳造での鋳片の凝固シェル厚さが10~30mmの範囲にある二次冷却帯上部における鋳片の表面温度を1050℃以上となるように制御し、曲げ矯正または曲げ戻し矯正を行う時点の鋳片の温度を高温延性が50%以上の温度を維持するように冷却する。
Cp=C-0.0022×Si+0.019×Mn-0.179×P+2.258×S-0.123×Al-0.002×Cr-0.035×Mo-0.438×Nb-0.058×V+0.025×Ni+0.378×N+0.019×Cu
式中の元素記号は、質量%で表示する各元素の含有量を表し、含有していないときは0と置く。
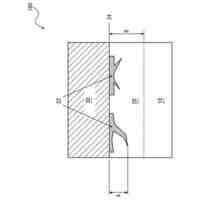
【選択図】図1
特許請求の範囲
【請求項1】
質量%で、下記(1)式で算出されるC当量Cpが0.10~0.20%の範囲にあるアルミキルド鋼を製造する方法であって、
Ti含有量とN含有量との質量比Ti/Nが3.5以上を満たし、
連続鋳造での鋳片の凝固シェル厚さが10~30mmの範囲にある二次冷却帯上部における鋳片の表面温度を1050℃以上となるように制御するとともに、
曲げ矯正または曲げ戻し矯正を行う時点の鋳片の温度は高温延性が50%以上の温度を維持するように冷却する、アルミキルド鋼の製造方法。
Cp=C-0.0022×Si+0.019×Mn-0.179×P+2.258×S-0.123×Al-0.002×Cr-0.035×Mo-0.438×Nb-0.058×V+0.025×Ni+0.378×N+0.019×Cu (1)
ここで、(1)式中の元素記号は、質量%で表示する各元素の含有量を表し、含有していないときは0と置く。
続きを表示(約 540 文字)
【請求項2】
連続鋳造での鋳片の凝固シェル厚さが10~30mmの範囲にある二次冷却帯上部における鋳片の表面温度を1050℃以上1400℃以下とし、
曲げ矯正または曲げ戻し矯正を行う時点の鋳片の温度を850℃以上とする、請求項1に記載のアルミキルド鋼の製造方法。
【請求項3】
Ti含有量とN含有量の質量比Ti/Nが4.5以上を満たし、
連続鋳造での鋳片の凝固シェル厚さが10~30mmの範囲にある二次冷却帯上部における鋳片の表面温度を1050℃以上1400℃以下とし、
曲げ矯正または曲げ戻し矯正を行う時点の鋳片の温度を820℃以上とする、請求項1に記載のアルミキルド鋼の製造方法。
【請求項4】
質量%で、前記(1)式で算出されるC当量Cpが0.14~0.16%の範囲にある、請求項1~3のいずれか1項に記載のアルミキルド鋼の製造方法。
【請求項5】
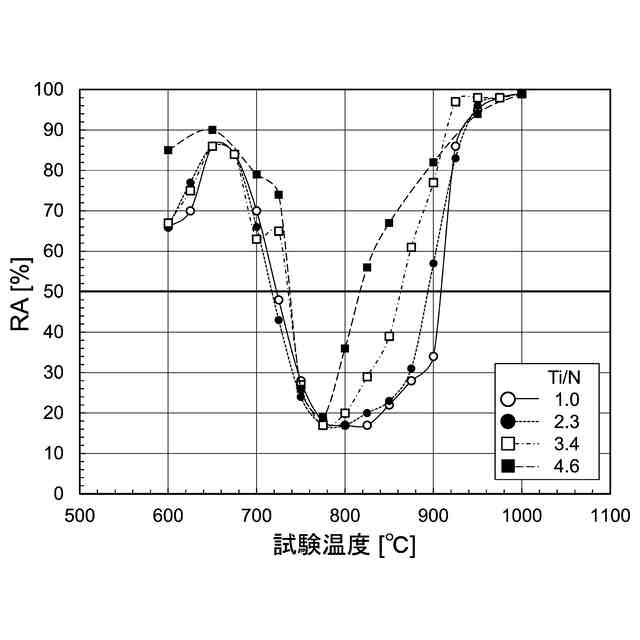
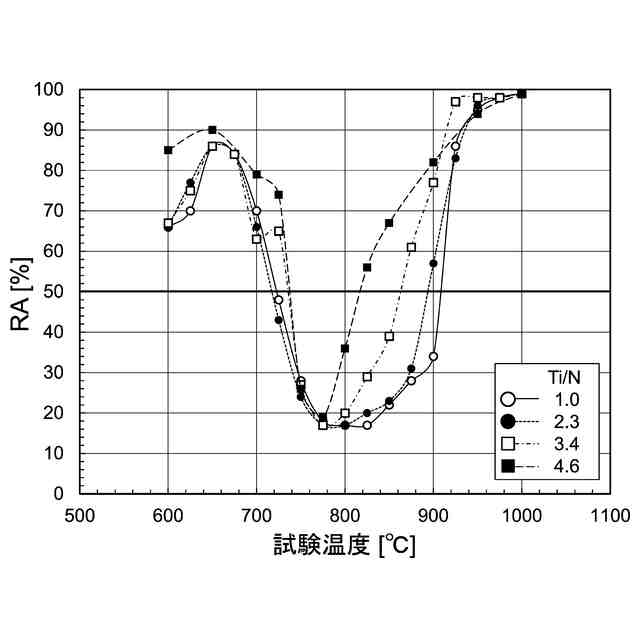
鋳片の熱間延性の測定方法は、同等の成分組成の鋳造したスラブから100mm長のサンプルを切り取り、サンプル片を1420℃で60秒加熱した後、1200~600℃の範囲に保持し、100℃ごとに引張試験を行う、
請求項1に記載のアルミキルド鋼の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミキルド鋼を連続鋳造するに際し、耐表面割れ性および耐コーナー割れ性に優れた鋳片を製造する方法に関する。本明細書中で、数値の範囲を表す「x~y」は、x以上y以下を表し、境界値を含む。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
一般的に、湾曲型ないし垂直曲げ型連続鋳造機で連続鋳造したアルミキルド鋼に発生する表面割れは、連続鋳造機内での曲げ矯正時あるいは曲げ戻し時の矯正歪によって、鋳片に応力が集中することで発生しやすい傾向にある。
【0003】
この鋳片曲げ応力によって発生する表面割れは、オーステナイト(以下、γともいう)粒界にAlN等の窒化物あるいはNbC等の炭化物が析出することによって、ボイド(空隙)が発生し、そのボイドを起点としてγ粒界に沿って割れが進展する。
【0004】
前述の表面割れは鋳片を曲げ矯正する際に、鋳片表面温度がγ相からフェライト(以下、αともいう)相に変態する温度、いわゆる脆化温度域になると発生することが知られている。従来、この脆化温度域で発現する鋳片の表面割れ対策としては、鋳片を曲げ矯正する際の温度を、高温延性が低下する温度域(脆化温度域)から低温側もしくは高温側に回避するように鋳片表面温度を制御する方法が挙げられる。しかしながら、鋳造速度の変化や冷却水温の変化などに影響を受け、鋳片表面温度は変化する。そのため、鋳片の表面温度のみを制御して脆化温度域を完全に回避するのは困難である。
【0005】
そこで、たとえば、特許文献1には、γ粒界へのAlNの析出を抑制し、TiNを優先的に析出させることで低炭素アルミキルド鋼の曲げ矯正時あるいは曲げ戻し矯正時に発生する表面割れを防止する技術が開示されている。特許文献1では、低炭素アルミキルド鋼を連続鋳造するに際し、Tiを0.010質量%超え0.025質量%以下となるように添加している。また、特許文献2には、Tiを添加することなく、AlおよびNb含有量を特定し、鋳片表層の冷却速度と冷却停止温度を特定し、復熱したのち矯正する鋼の連続鋳造方法が開示されている。特許文献2の技術では、γ粒を微細化して割れ感受性を小さくするとしている。特許文献3では、Tiに加えてBを添加することで、Al含有量が微量である連続鋳造鋳片の表面割れを抑制する技術が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2016-022498号公報
特開平11-033688号公報
特開2016-112590号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記各従来技術には以下のような解決しなければならない課題がある。
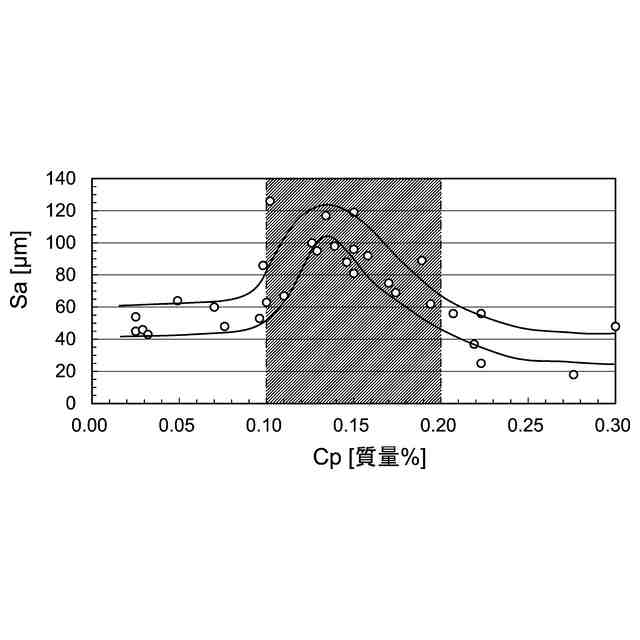
すなわち、特許文献1や特許文献2の実施例では、炭素含有量が0.08~0.09質量%までの比較的割れ感受性の低い低炭素領域の鋳片割れについて適用している。これらの技術は、γ粒の微細化やγ粒界へのAlNの析出抑制によっている。一方で、炭素当量が0.10~0.20質量%の範囲、特に炭素当量が0.14~0.16質量%の、いわゆる亜包晶領域のアルミキルド鋼は、鋳型内での鋳片表層のオシレーションマークが深くなる。そして、オシレーションマークの谷間に応力が集中することで割れが発生する。そのため、特許文献1や2の技術では表面割れやコーナー割れを抑制することが困難であった。また、特許文献3にかかる技術は、sol.Al(酸可溶Al)の含有量が0.005質量%未満に適用するものであって、アルミキルド鋼に適用できるものではない。
【0008】
本発明は前記課題を解決するためになされたものであり、その目的とするところは、割れ感受性の高い亜包晶領域に位置するアルミキルド鋼を連続鋳造するに際し、耐表面割れ性および耐コーナー割れ性に優れた鋳片を製造する方法を提供することである。
【課題を解決するための手段】
【0009】
上記課題を有利に解決する本発明にかかるアルミキルド鋼の製造方法は、質量%で、下記(1)式で算出されるC当量Cpが0.10~0.20%の範囲にあるアルミキルド鋼を製造する方法であって、Ti含有量とN含有量との質量比Ti/Nが3.5以上を満たし、連続鋳造での鋳片の凝固シェル厚さが10~30mmの範囲にある二次冷却帯上部における鋳片の表面温度を1050℃以上となるように制御するとともに、曲げ矯正または曲げ戻し矯正を行う時点の鋳片の温度は高温延性が50%以上の温度を維持するように冷却することを特徴とする。
Cp=C-0.0022×Si+0.019×Mn-0.179×P+2.258×S-0.123×Al-0.002×Cr-0.035×Mo-0.438×Nb-0.058×V+0.025×Ni+0.378×N+0.019×Cu (1)
ここで、(1)式中の元素記号は、質量%で表示する各元素の含有量を表し、含有していないときは0と置く。
【0010】
なお、本発明にかかるアルミキルド鋼の製造方法は、
(a)連続鋳造での鋳片の凝固シェル厚さが10~30mmの範囲にある二次冷却帯上部における鋳片の表面温度を1050℃以上1400℃以下とし、曲げ矯正または曲げ戻し矯正を行う時点の鋳片の温度を850℃以上とすること、
(b)Ti含有量とN含有量の質量比Ti/Nが4.5以上を満たし、連続鋳造での鋳片の凝固シェル厚さが10~30mmの範囲にある二次冷却帯上部における鋳片の表面温度を1050℃以上1400℃以下とし、曲げ矯正または曲げ戻し矯正を行う時点の鋳片の温度を820℃以上とすること、
(c)質量%で、前記(1)式で算出されるC当量Cpが0.14~0.16%の範囲にあること、
(d)鋳片の熱間延性の測定方法は、同等の成分組成の鋳造したスラブから100mm長のサンプルを切り取り、サンプル片を1420℃で60秒加熱した後、1200~600℃の範囲に保持し、100℃ごとに引張試験を行うこと、
などがより好ましい実施形態になる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
高炉の原料装入方法
18日前
JFEスチール株式会社
デスケーリング装置
5日前
JFEスチール株式会社
診断システム及び診断方法
10日前
JFEスチール株式会社
構造材及び構造材の製造方法
5日前
JFEスチール株式会社
金物投入設備及び金物投入方法
4日前
JFEスチール株式会社
治具及び、鋼帯コイルの搬送方法
19日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
10日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
10日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
10日前
JFEスチール株式会社
ドレッシング方法及びドレッシング装置
10日前
JFEスチール株式会社
熱延鋼材の製造方法
12日前
JFEスチール株式会社
打撃試験装置、打撃試験方法、異常検知装置、および耐火物の厚み計測方法
26日前
JFEスチール株式会社
打撃試験装置、打撃試験方法、異常検知装置、および耐火物の厚み計測方法
26日前
JFEスチール株式会社
焼結原料供給設備における混合原料水分値推定方法及びミキサー散水量設定方法
4日前
JFEスチール株式会社
亜鉛の除去方法及び亜鉛の除去装置
25日前
JFEスチール株式会社
ガス吸着塔の状態の判定方法、ガス吸着塔のメンテナンス方法、およびガス吸着塔設備
26日前
JFEスチール株式会社
連続式加熱炉における燃焼空気流量の制御方法、金属板の製造方法、及び連続式加熱炉
25日前
JFEスチール株式会社
金属板の成形限界判定方法、金属板の成形限界判定システム及び金属板の成形限界判定プログラム
4日前
JFEスチール株式会社
製造条件決定方法、達成確率推定方法、達成確率推定モデル作成方法、製造条件決定装置及びプログラム
4日前
JFEスチール株式会社
土留め構造物、鋼-コンクリート構造物、鋼製セグメント、構造物の施工方法、構造物の維持管理方法、構造物のパラメータ測定方法及び構造物のモニタリング方法
25日前
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
7か月前
芝浦機械株式会社
成形システム
1か月前
トヨタ自動車株式会社
押湯入子
3か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
大阪硅曹株式会社
無機中子用水性塗型剤
3か月前
日本製鉄株式会社
モールドパウダー
1か月前
株式会社プロテリアル
合金粉末の製造方法
7か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
株式会社キャステム
鋳造品の製造方法
7か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
トヨタ自動車株式会社
突き折り棒
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ