TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025150694
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024051719
出願日
2024-03-27
発明の名称
ハウジング管の製造方法
出願人
株式会社栗本鐵工所
代理人
個人
,
個人
,
個人
,
個人
主分類
B22D
13/10 20060101AFI20251002BHJP(鋳造;粉末冶金)
要約
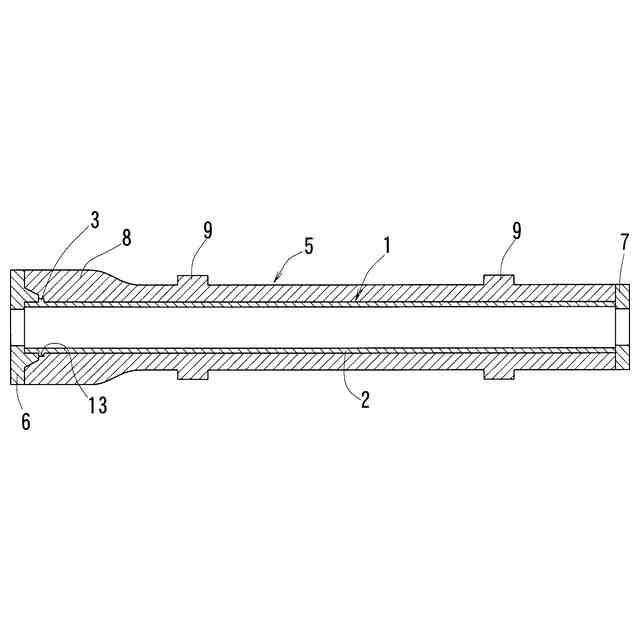
【課題】周方向に沿って延びる継手突条が形成されたハウジング管を遠心鋳造によって寸法精度よくかつ簡便に製造する。
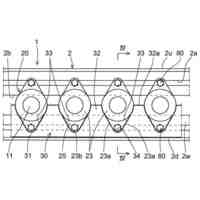
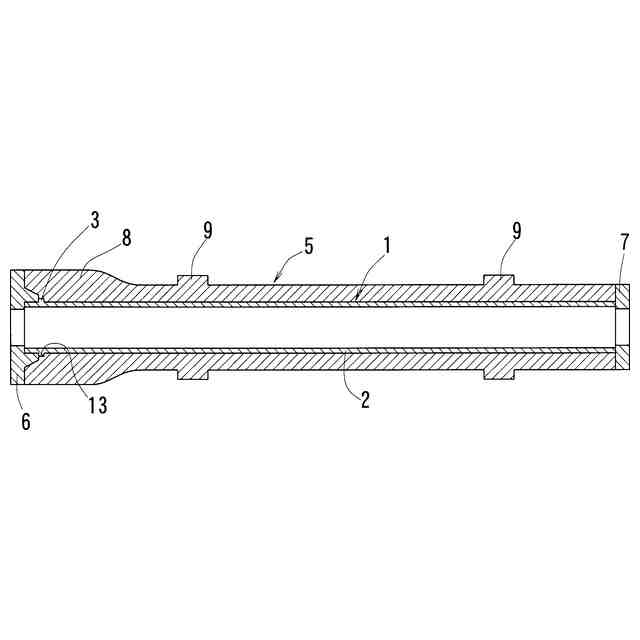
【解決手段】鋳型本体5の一端側に本体側テーパ面10が形成されるとともに、鋳型本体5の一端側と嵌まり合う補助鋳型6に補助側テーパ面11が形成されており、鋳型本体5と補助鋳型6が互いに嵌まり合った際に本体側テーパ面10と補助側テーパ面11が面接触するとともに、鋳型本体5と補助鋳型6とを隔てる境界の内周側端部12に鋳型本体5の内径よりも大径の周溝13が形成されるようになっており、両テーパ面10、11が面接触した状態で鋳型本体5および周溝13の内部に溶湯を鋳込んで遠心鋳造することによって、直管部2と、直管部2の一端側の外周面に周方向に沿って延びる継手突条3とを一体に形成する一方で、直管部2の他端側の外周面にも継手突条4を形成することによってハウジング管1を製造する。
【選択図】図2
特許請求の範囲
【請求項1】
円筒状の鋳型本体(5)の両端に溶湯の漏れを防止する補助鋳型(6)を設けた上で、前記鋳型本体(5)の内部に溶湯を鋳込み、遠心鋳造によってハウジング管(1)を製造するハウジング管の製造方法において、
前記鋳型本体(5)の一端側に本体側テーパ面(10)が形成されるとともに、前記鋳型本体(5)の一端側と嵌まり合う前記補助鋳型(6)に補助側テーパ面(11)が形成されており、
前記鋳型本体(5)と前記補助鋳型(6)が互いに嵌まり合った際に前記本体側テーパ面(10)と前記補助側テーパ面(11)が面接触するとともに、前記鋳型本体(5)と前記補助鋳型(6)とを隔てる境界の内周側端部(12)に前記鋳型本体(5)の内径よりも大径の周溝(13)が形成されるようになっており、
前記両テーパ面(10、11)が面接触した状態で前記鋳型本体(5)および前記周溝(13)の内部に溶湯を鋳込んで遠心鋳造することによって、直管部(2)と、前記直管部(2)の一端側の外周面に周方向に沿って延びる継手突条(3)とを一体に形成する一方で、前記直管部(2)の他端側の外周面にも継手突条(4)を形成することによってハウジング管(1)を製造することを特徴とするハウジング管の製造方法。
続きを表示(約 170 文字)
【請求項2】
前記本体側テーパ面(10)が、前記鋳型本体(5)の内周面に形成された管端部から管軸方向奥側に向かうほど内径が縮径するテーパ面であり、前記補助側テーパ面(11)が、前記補助鋳型(6)の外周面に形成された前記管端部から前記管軸方向奥側に向かうほど外径が縮径するテーパ面である請求項1に記載のハウジング管の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、ハウジング管の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
円筒状の鋳型本体の両端に溶湯の漏れを防止する補助鋳型を設けた上で、この鋳型本体の内部に溶湯を鋳込み、遠心鋳造によってハウジング管を製造するハウジング管の製造方法においては、例えば下記特許文献1の図6(a)に示すように、鋳型1c(鋳型本体に相当)の一端側に内径を拡径した拡径部を形成した上で、その拡径部に先端に円筒部を形成した閉塞具8b(補助鋳型に相当)を嵌め込み、円筒部の先端と拡径部の段部との間に形成された周溝に溶湯を流し込むことによって周方向に延びる継手突条を形成している。
【0003】
また、例えば特許文献1の図6(b)に示すように、鋳型1dの一端側に周溝を形成した上でこの鋳型1dの端面に部分的に内径を拡径した閉塞具8cを突き当て、鋳型1dと閉塞具8cとの間に形成された周溝に溶湯を流し込むことによって周方向に延びる継手突条を形成している。
【先行技術文献】
【特許文献】
【0004】
特開2021-148269号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の図6(a)に示す構成においては、鋳型1cに形成された拡径部の内周面と閉塞具8bに形成された円筒部の外周面との間のクリアランス調整が難しく、このクリアランスが小さいと鋳型1cに閉塞具8bを嵌め込みにくく、クリアランスが大きいと鋳型1cから閉塞具8bが外れやすいという問題がある。また、特許文献1の図6(b)に示す構成においては、遠心鋳造に伴う高速回転時に鋳型1dと閉塞具8cの間に径方向のずれが生じ、鋳造されるハウジング管の寸法精度が低下する問題がある。このように、鋳型1c、1dおよび閉塞具8b、8cの構成には改良の余地が残されている。
【0006】
そこで、この発明は、周方向に沿って延びる継手突条が形成されたハウジング管を遠心鋳造によって寸法精度よくかつ簡便に製造することを課題とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するため、この発明では、
円筒状の鋳型本体の両端に溶湯の漏れを防止する補助鋳型を設けた上で、前記鋳型本体の内部に溶湯を鋳込み、遠心鋳造によってハウジング管を製造するハウジング管の製造方法において、
前記鋳型本体の一端側に本体側テーパ面が形成されるとともに、前記鋳型本体の一端側と嵌まり合う前記補助鋳型に補助側テーパ面が形成されており、
前記鋳型本体と前記補助鋳型が互いに嵌まり合った際に前記本体側テーパ面と前記補助側テーパ面が面接触するとともに、前記鋳型本体と前記補助鋳型とを隔てる境界の内周側端部に前記鋳型本体の内径よりも大径の周溝が形成されるようになっており、
前記両テーパ面が面接触した状態で前記鋳型本体および前記周溝の内部に溶湯を鋳込んで遠心鋳造することによって、直管部と、前記直管部の一端側の外周面に周方向に沿って延びる継手突条とを一体に形成する一方で、前記直管部の他端側の外周面にも継手突条を形成することによってハウジング管を製造することを特徴とするハウジング管の製造方法を構成(第1構成)した。
【0008】
このようにすると、鋳型本体および補助鋳型にそれぞれ形成されたテーパ面同士が面接触することによって、鋳型本体と補助鋳型との間の位置決めをスムーズに行うことができる。また、鋳型本体と補助鋳型との間をテーパ面で面接触させることにより接触面積が増大し、鋳型本体を高速回転したときの芯ブレを極力防止することができる。これにより、周方向に沿って延びる継手突条が形成されたハウジング管を遠心鋳造によって寸法精度よくかつ簡便に製造することができる。
【0009】
前記第1構成においては、前記本体側テーパ面が、前記鋳型本体の内周面に形成された管端部から管軸方向奥側に向かうほど内径が縮径するテーパ面であり、前記補助側テーパ面が、前記補助鋳型の外周面に形成された前記管端部から前記管軸方向奥側に向かうほど外径が縮径するテーパ面である構成(第2構成)とすることができる。
【0010】
また、前記本体側テーパ面が、前記鋳型本体の外周面に形成された前記管端部から前記管軸方向奥側に向かうほど外径が拡径するテーパ面であり、前記補助側テーパ面が、前記鋳型の内周面に形成された前記管端部から前記管軸方向奥側に向かうほど内径が拡径するテーパ面である構成(第3構成)とすることもできる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社栗本鐵工所
ローラスクリーン
23日前
株式会社栗本鐵工所
操作装置及び操作受付方法
27日前
株式会社栗本鐵工所
処理装置及び処理装置内の充満率算定方法
13日前
株式会社栗本鐵工所
管の接続構造、接続用金属管、接続方法及び排水管
7日前
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
6か月前
友鉄工業株式会社
錫プレート成形方法
1か月前
トヨタ自動車株式会社
押湯入子
2か月前
芝浦機械株式会社
成形システム
20日前
大阪硅曹株式会社
無機中子用水性塗型剤
2か月前
日本製鉄株式会社
モールドパウダー
28日前
株式会社プロテリアル
合金粉末の製造方法
7か月前
芝浦機械株式会社
射出装置及び成形機
2か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
株式会社キャステム
鋳造品の製造方法
6か月前
旭有機材株式会社
鋳型の製造方法
3か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
4か月前
山石金属株式会社
アルミニウム含有粒子
27日前
トヨタ自動車株式会社
ケースの製造方法
4か月前
トヨタ自動車株式会社
突き折り棒
5か月前
山石金属株式会社
アルミニウム含有粒子
27日前
株式会社浅沼技研
鋳型及びその製造方法
8か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
芝浦機械株式会社
溶解保持炉
1日前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
7か月前
芝浦機械株式会社
局部変圧装置及び成形機
15日前
JFEミネラル株式会社
Ni合金粉
27日前
大同特殊鋼株式会社
鋼塊の製造方法
7か月前
トヨタ自動車株式会社
金型冷却構造
6か月前
株式会社神戸製鋼所
炭素-銅含有粉末
6か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ