TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153211
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055558
出願日
2024-03-29
発明の名称
数値制御装置、制御方法及びプログラム
出願人
ブラザー工業株式会社
代理人
個人
主分類
G05B
19/416 20060101AFI20251002BHJP(制御;調整)
要約
【課題】工具が工作機械の各部位と衝突した場合の工具又は工作機械の破損を抑制する数値制御装置、制御方法及びプログラムを提供する。
【解決手段】制御部はワークの切削速度の指令値及び主軸回転数の指令値を取得する取得処理と、取得された切削速度の指令値及び主軸回転数の指令値に基づいて、主軸の1回転当たりの送り量の指令値を決定する決定処理と、取得された切削速度の指令値が上限値を越えているか及び主軸回転数の指令値が上限値を越えているかを判断する判断処理と、判断処理において切削速度の指令値及び主軸回転数の指令値の少なくとも一方が上限値を越えていると判断された場合に、調整後の切削速度及び主軸回転数に基づく主軸の1回転あたりの送り量が算出された1回転当たりの送り量の指令値以下になるように、切削速度及び主軸回転数の少なくとも一方を、上限値を越えないように調整する調整処理とを実行する。
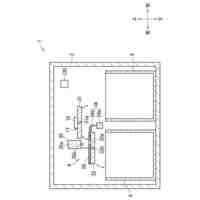
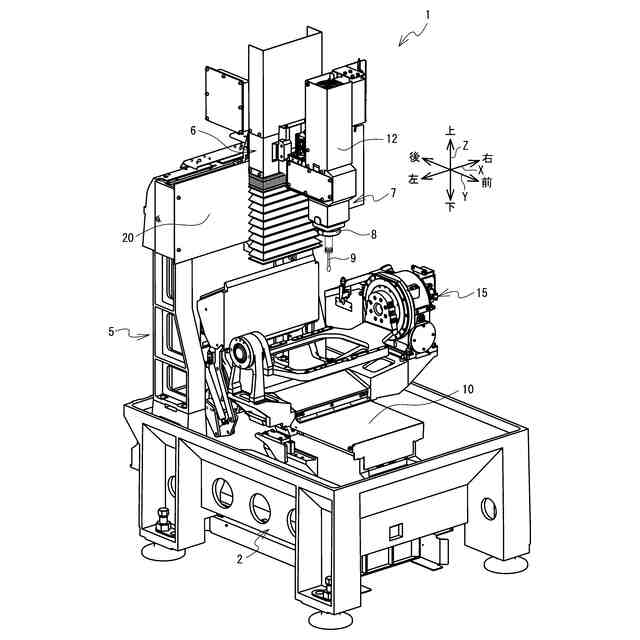
【選択図】図1
特許請求の範囲
【請求項1】
工具とワークとを相対的に回転させる主軸と、前記工具を前記ワークに対して相対移動させる送り軸とを有し、前記主軸及び前記送り軸を動作させて前記工具により前記ワークを加工する加工装置を制御する制御部を備える数値制御装置であって、
前記制御部は、
前記工具と前記ワークとの相対速度である切削速度の指令値、及び前記主軸の回転数である主軸回転数の指令値を、夫々取得する取得処理と、
前記取得処理において取得された前記切削速度の前記指令値、及び前記主軸回転数の前記指令値に基づいて、前記主軸の1回転当たりの送り量の指令値を決定する決定処理と、
前記取得処理において取得された前記切削速度の前記指令値が前記切削速度の上限値を越えているか、及び前記主軸回転数の前記指令値が前記主軸回転数の上限値を越えているかを、夫々判断する判断処理と、
前記判断処理において、前記切削速度の前記指令値及び前記主軸回転数の前記指令値の少なくとも一方が前記上限値を越えていると判断された場合に、調整後の切削速度及び主軸回転数に基づく前記主軸の1回転あたりの送り量が、前記決定処理において決定された前記1回転当たりの送り量の指令値以下になるように、前記切削速度及び前記主軸回転数の少なくとも一方を、前記上限値を越えないように調整する調整処理と
を実行することを特徴とする数値制御装置。
続きを表示(約 2,100 文字)
【請求項2】
前記制御部は、前記調整処理において、前記1回転当たりの送り量が、前記1回転当たりの送り量の指令値と同一になるように、前記切削速度及び前記主軸回転数の少なくとも一方を、前記上限値を越えないように調整することを特徴とする請求項1に記載の数値制御装置。
【請求項3】
前記制御部は、前記調整処理において、前記切削速度又は前記主軸回転数の一方の前記指令値が前記一方の前記上限値を越えており、他方の前記指令値が前記他方の前記上限値を越えていない場合に、前記一方を前記上限値に調整し、
調整後の前記一方の値及び前記他方の前記指令値に基づく前記1回転当たりの送り量が、前記一方の前記指令値及び前記他方の前記指令値に基づく前記1回転当たりの送り量よりも大きい場合に、
調整後の前記一方の値及び調整後の前記他方の値に基づく前記1回転当たりの送り量が、前記一方の前記指令値及び前記他方の前記指令値に基づく前記1回転当たりの送り量以下となるように、前記他方を、前記上限値を越えないように調整することを特徴とする請求項1に記載の数値制御装置。
【請求項4】
前記制御部は、前記調整処理において、前記切削速度の前記指令値、及び前記主軸回転数の前記指令値が夫々、前記上限値を越えている場合、且つ、前記切削速度の前記指令値及び前記主軸回転数の前記指令値に基づく前記1回転当たりの送り量よりも、前記切削速度の前記上限値及び前記主軸回転数の前記上限値に基づく前記1回転当たりの送り量が小さい場合に、前記切削速度及び前記主軸回転数を、夫々、前記上限値に調整することを特徴とする請求項1に記載の数値制御装置。
【請求項5】
前記制御部は、前記調整処理を実行すると設定されているかを判断する設定判断処理と、
前記設定判断処理で前記調整処理を実行すると設定されていると判断した場合に前記判断処理及び前記調整処理を実行することを特徴とする請求項1~4の何れかに記載の数値制御装置。
【請求項6】
工具とワークとを相対的に回転させる主軸と、前記工具を前記ワークに対して相対移動させる送り軸とを有し、前記主軸及び前記送り軸を動作させて前記工具により前記ワークを加工する加工装置を制御する制御部を備える数値制御装置の制御方法であって、
前記工具と前記ワークとの相対速度である切削速度の指令値、及び前記主軸の回転数である主軸回転数の指令値を、夫々取得する取得ステップと、
前記取得ステップにおいて取得された前記切削速度の前記指令値、及び前記主軸回転数の前記指令値に基づいて、前記主軸の1回転当たりの送り量の指令値を決定する決定ステップと、
前記取得ステップにおいて取得された前記切削速度の前記指令値が前記切削速度の上限値を越えているか、及び前記主軸回転数の前記指令値が前記主軸回転数の上限値を越えているかを、夫々判断する判断ステップと、
前記判断ステップにおいて、前記切削速度の前記指令値及び前記主軸回転数の前記指令値の少なくとも一方が前記上限値を越えていると判断された場合に、調整後の切削速度及び主軸回転数に基づく前記主軸の1回転あたりの送り量が、前記決定ステップにおいて決定された前記1回転当たりの送り量の指令値以下になるように、前記切削速度及び前記主軸回転数の少なくとも一方を、前記上限値を越えないように調整する調整ステップと
を含むことを特徴とする数値制御装置の制御方法。
【請求項7】
工具とワークとを相対的に回転させる主軸と、前記工具を前記ワークに対して相対移動させる送り軸とを有し、前記主軸及び前記送り軸を動作させて前記工具により前記ワークを加工する加工装置を制御する数値制御装置のコンピュータに、
前記工具と前記ワークとの相対速度である切削速度の指令値、及び前記主軸の回転数である主軸回転数の指令値を、夫々取得する取得ステップと、
前記取得ステップにおいて取得された前記切削速度の前記指令値、及び前記主軸回転数の前記指令値に基づいて、前記主軸の1回転当たりの送り量の指令値を決定する決定ステップと、
前記取得ステップにおいて取得された前記切削速度の前記指令値が前記切削速度の上限値を越えているか、及び前記主軸回転数の前記指令値が前記主軸回転数の上限値を越えているかを、夫々判断する判断ステップと、
前記判断ステップにおいて、前記切削速度の前記指令値及び前記主軸回転数の前記指令値の少なくとも一方が前記上限値を越えていると判断された場合に、調整後の切削速度及び主軸回転数に基づく前記主軸の1回転あたりの送り量が、前記決定ステップにおいて決定された前記1回転当たりの送り量の指令値以下になるように、前記切削速度及び前記主軸回転数の少なくとも一方を、前記上限値を越えないように調整する調整ステップと
を実行させることを特徴とするプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、数値制御装置、制御方法及びプログラムに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
NCプログラムに従って工具とワークとを相対移動させワークを加工する工作機械が知られている。特許文献1は、工作機械のテスト運転時において、工具とワークとの相対移動の送り速度が所定の上限値を越えないよう規制して、工具が工作機械の各部位に衝突した場合の工作機械や工具の破損を抑制することを開示する。
【先行技術文献】
【特許文献】
【0003】
特開平11-165238号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示の数値制御装置では、送り速度を規制することで、工具が工作機械の各部位と衝突した場合の工具や工作機械の破損を軽減しているが、送り速度を規制するだけでは、破損を十分に抑制できないという問題があった。
【0005】
本発明の目的は、数値制御装置、制御方法及びプログラムにおいて、工具が工作機械の各部位と衝突した場合の工具又は工作機械の破損を抑制することである。
【課題を解決するための手段】
【0006】
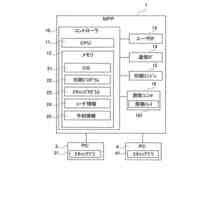
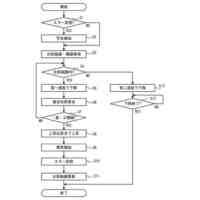
請求項1の数値制御装置は、工具とワークとを相対的に回転させる主軸と、前記工具を前記ワークに対して相対移動させる送り軸とを有し、前記主軸及び前記送り軸を動作させて前記工具により前記ワークを加工する加工装置を制御する制御部を備える数値制御装置であって、前記制御部は、前記工具と前記ワークとの相対速度である切削速度の指令値、及び前記主軸の回転数である主軸回転数の指令値を、夫々取得する取得処理と、前記取得処理において取得された前記切削速度の前記指令値、及び前記主軸回転数の前記指令値に基づいて、前記主軸の1回転当たりの送り量の指令値を決定する決定処理と、前記取得処理において取得された前記切削速度の前記指令値が前記切削速度の上限値を越えているか、及び前記主軸回転数の前記指令値が前記主軸回転数の上限値を越えているかを、夫々判断する判断処理と、前記判断処理において、前記切削速度の前記指令値及び前記主軸回転数の前記指令値の少なくとも一方が前記上限値を越えていると判断された場合に、調整後の切削速度及び主軸回転数に基づく前記主軸の1回転あたりの送り量が、前記決定処理において決定された前記1回転当たりの送り量の指令値以下になるように、前記切削速度及び前記主軸回転数の少なくとも一方を、前記上限値を越えないように調整する調整処理とを実行する。故に主軸の1回転あたりの送り量が指令値以下となるように、切削速度及び主軸回転数の少なくとも一方を、上限値を越えないように調整することで、工具が工作機械の各部位と衝突した場合の工具にかかる負荷を抑制できる。
【0007】
請求項2の数値制御装置の前記制御部は、前記調整処理において、前記1回転当たりの送り量が、前記1回転当たりの送り量の指令値と同一になるように、前記切削速度及び前記主軸回転数の少なくとも一方を、前記上限値を越えないように調整する。故に工具によるワークの加工面が1回転当たりの指令値で加工した場合と同じ加工面にできる。
【0008】
請求項3の数値制御装置の前記制御部は、前記調整処理において、前記切削速度又は前記主軸回転数の一方の前記指令値が前記一方の前記上限値を越えており、他方の前記指令値が前記他方の前記上限値を越えていない場合に、前記一方を前記上限値に調整し、調整後の前記一方の値及び前記他方の前記指令値に基づく前記1回転当たりの送り量が、前記一方の前記指令値及び前記他方の前記指令値に基づく前記1回転当たりの送り量よりも大きい場合に、調整後の前記一方の値及び調整後の前記他方の値に基づく前記1回転当たりの送り量が、前記一方の前記指令値及び前記他方の前記指令値に基づく前記1回転当たりの送り量以下となるように、前記他方を、前記上限値を越えないように調整する。故に調整後の一方の値及び調整後の他方の値に基づく1回転当たりの送り量が、一方の指令値及び他方の指令値に基づく前記1回転当たりの送り量以下となるように、他方を、上限値を越えないように調整することで、工具が工作機械の各部位と衝突した場合の工具にかかる負荷を抑制できる。
【0009】
請求項4の数値制御装置の前記制御部は、前記調整処理において、前記切削速度の前記指令値、及び前記主軸回転数の前記指令値が夫々、前記上限値を越えている場合、且つ、前記切削速度の前記指令値及び前記主軸回転数の前記指令値に基づく前記1回転当たりの送り量よりも、前記切削速度の前記上限値及び前記主軸回転数の前記上限値に基づく前記1回転当たりの送り量が小さい場合に、前記切削速度及び前記主軸回転数を、夫々、前記上限値に調整する。故に切削速度の指令値、及び主軸回転数の指令値が夫々、上限値を越えている場合には、切削速度及び主軸回転数を夫々上限値に調整することで、工具が工作機械の各部位と衝突した場合の工具にかかる負荷を抑制できる。
【0010】
請求項5の数値制御装置の前記制御部は、前記調整処理を実行すると設定されているかを判断する設定判断処理と、前記設定判断処理で前記調整処理を実行すると設定されていると判断した場合に前記判断処理及び前記調整処理を実行する。故に調整処理を実行するか否かの設定が可能になり、調整処理を実行すると設定されていた場合には、判断処理及び前記調整処理を実行することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ブラザー工業株式会社
ホルダ
25日前
ブラザー工業株式会社
固定具
27日前
ブラザー工業株式会社
ミシン
25日前
ブラザー工業株式会社
空調機
26日前
ブラザー工業株式会社
ミシン
25日前
ブラザー工業株式会社
ボビン
27日前
ブラザー工業株式会社
スキャナ
21日前
ブラザー工業株式会社
縫製装置
27日前
ブラザー工業株式会社
塗布装置
25日前
ブラザー工業株式会社
塗工装置
25日前
ブラザー工業株式会社
電子機器
今日
ブラザー工業株式会社
塗工装置
25日前
ブラザー工業株式会社
印刷装置
27日前
ブラザー工業株式会社
制御装置
26日前
ブラザー工業株式会社
印刷媒体
25日前
ブラザー工業株式会社
印刷媒体
25日前
ブラザー工業株式会社
印刷媒体
25日前
ブラザー工業株式会社
回収装置
25日前
ブラザー工業株式会社
スキャナ
21日前
ブラザー工業株式会社
塗工装置
25日前
ブラザー工業株式会社
印刷装置
18日前
ブラザー工業株式会社
制御装置
26日前
ブラザー工業株式会社
結紮装置
26日前
ブラザー工業株式会社
結紮装置
26日前
ブラザー工業株式会社
印刷装置
6日前
ブラザー工業株式会社
糸巻回装置
27日前
ブラザー工業株式会社
糸巻回装置
27日前
ブラザー工業株式会社
画像形成装置
25日前
ブラザー工業株式会社
画像形成装置
25日前
ブラザー工業株式会社
画像読取装置
26日前
ブラザー工業株式会社
画像形成装置
26日前
ブラザー工業株式会社
画像読取装置
26日前
ブラザー工業株式会社
分別回収装置
25日前
ブラザー工業株式会社
画像形成装置
26日前
ブラザー工業株式会社
画像形成装置
25日前
ブラザー工業株式会社
画像形成装置
26日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ