TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025154567
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057641
出願日
2024-03-29
発明の名称
ダイシング装置およびダイシング装置のトリミング方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
H01L
21/301 20060101AFI20251002BHJP(基本的電気素子)
要約
【課題】トリミング加工されたワークを簡単で高精度に測定できるダイシング装置を提供する。
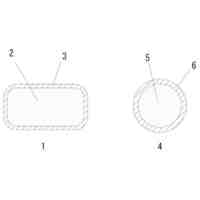
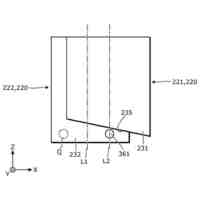
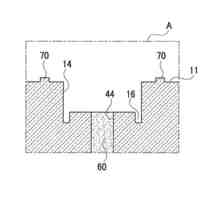
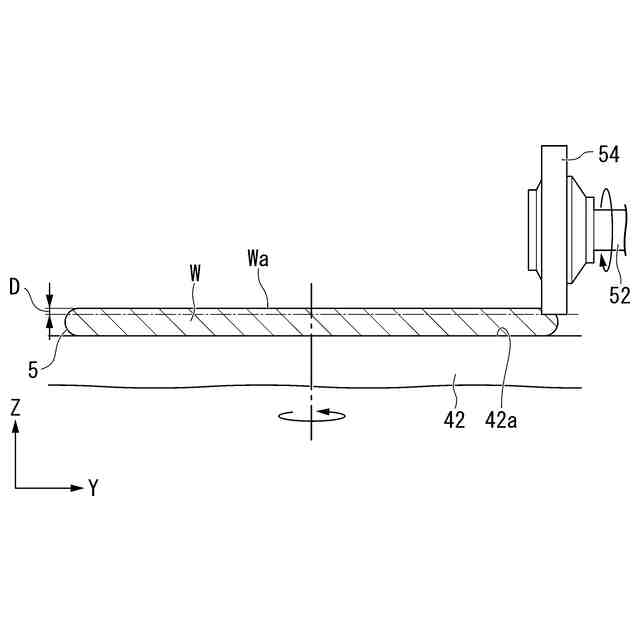
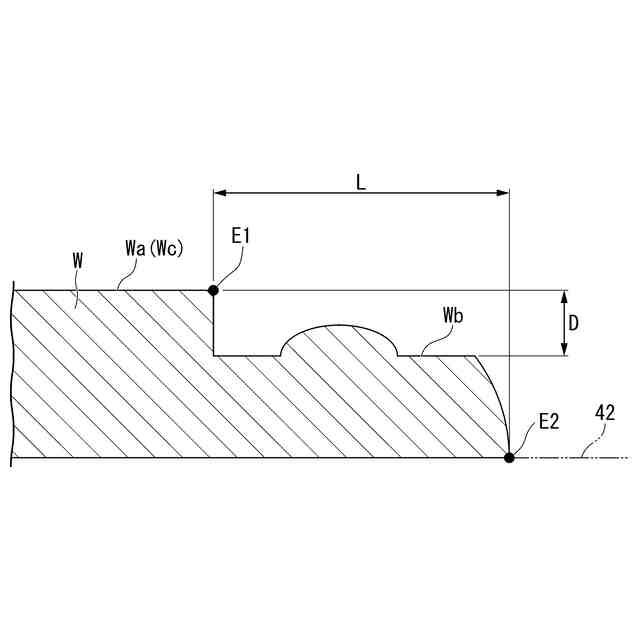
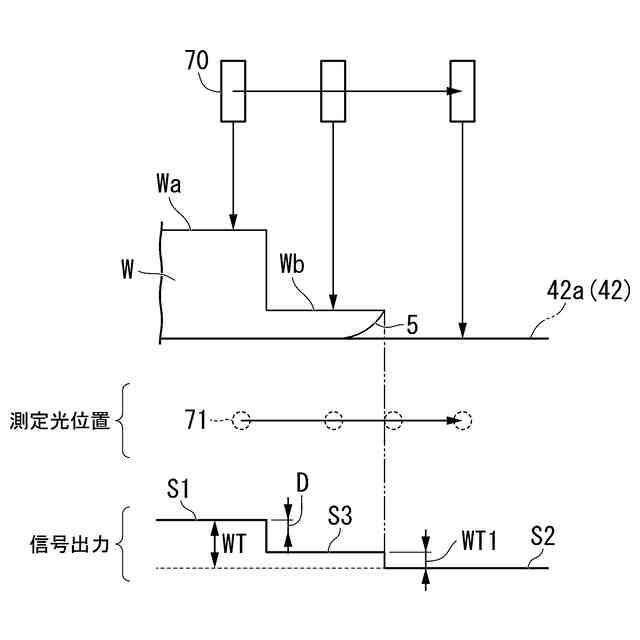
【解決手段】制御部は、下側に窪んだ段部が外周部に形成され、段部の内側に内側領域が形成されたワークに対して、測定光がXY平面に沿って、内側領域とワークの外側との間で段部を横切ったときに測定される、内側領域と段部との境界に位置する第1エッジ部と、ワークの外形部に位置する第2エッジ部の平面における位置に基づいて、ワークにおける内側領域および段部に関する情報を取得する。
【選択図】図5
特許請求の範囲
【請求項1】
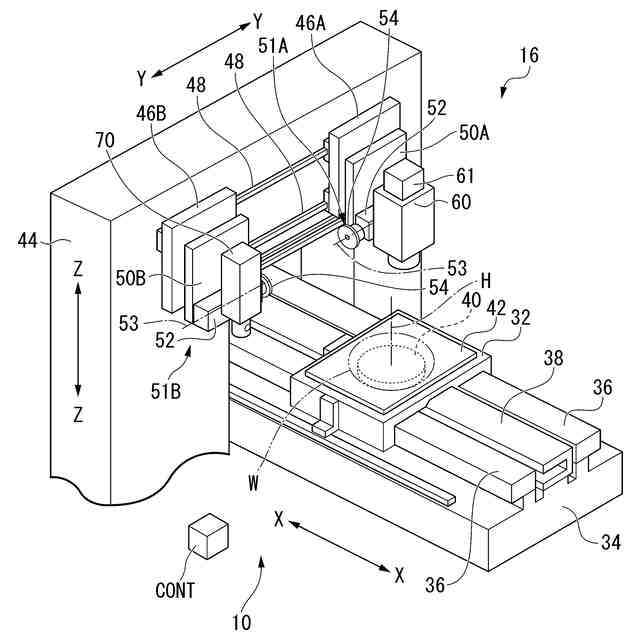
ワークを保持してX方向に移動可能なチャックテーブルと、
前記チャックテーブルをZ軸回りに回転させる回転テーブルと、
Y方向に移動可能であり、前記ワークを観察可能な顕微鏡と、
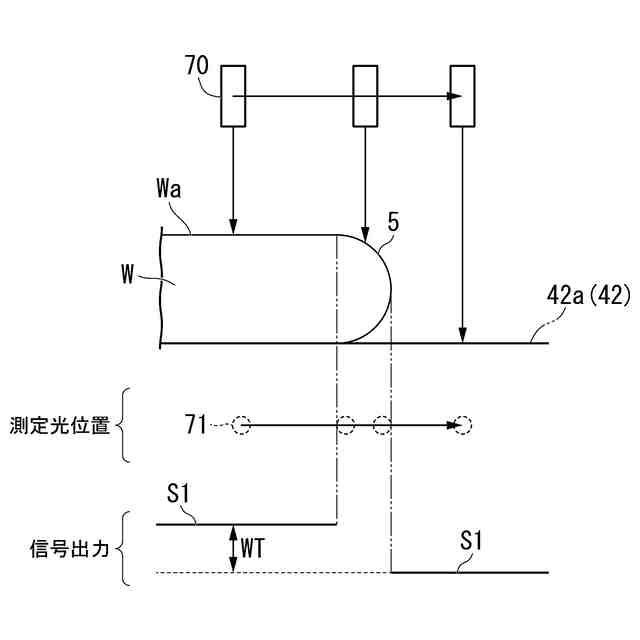
前記Y方向に移動可能であり、前記ワークに向けて照射した測定光の反射光を受光することで前記ワークの法線方向の位置を測定する変位センサと、
前記顕微鏡および前記変位センサの測定結果に基づいて、前記チャックテーブル、前記回転テーブル、前記顕微鏡および前記変位センサの移動を制御する制御部と、
を備え、
前記制御部は、
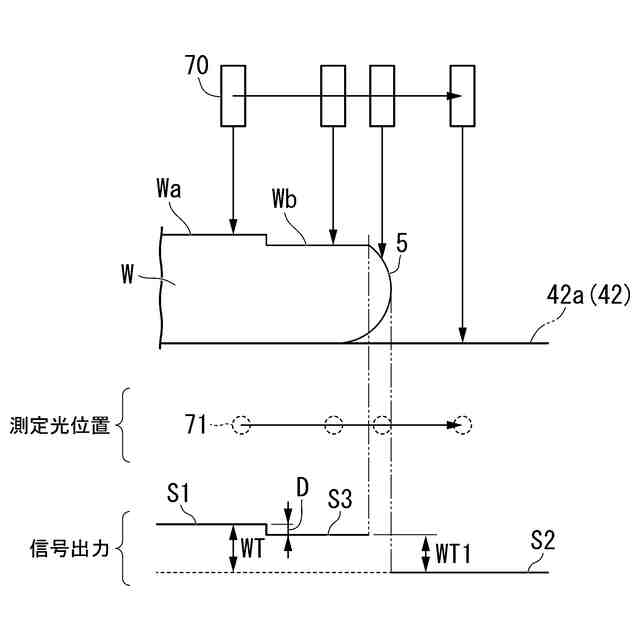
下側に窪んだ段部が外周部に形成され、前記段部の内側に内側領域が形成された前記ワークに対して、前記測定光がXY平面に沿って、前記内側領域と前記ワークの外側との間で前記段部を横切ったときに測定される、前記内側領域と前記段部との境界に位置する第1エッジ部と、前記ワークの外形部に位置する第2エッジ部の前記XY平面における位置に基づいて、前記ワークにおける前記内側領域および前記段部に関する情報を取得する、ダイシング装置。
続きを表示(約 1,500 文字)
【請求項2】
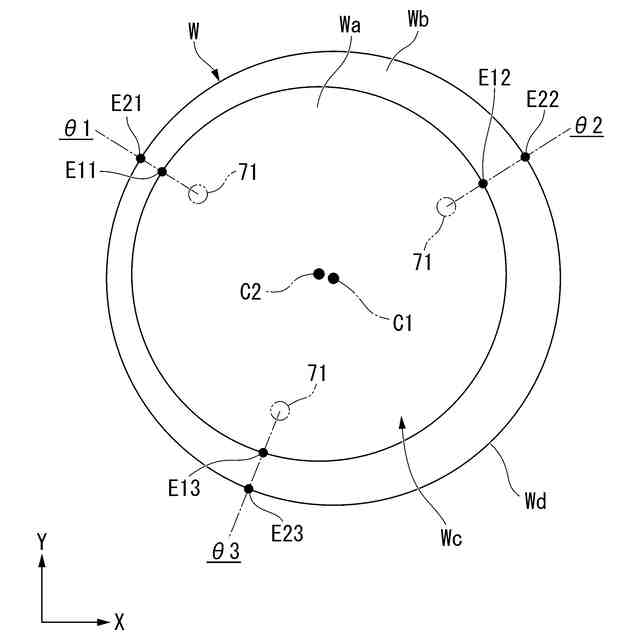
前記内側領域と前記段部との境界、および前記外形部は、前記法線方向に見て円形であり、
前記測定光が前記外形部の円弧中心を中心とする径方向に走査したときに、前記第1エッジ部および前記第2エッジ部の位置が測定される、
請求項1に記載のダイシング装置。
【請求項3】
円弧中心を中心とする周方向の位置が異なる3箇所以上で前記第1エッジ部および前記第2エッジ部の位置が測定される、
請求項2に記載のダイシング装置。
【請求項4】
3箇所以上で測定された前記第1エッジ部および前記第2エッジ部の位置から、前記ワークの外径に対して前記内側領域の偏心量と偏心方向を算出する、
請求項3に記載のダイシング装置。
【請求項5】
前記チャックテーブルに保持された前記ワークを切削するブレードと、前記ブレードを回転させるスピンドルと、を含む切削部と、を備え、
前記段部は、前記ブレードにより形成されている、
請求項2から4のいずれか一項に記載のダイシング装置。
【請求項6】
前記制御部は、所定深さよりも浅い深さで前記段部を形成させた後に、前記ブレードにより前記段部に関する情報に応じた深さで前記段部を再切削させる、
請求項5に記載のダイシング装置。
【請求項7】
前記制御部は、前記内側領域が所定外径よりも大きい外径で前記段部を形成させた後に、前記ブレードにより前記内側領域に関する情報に応じた外径で前記段部を再切削させる、請求項5に記載のダイシング装置。
【請求項8】
前記制御部は、前記内側領域が所定外径よりも大きい外径で前記段部を形成させた後に、前記ブレードにより前期内側領域の偏心量と偏心方向に応じた偏心量と偏心方向で前記段部を再切削させる、請求項5に記載のダイシング装置。
【請求項9】
ワークを保持してX方向に移動可能なチャックテーブルと、前記チャックテーブルをZ軸回りに回転させる回転テーブルと、 Y方向に移動可能であり、前記ワークを観察可能な顕微鏡と、前記Y方向に移動可能であり、前記ワークに向けて照射した測定光の反射光を受光することで前記ワークの法線方向の位置を測定する変位センサと、前記顕微鏡および前記変位センサの測定結果に基づいて、前記チャックテーブル、前記回転テーブル、前記顕微鏡および前記変位センサの移動を制御する制御部と、を備えたダイシング装置のトリミング方法であって、
外周部に所定深さよりも浅い深さで下側に窪んだ段部が形成され、前記段部の内側に内側領域が形成された前記ワークを準備することと、
前記測定光がXY平面に沿って、前記内側領域と前記ワークの外側との間で前記段部を横切ったときに測定される、前記内側領域と前記段部との境界に位置する第1エッジ部と、前記ワークの外形部に位置する第2エッジ部の前記XY平面における位置に基づいて、前記ワークにおける前記内側領域および前記段部に関する情報を取得することと、
前記段部に関する情報に応じた深さで前記段部を再切削させることと、
を含む、ダイシング装置のトリミング方法。
【請求項10】
前記ワークは、前記外周部に前記所定深さよりも浅い深さで下側に窪み、且つ、前記内側領域が所定外径よりも大きい外径となる前記段部が形成されており、
前記段部を再切削させることは、前記段部に関する情報に応じた深さで、且つ、前記内側領域に関する情報に応じた外径で前記段部を再切削させることを含む、
請求項9に記載のダイシング装置のトリミング方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイシング装置およびダイシング装置のトリミング方法に関するものである。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
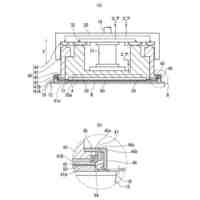
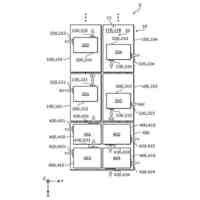
半導体素子や電子部品が形成されたウェーハ等のワークを個々のチップに分割するダイシング装置においては、スピンドルによって高速に回転されるブレードと、ワークを吸着保持するチャックテーブルと、チャックテーブルとブレードとの相対的位置を変化させるX、Y、Z、θ駆動部とを備えている。このダイシング装置では、各駆動部によりブレードとワークとを相対的に移動させながら、ブレードによってワークを切り込むことによりダイシング加工(切削加工)する。
【0003】
ウェーハ等のワークを極薄化する際には、外周部のR形状の影響でエッジチッピングが発生し、そこを起点としたワークの割れが課題となっている。ワークの割れを防止するためには、エッジチッピングの要因となる外周部のR形状をブレードによって予め除去するトリミング加工が行われる。
【0004】
トリミング加工されたワークに対しては、顕微鏡を用いてエッジ部のXY平面における位置を3点以上測定し、測定した位置関係に基づいてトリミングの幅や、トリミング加工で形成された内側部分の中心位置、内径等を測定している。トリミング加工されたワークにおける表面のZ方向の位置を測定するために、特許文献1には、顕微鏡を用いてそのフォーカス位置から測定する方法、白色干渉顕微鏡を使って得られる段差プロファイルから測定する方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2021-125592号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、白色干渉顕微鏡は、視野が狭く、深さ方向に走査が必要なため測定に時間が掛かるという問題がある。
【0007】
そこで、顕微鏡のオートフォーカス機構を用いて、ワークにおける表面のZ方向の位置を測定することが考えられるが、トリミング加工された領域全体を視野とするには、顕微鏡を低倍率にする必要があり測定精度が低下する。一方、顕微鏡を高倍率にすると、トリミング加工された領域全体が視野に収まらないため、測定位置毎に視野の位置を移動させる必要があり測定に時間を要するという問題が生じる。そのため、従来では、一旦ワークをチャックテーブルから取り外して別の測定機器で測定を行っており、測定作業に時間が掛かるという問題が生じる。
【0008】
本発明は、以上のような点を考慮してなされたもので、トリミング加工されたワークを簡単で高精度に測定できるダイシング装置および高精度のトリミング加工が可能なダイシング装置のトリミング方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は下記の態様を有する。
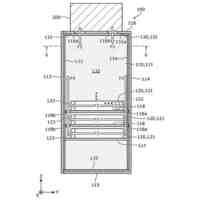
ワークを保持してX方向に移動可能なチャックテーブルと、前記チャックテーブルをZ軸回りに回転させる回転テーブルと、Y方向に移動可能であり、前記ワークを観察可能な顕微鏡と、前記Y方向に移動可能であり、前記ワークに向けて照射した測定光の反射光を受光することで前記ワークの法線方向の位置を測定する変位センサと、前記顕微鏡および前記変位センサの測定結果に基づいて、前記チャックテーブル、前記回転テーブル、前記顕微鏡および前記変位センサの移動を制御する制御部と、を備え、前記制御部は、下側に窪んだ段部が外周部に形成され、前記段部の内側に内側領域が形成された前記ワークに対して、前記測定光がXY平面に沿って、前記内側領域と前記ワークの外側との間で前記段部を横切ったときに測定される、前記内側領域と前記段部との境界に位置する第1エッジ部と、前記ワークの外形部に位置する第2エッジ部の前記平面における位置に基づいて、前記ワークにおける前記内側領域および前記段部に関する情報を取得する、ダイシング装置。
【0010】
また、本発明は下記の態様を有する。
ワークを保持してX方向に移動可能なチャックテーブルと、前記チャックテーブルをZ軸回りに回転させる回転テーブルと、 Y方向に移動可能であり、前記ワークを観察可能な顕微鏡と、前記Y方向に移動可能であり、前記ワークに向けて照射した測定光の反射光を受光することで前記ワークの法線方向の位置を測定する変位センサと、前記顕微鏡および前記変位センサの測定結果に基づいて、前記チャックテーブル、前記回転テーブル、前記顕微鏡および前記変位センサの移動を制御する制御部と、を備えたダイシング装置のトリミング方法であって、外周部に所定深さよりも浅い深さで下側に窪んだ段部が形成され、前記段部の内側に内側領域が形成された前記ワークを準備することと、前記測定光がXY平面に沿って、前記内側領域と前記ワークの外側との間で前記段部を横切ったときに測定される、前記内側領域と前記段部との境界に位置する第1エッジ部と、前記ワークの外形部に位置する第2エッジ部の前記XY平面における位置に基づいて、前記ワークにおける前記内側領域および前記段部に関する情報を取得することと、前記段部に関する情報に応じた深さで前記段部を再切削させることと、を含む、ダイシング装置のトリミング方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
CMP装置
1か月前
株式会社東京精密
ウェーハの在荷検知装置
11日前
株式会社東京精密
ウェハ加工システム及びウェハ加工方法
24日前
株式会社東京精密
プローバ制御装置及びプローバ制御方法
1か月前
東ソー株式会社
絶縁電線
1か月前
APB株式会社
蓄電セル
1か月前
個人
フレキシブル電気化学素子
1か月前
日新イオン機器株式会社
イオン源
1か月前
マクセル株式会社
電源装置
24日前
ローム株式会社
半導体装置
1か月前
株式会社ユーシン
操作装置
1か月前
株式会社東芝
端子台
24日前
株式会社GSユアサ
蓄電設備
1か月前
株式会社GSユアサ
蓄電設備
1か月前
株式会社GSユアサ
蓄電装置
25日前
株式会社GSユアサ
蓄電装置
17日前
株式会社ホロン
冷陰極電子源
1か月前
三菱電機株式会社
回路遮断器
11日前
太陽誘電株式会社
コイル部品
1か月前
富士電機株式会社
電磁接触器
3日前
株式会社GSユアサ
蓄電装置
3日前
株式会社GSユアサ
蓄電装置
25日前
オムロン株式会社
電磁継電器
1か月前
日新イオン機器株式会社
基板処理装置
27日前
北道電設株式会社
配電具カバー
1か月前
トヨタ自動車株式会社
バッテリ
1か月前
日本特殊陶業株式会社
保持装置
16日前
トヨタ自動車株式会社
冷却構造
1か月前
日本特殊陶業株式会社
保持装置
1か月前
トヨタ自動車株式会社
蓄電装置
25日前
ノリタケ株式会社
熱伝導シート
1か月前
サクサ株式会社
電池の固定構造
1か月前
トヨタ自動車株式会社
蓄電装置
1か月前
株式会社デンソー
電子装置
27日前
株式会社トクヤマ
シリコンエッチング液
1か月前
株式会社トクヤマ
シリコンエッチング液
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ