TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025147599
公報種別
公開特許公報(A)
公開日
2025-10-07
出願番号
2024047928
出願日
2024-03-25
発明の名称
シール手段異常検出システム及びブリスタ包装機
出願人
CKD株式会社
代理人
個人
主分類
G01N
21/85 20060101AFI20250930BHJP(測定;試験)
要約
【課題】取着状態検査手段による検出結果のみを利用して、シール手段の異常をより容易かつより正確に検出することができるシール手段異常検出システム等を提供する。
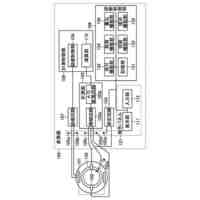
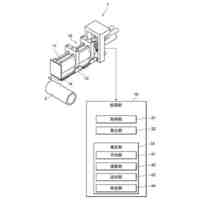
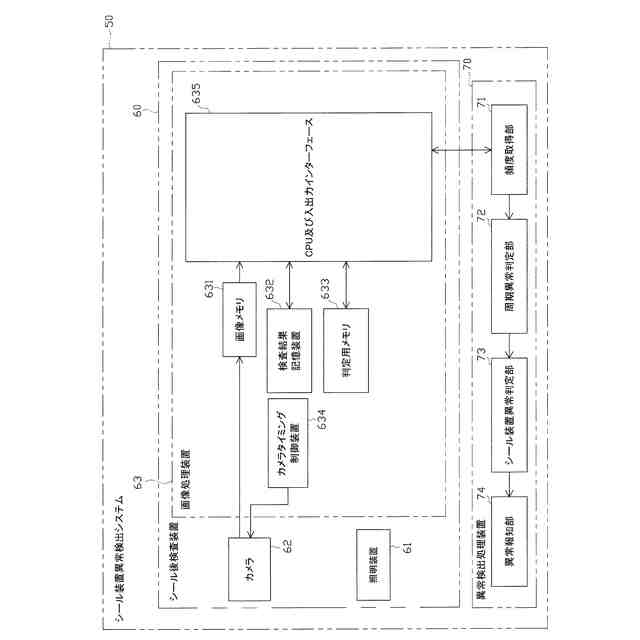
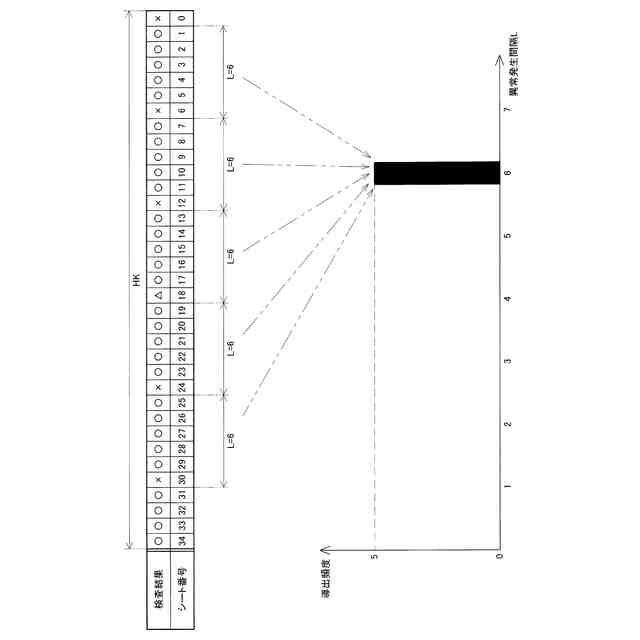
【解決手段】「シール手段異常検出システム」としてのシール装置異常検出システム50は、シール異常部分を検出する「取着状態検査手段」としてのシール後検査装置60と、シール後検査装置60により検出されるシール異常部分の間隔に相関する異常発生間隔を導出するとともに、異常発生間隔ごとに異常発生間隔の導出頻度を取得する頻度取得部71と、頻度取得部71により取得された導出頻度に基づき、容器フィルム3に対するカバーフィルム4の取着状態に係る周期的な異常の有無を判定する周期異常判定部72とを備える。周期異常判定部72による判定結果に基づき、「シール手段」としてのシール装置25における異常の有無が判定される。
【選択図】 図5
特許請求の範囲
【請求項1】
帯状の容器フィルムに形成されたポケット部に内容物を充填する充填手段と、
所定の2つのロールを有し、前記容器フィルムに対し前記カバーフィルムが重ねられた状態で前記2つのロール間に送り込まれることにより、前記充填手段によって内容物が充填された前記ポケット部の開口側を塞ぐようにして、前記容器フィルムに対し前記カバーフィルムを取着するシール手段と、
前記容器フィルムに前記カバーフィルムが取着されてなる帯状のブリスタフィルムからブリスタシートを切離す切離手段と、
を備えたブリスタ包装機に用いられ、前記容器フィルムに対する前記カバーフィルムの取着に係る前記シール手段の異常を検出するためのシール手段異常検出システムであって、
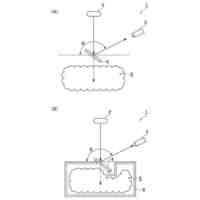
前記ブリスタフィルムのうち、前記容器フィルムに対する前記カバーフィルムの取着状態に異常のある部分であるシール異常部分を検出可能な取着状態検査手段と、
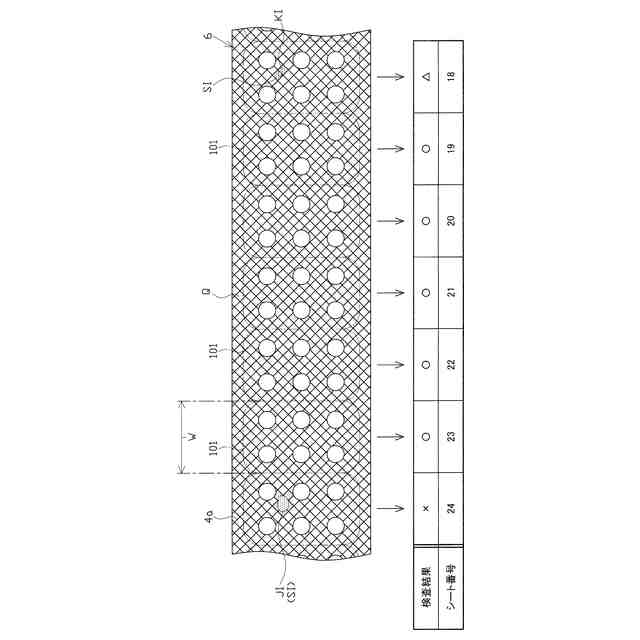
前記ブリスタフィルムの長手方向に沿った、前記取着状態検査手段により検出された前記シール異常部分から、該シール異常部分の次に前記取着状態検査手段により検出された前記シール異常部分までの間隔に相関する異常発生間隔を導出するとともに、前記異常発生間隔ごとに前記異常発生間隔の導出頻度を取得する頻度取得手段と、
前記頻度取得手段により取得された前記導出頻度に基づき、前記容器フィルムに対する前記カバーフィルムの取着状態に係る周期的な異常の有無を判定する周期異常判定手段と、
前記周期異常判定手段による判定結果に基づき、前記容器フィルムに対する前記カバーフィルムの取着に係る前記シール手段における異常の有無を判定するシール手段異常判定手段とを備えることを特徴とするシール手段異常検検出システム。
続きを表示(約 970 文字)
【請求項2】
前記ブリスタフィルムは、前記切離手段により切離されて前記ブリスタシートとなるシート予定部が該ブリスタフィルムの長手方向に沿って並ぶように構成されており、
前記取着状態検査手段は、それぞれの前記シート予定部ごとに前記シール異常部分を検出可能であり、
前記頻度取得手段は、前記異常発生間隔として、前記取着状態検査手段によって検出された前記シール異常部分から該シール異常部分の次に前記取着状態検査手段によって検出された前記シール異常部分までの間隔に対応する、前記シート予定部の枚数を導出するように構成されていることを特徴とする請求項1に記載のシール手段異常検出システム。
【請求項3】
前記周期異常判定手段は、前記導出頻度が最大となった前記異常発生間隔を基準間隔として、該基準間隔から1を減算した前記異常発生間隔における前記導出頻度、及び、該基準間隔に1を加算した前記異常発生間隔における前記導出頻度を比較し、これら2つの前記導出頻度のうちの大きい方を、該基準間隔における前記導出頻度に加えた値に基づき、前記周期的な異常の有無を判定可能に構成されていることを特徴とする請求項2に記載のシール手段異常検出システム。
【請求項4】
前記取着状態検出手段は、所定の第一閾値を用いて、前記容器フィルムに対する前記カバーフィルムの取着状態が不良の部分である重異常部分を検出するとともに、前記第一閾値とは異なる第二閾値を用いて、前記重異常部分よりも軽微な異常部分である軽異常部分を検出可能に構成されており、
前記シール異常部分には、前記重異常部分及び前記軽異常部分が含まれることを特徴とする請求項1に記載のシール手段異常検出システム。
【請求項5】
前記頻度取得手段は、前記ブリスタフィルムをその幅方向に分割してなる複数の領域ごとに、前記異常発生間隔の導出と前記導出頻度の取得とを行うように構成されており、
前記周期異常判定手段は、前記複数の領域ごとの前記導出頻度に基づき、前記周期的な異常の有無を判定することを特徴とする請求項1に記載のシール手段異常検出システム。
【請求項6】
請求項1に記載のシール手段異常検出システムを備えるブリスタ包装機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、容器フィルムに対しカバーフィルムを取着するためのシール手段に係る異常を検出するためのシール手段異常検出システム、及び、該システムを有するブリスタ包装機に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
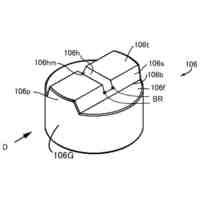
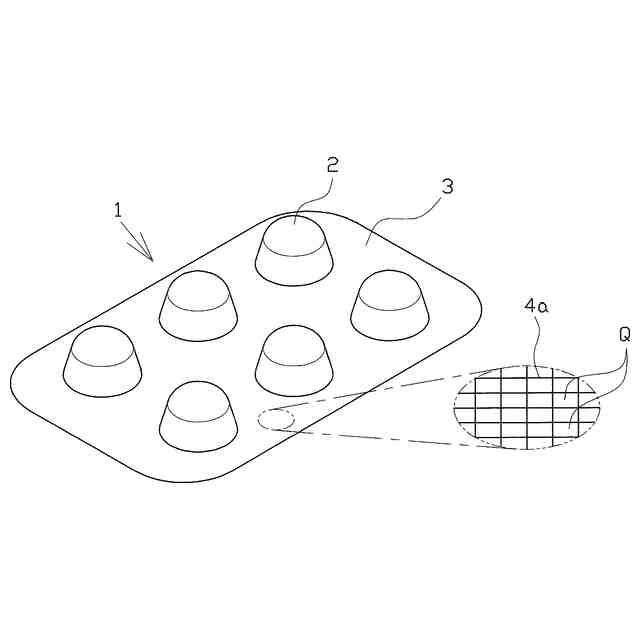
一般に医薬品等の分野において用いられるブリスタシートとしてPTP(プレススルーパック)シートが知られている。PTPシートは、内容物(例えば錠剤)が収容されるポケット部を有する容器フィルムと、その容器フィルムに対しポケット部の開口側を密封するように取着されるカバーフィルムとを備えている。
【0003】
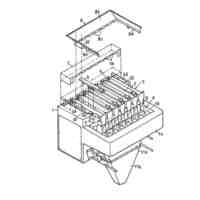
上記のようなブリスタシートは、ブリスタ包装機によって製造することができる。ブリスタ包装機は、帯状の容器フィルムに対しポケット部を形成する手段、ポケット部に内容物を充填する手段、容器フィルムに対し帯状のカバーフィルムを取着する手段、容器フィルムにカバーフィルムが取着されてなる帯状のブリスタフィルムをブリスタシート単位に打抜く手段などを有している。
【0004】
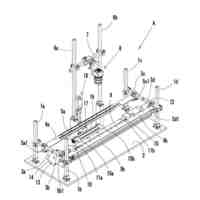
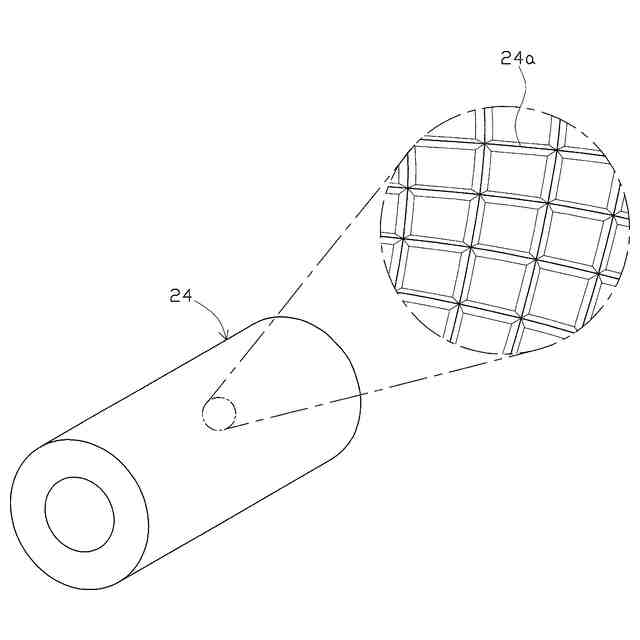
容器フィルムに対しカバーフィルムを取着するための手段(シール手段)としては、外周にポケット部を収容可能な多数の凹部が形成されたフィルム受けロールと、自身の外周がフィルム受けロールの外周に向けて押付けられた加熱ロールとを備えたものが知られている。加熱ロールは、内部に設けられた電気ヒータ等により発熱可能となっている。そして、容器フィルム及びカバーフィルムが重ねられた状態で前記両ロール間を通過することにより、容器フィルムにカバーフィルムが取着される。
【0005】
また、加熱ロールの表面には、網目状の突条部(突起)が設けられることがある。突条部を設けることで、容器フィルムに対するカバーフィルムの取着時に、突条部がカバーフィルム及び容器フィルムに対し食い込み、その結果、ブリスタシートに網目状のシール目が形成されて、容器フィルムに対しカバーフィルムを強固にシールすることができる。
【0006】
ところで、カバーフィルムの構成要素(例えば樹脂層)などに起因する異物がシール手段(例えば加熱ロールの表面等)に付着することによって、容器フィルムに対するカバーフィルムの取着状態に異常が生じることがある。ここで、生産性の向上を図るという点では、シール手段の異常を早期に検出し、ひいてはシール手段の清掃などの適切な対応を早期に行えるようにすることが好ましい。
【0007】
シール手段の異常(不具合)を検出可能なブリスタ包装機としては、ブリスタフィルムに付着した錠剤粉や異物、毛髪などを検出する異物検査手段(第五検査装置)と、容器フィルムに対するカバーフィルムの取着状態に異常のある部分(シール異常部分)を検出する取着状態検査手段(第六検査装置)とを備えたものが知られている(例えば、特許文献1等参照)。このブリスタ包装機では、異物検査手段により検出された錠剤粉等の位置情報と、取着状態検査手段により検出されたシール異常部分の位置情報とが一致しない場合に、シール手段に異常が生じているものと判定される。
【先行技術文献】
【特許文献】
【0008】
特開2015-206711号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、上述のブリスタ包装機では、シール手段の異常を検出するために少なくとも2つの検査手段を設ける必要がある。そのため、装置の複雑化を招くおそれがある。
【0010】
また、異物検査手段によって、容器フィルムに対しカバーフィルムが適切に取着されていない部分(シール異常部分)が錠剤紛や異物等として誤検出されることがある。このような誤検出が生じた場合には、両位置情報が一致することになってしまい、シール手段の異常を検出することができないこととなる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
CKD株式会社
流体制御弁
1か月前
CKD株式会社
昇降助力装置
2日前
CKD株式会社
アーム型助力装置
18日前
CKD株式会社
パルスエア発生装置
18日前
日本精機株式会社
検出装置
25日前
個人
採尿及び採便具
1か月前
個人
計量機能付き容器
20日前
個人
高精度同時多点測定装置
1か月前
株式会社ミツトヨ
測定器
1か月前
甲神電機株式会社
電流検出装置
25日前
日本精機株式会社
発光表示装置
3日前
株式会社カクマル
境界杭
10日前
株式会社トプコン
測量装置
2日前
アズビル株式会社
電磁流量計
1か月前
大成建設株式会社
風洞実験装置
20日前
大和製衡株式会社
組合せ計量装置
1か月前
日本特殊陶業株式会社
ガスセンサ
18日前
双庸電子株式会社
誤配線検査装置
26日前
愛知時計電機株式会社
ガスメータ
1か月前
日本特殊陶業株式会社
ガスセンサ
2日前
個人
非接触による電磁パルスの測定方法
23日前
ローム株式会社
半導体装置
1か月前
ローム株式会社
半導体装置
1か月前
個人
システム、装置及び実験方法
1か月前
大和製衡株式会社
組合せ計量装置
1か月前
愛知電機株式会社
軸部材の外観検査装置
1か月前
個人
計量具及び計量機能付き容器
20日前
日本信号株式会社
距離画像センサ
23日前
個人
液位検視及び品質監視システム
18日前
トヨタ自動車株式会社
測定システム
1か月前
日本特殊陶業株式会社
センサ
1か月前
株式会社不二越
X線測定装置
23日前
キーコム株式会社
画像作成システム
10日前
日本特殊陶業株式会社
センサ
4日前
日東精工株式会社
振動波形検査装置
26日前
株式会社タイガーカワシマ
揚穀装置
2日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ