TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025154323
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057249
出願日
2024-03-29
発明の名称
成形品の製造方法
出願人
三菱ケミカル株式会社
代理人
弁理士法人市澤・川田国際特許事務所
主分類
H01L
21/027 20060101AFI20251002BHJP(基本的電気素子)
要約
【課題】厚みむらが抑制されたフィルム状の成形品を製造する方法を提供する。
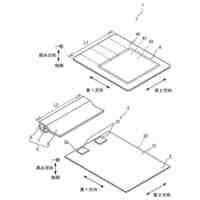
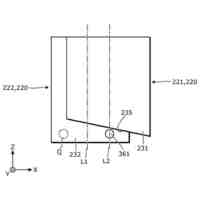
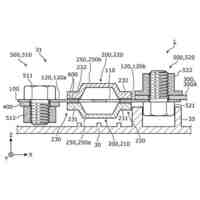
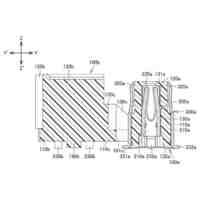
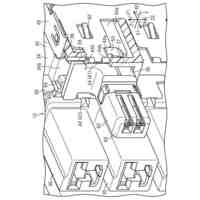
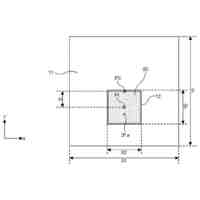
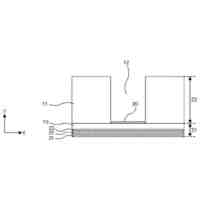
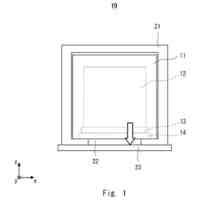
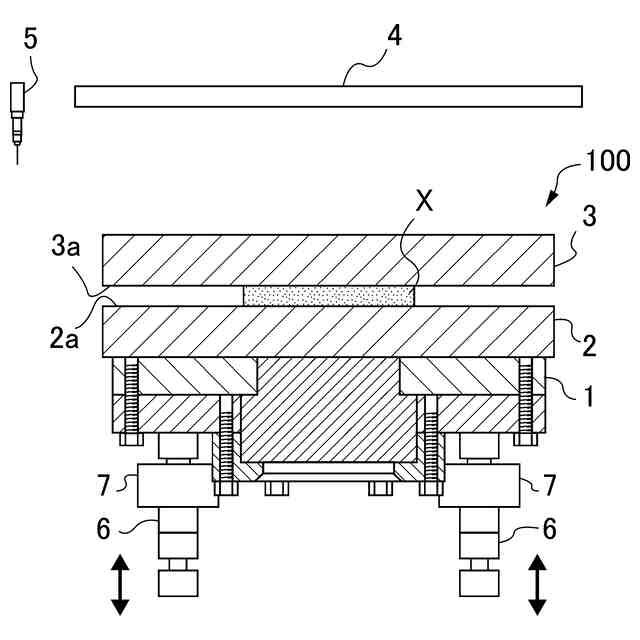
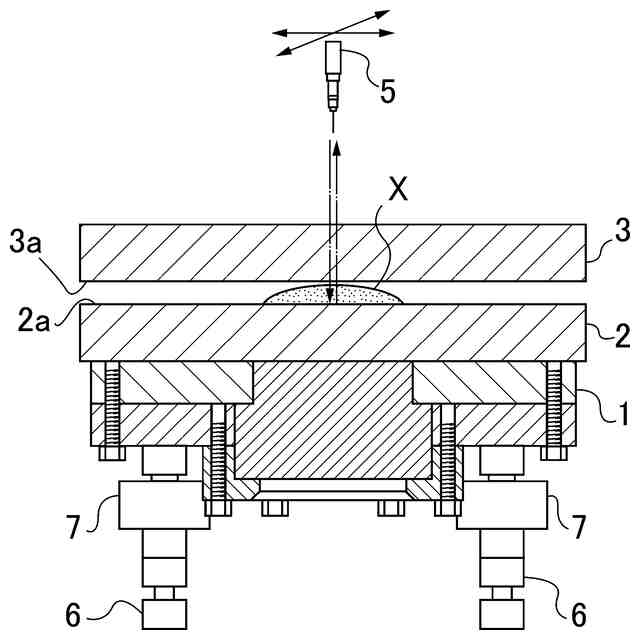
【解決手段】液材樹脂材料が塗布される基材2と液状樹脂材料を上方から挟む基板3の平行度を所定の条件に収まるように調整する。調整は、基板3の液材接触面3aの面内に所定の半径の同一円の円周上の少なくとも3点の測定基点を設定して各測定基点から基材2の液材接触面2aまでの間隔を測定し、各測定値との差が式(1)を満たすように、基材2と基板3の間隔と傾きを調節して行う。
θ=tan
-1
〔(測定値の差)/(円の半径)×2〕
0≦θ≦0.0025 式(1)
【選択図】図1
特許請求の範囲
【請求項1】
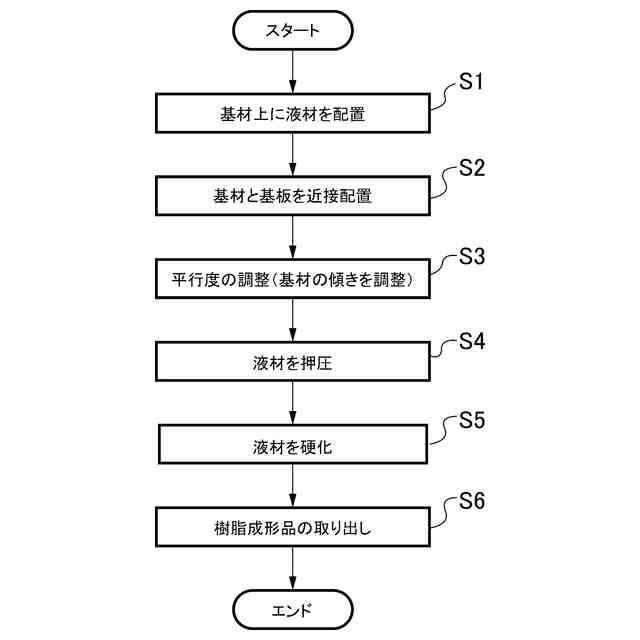
基材表面に光硬化性樹脂組成物が製膜された成形品を製造する方法であって、以下の工程A)から工程G)を含む成形品の製造方法。
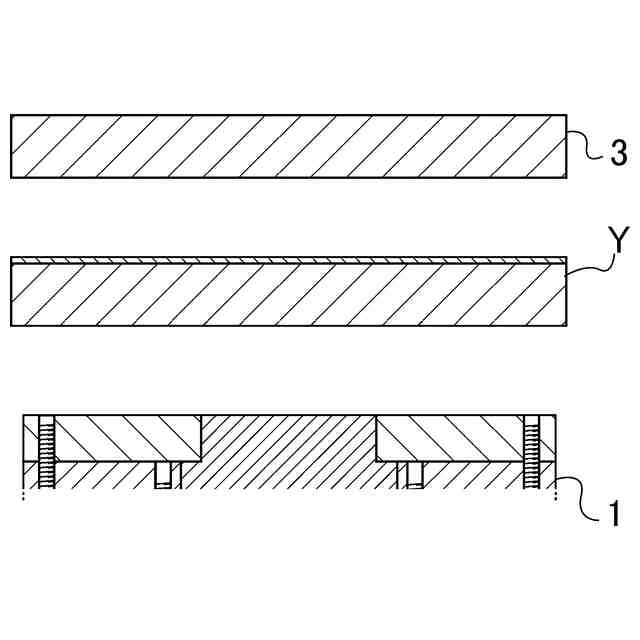
工程A) 支持ステージ上に配置された前記基材表面の液材接触面内に前記光硬化性樹脂組成物からなる液材を塗布する工程。
工程B) 前記支持ステージと対向配置された基板と前記表面に液材が塗布された基材との配置間隔を狭めて前記基板の表面の液材接触面と前記基材の液材接触面を近接させる工程。
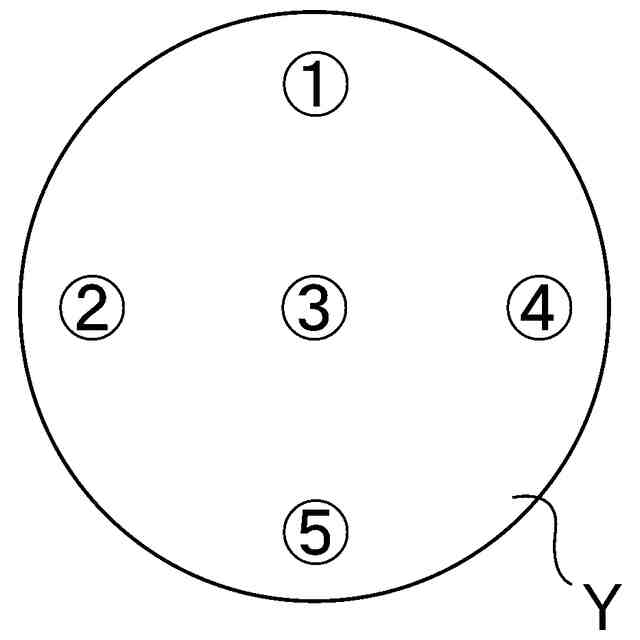
工程C) 前記基材の液材接触面と前記基板の液材接触面の何れか一方の液材接触面内に所定の半径の同一円の円周上の少なくとも3点の測定基点を設定して各測定基点から他方の液材接触面までの間隔を測定し、各測定値との差が式(1)を満たすように、前記基材又は/及び基板の傾きを調節する工程。
θ=tan
-1
〔(測定値の差)/(円の半径)×2〕
0≦θ≦0.0025 式(1)
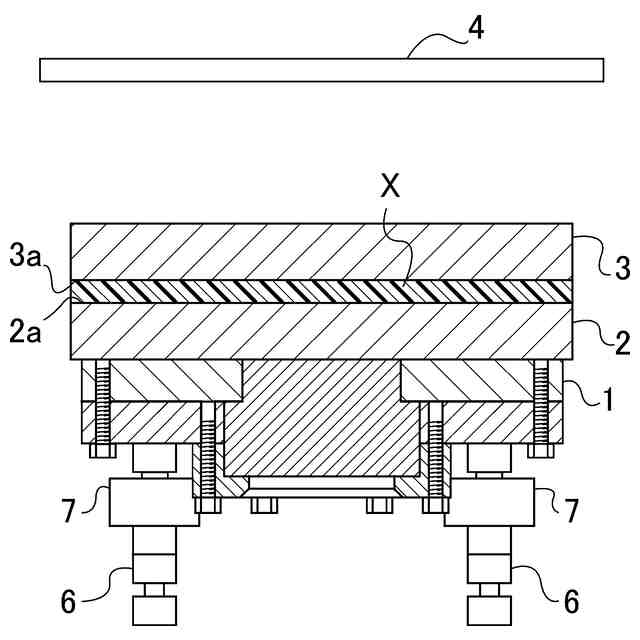
工程D) 前記基材と基板の配置間隔を狭め、前記両液材接触面で液材を押圧して膜状化する工程。
工程E) 液材に活性エネルギー線を照射して硬化させる工程。
工程F) 前記製膜された光硬化性樹脂組成物の製膜面から前記基板を剥離する工程。
工程G) 前記表面に製膜された基材を前記支持ステージから分離する工程。
続きを表示(約 420 文字)
【請求項2】
前記製膜された光硬化性樹脂組成物の厚みが0.1μm以上30μm以下であることを特徴とする、請求項1に記載の成形品の製造方法。
【請求項3】
前記液材は、光硬化性樹脂組成物に10wt%以下の溶剤を含むものであることを特徴とする、請求項1又は2に記載の成形品の製造方法。
【請求項4】
前記工程C)で一方の液材接触面内に所定の半径の同一円の円周上に測定基点を設定するのに代えて、所定の長半径及び短半径の同一楕円の円周上に少なくとも3点の測定基点を設定して各測定基点から他方の液材接触面までの間隔を測定し、各測定値との差が式(2)を満たすように、前記基材又は/及び基板の傾きを調節することを特徴とする、請求項1又は2に記載の成形品の製造方法。
θ=tan
-1
〔(測定値の差)/(楕円の長半径又は短半径)×2〕
0≦θ≦0.0025 式(2)
発明の詳細な説明
【技術分野】
【0001】
本発明は、薄肉な基材表面に光硬化性樹脂組成物からなる液状材料(以下、「液材」という。)が均一な厚みで製膜された成形品を製造する方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
樹脂シート(プラスチック基板等とも呼ばれる。)は、一般に、軽量で耐衝撃性や加工性に優れていることから種々の分野で用いられている。中でも、透明性を有する樹脂シートは、従来ガラスが使用されていた分野において、ガラス特有の割れ易さを解消したガラス代替材料として広く用いられている。樹脂材料やガラス材料等が用いられてきた分野において、透明性と耐熱性が要求される用途へは、透明な光硬化性樹脂又は熱硬化性樹脂が用いられることが多い。近年、透明な光硬化性樹脂又は熱硬化性樹脂は、レンズ、ディスプレイ基板、光導波路、太陽電池基板、光ディスク基板等の多様な用途に用いられている。
従来、光硬化性樹脂又は熱硬化性樹脂を用いた樹脂シートの製造は、キャスティング法、注型成形等が行われている。
【0003】
特許文献1には、第一支持体上に光硬化性樹脂を配置する工程と、第一支持体上に配置された光硬化性樹脂の上部に第二支持体を配置して1対の支持体間に光硬化性樹脂を挟持した挟持体とする工程と、前記挟持体を移動させながら、1対の支持体の片面又は両面より活性エネルギー線を照射して光硬化性樹脂を硬化させる工程を有する硬化工程と、硬化後の樹脂シートを支持体から分離する工程とを順次行い、これを繰り返すことにより複数の樹脂シートを製造する方法において、1対の支持体間の光硬化性樹脂は2枚の支持体とのみ接し、2枚の支持体の少なくとも1枚は活性エネルギー線を透過しうるものであることを特徴とする樹脂シートの製造方法が記載されている。
【0004】
特許文献2には、基板上のインプリント材と型とを接触させて前記インプリント材にパターンを形成するインプリント装置であって、前記基板上のインプリント材と前記型とが接触した状態で前記基板と前記型との位置合わせを行う場合に前記基板及び前記型のうちの少なくとも一方に生じる、前記型と前記インプリント材との接触面に沿った方向における力を検出する検出部と、前記検出部によって検出された前記力の変化量を求め、前記変化量に基づいて前記位置合わせの動作を制御する制御部と、を有することを特徴とするインプリント装置が記載されている。
【0005】
特許文献3には、型を用いて部材上のインプリント材を成形するインプリント装置であって、前記型のうち前記部材側の表面の高さ分布を計測する第1計測部と、前記部材のうち前記型側の表面の高さ分布を計測する第2計測部と、前記第1計測部および前記第2計測部の計測結果に基づいて、前記型と前記部材との間隔を狭める処理における前記型と前記部材との相対駆動量を制御する制御部と、を含むことを特徴とするインプリント装置が記載されている。
【0006】
また、特許文献4には、厚みむらが小さい樹脂シートを得るため、上下に配した第1の支持体と第2の支持体とで硬化性樹脂組成物を挟み、両支持体の接触面間の間隔と押圧荷重を適宜に制御し調整した上で前記硬化性樹脂組成物を硬化させる樹脂シートの製造装置が記載されている。
【先行技術文献】
【特許文献】
【0007】
特開2003-285338号公報
特開2017-022245号公報
特開2021-015882号公報
特開2023-140708号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
前記特許文献1から3に記載のものは、樹脂の光硬化時の収縮によって成形品に厚みむらが生じるという問題がある。とりわけ、粘度が高い液状樹脂組成物を液材としてこれを膜状或いはフィルム状に薄く成形する場合に、目的の厚みの成形品を得ることができない。
また、前記特許文献4に記載のものは、ある程度厚みがある樹脂シートを均一な肉厚に成形可能であるが、フィルム状の薄肉な成形品、例えば厚みが250μ以下の膜状の成形品の成形には適さないという問題がある。
【0009】
本発明は上記事情に鑑みてなされたものであり、液状の樹脂を液材として用い、これを薄肉の基材の表面に均一な厚みで製膜した成形品の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
前述のとおり、前記特許文献4に記載の製造装置によれば厚みのむらのない樹脂シートを得ることが可能である。本発明者は、前記製造装置を適用して肉厚が薄い膜状或いはフィルム状の成形品を成形するにあたり、液材を支持しその上下両面から押圧した膜状化する際に液材の支持面の平行度を所定の条件に収まるように調整し設定することで、液状の樹脂を液材として用いても厚みのむらのない薄い膜状の成形品を成形可能であることを知得し、本発明を完成するに至った。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日機装株式会社
加圧装置
3日前
マクセル株式会社
電源装置
1か月前
日新イオン機器株式会社
イオン源
3日前
株式会社東芝
端子台
1か月前
株式会社GSユアサ
蓄電装置
1か月前
三菱電機株式会社
回路遮断器
26日前
株式会社GSユアサ
蓄電装置
1か月前
株式会社GSユアサ
蓄電装置
18日前
株式会社GSユアサ
蓄電装置
1か月前
富士電機株式会社
電磁接触器
18日前
日本特殊陶業株式会社
保持装置
1か月前
個人
電源ボックス及び電子機器
3日前
ホシデン株式会社
複合コネクタ
12日前
大電株式会社
電線又はケーブル
10日前
株式会社トクミ
ケーブル
4日前
株式会社東芝
電子源
3日前
トヨタ自動車株式会社
蓄電装置
10日前
トヨタ自動車株式会社
蓄電装置
1か月前
矢崎総業株式会社
コネクタ
18日前
株式会社レゾナック
冷却器
26日前
ローム株式会社
半導体モジュール
19日前
ヒロセ電機株式会社
電気コネクタ
18日前
甲神電機株式会社
変流器及び零相変流器
1か月前
住友電装株式会社
コネクタ
18日前
日本無線株式会社
レーダアンテナ
1か月前
日本特殊陶業株式会社
アンテナ装置
5日前
富士電機株式会社
半導体モジュール
1か月前
日本航空電子工業株式会社
コネクタ
3日前
日本航空電子工業株式会社
コネクタ
1か月前
株式会社デンソー
半導体装置
18日前
三菱電機株式会社
半導体装置
3日前
日本特殊陶業株式会社
アンテナ装置
5日前
株式会社デンソー
熱交換部材
1か月前
日本特殊陶業株式会社
アンテナ装置
5日前
トヨタ自動車株式会社
蓄電装置構造
4日前
株式会社パロマ
監視システム
10日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ