TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025144968
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024044916
出願日
2024-03-21
発明の名称
コアドリル装置
出願人
株式会社コンセック
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B28D
1/14 20060101AFI20250926BHJP(セメント,粘土,または石材の加工)
要約
【課題】大口径のコアビットを正確な位置で切り込みする。
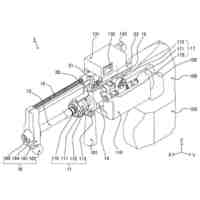
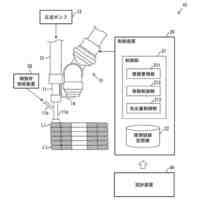
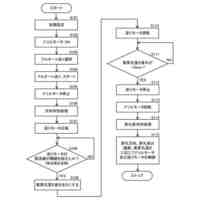
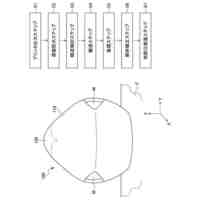
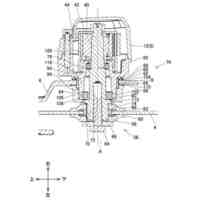
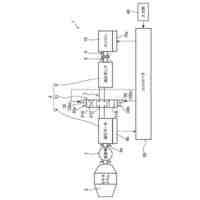
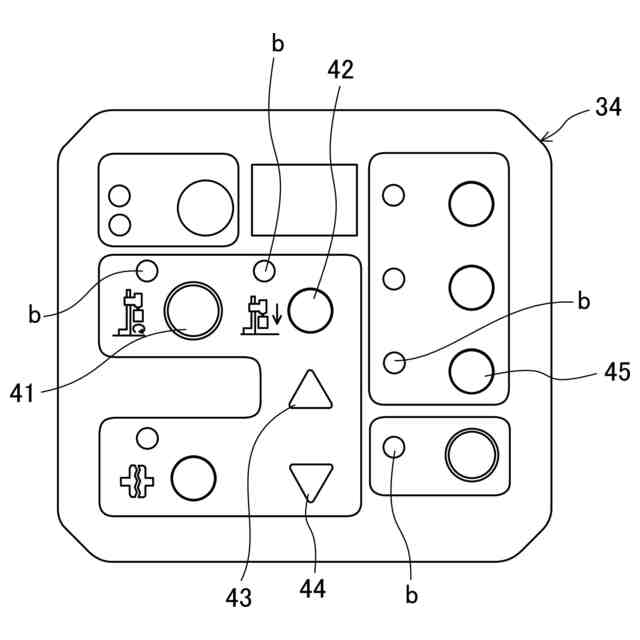
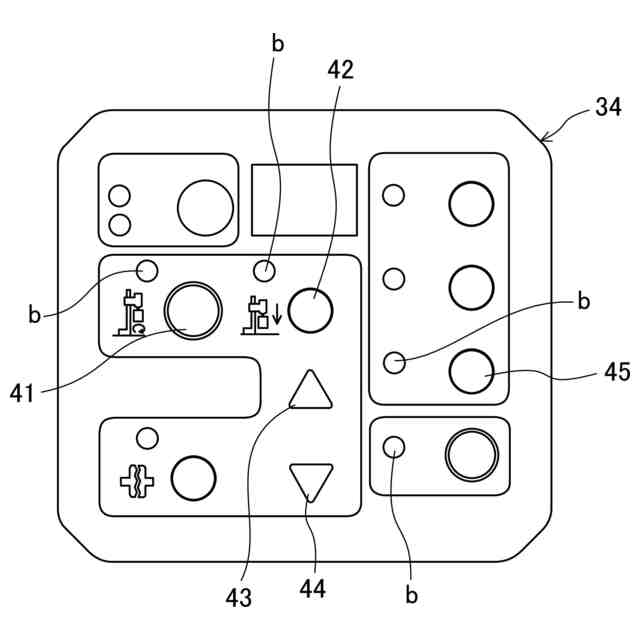
【解決手段】コアドリル装置は、コアビットが装着される出力軸と、出力軸をコアビットの切削対象物に対して相対変位させる送り機構と、出力軸を駆動するドリルモータと、ドリルモータの電圧値および/または電流値を制御するドリルモータ制御部とを備える。ドリルモータ制御部は、ドリル通常回転ボタン41を押し込まれて所定の通常回転数で出力軸を駆動するように電圧値および/または電流値を制御する通常回転モードと、切り込みアシストボタン45を押し込まれて通常回転数よりも少ない所定の低速回転数で出力軸を駆動するように電圧値および/または電流値を制御する低速回転モードとを選択可能である。
【選択図】図3
特許請求の範囲
【請求項1】
コアビットが装着される出力軸と、
前記出力軸を前記コアビットの切削対象物に対して相対変位させる送り機構と、
前記出力軸を駆動するドリルモータと、
前記ドリルモータの電圧値および/または電流値を制御するドリルモータ制御部とを備え、
前記ドリルモータ制御部は、所定の通常回転数で前記出力軸を駆動するように前記電圧値および/または前記電流値を制御する通常回転モードと、前記通常回転数よりも少ない所定の低速回転数で前記出力軸を駆動するように前記電圧値および/または前記電流値を制御する低速回転モードとを選択可能である、コアドリル装置。
続きを表示(約 680 文字)
【請求項2】
前記ドリルモータは、前記通常回転モードで駆動される前記ドリルモータのトルクよりも小さなトルクを、前記低速回転モードで出力する、請求項1に記載のコアドリル装置。
【請求項3】
前記ドリルモータ制御部は、前記低速回転モードを選択するためのインタフェイス部を有し、前記出力軸の回転停止中に前記インタフェイス部を介して前記低速回転モードが選択されると当該低速回転モードを実行する、請求項1に記載のコアドリル装置。
【請求項4】
前記ドリルモータ制御部は、前記低速回転モードを実行中に、前記出力軸の回転数が前記所定の低速回転数よりもさらに少ない所定の最低回転数を下回る場合に、前記低速回転モードを中止し、前記ドリルモータの電圧値および/または電流値をゼロに制御する、請求項1に記載のコアドリル装置。
【請求項5】
前記送り機構は、送りモータと、前記送りモータを制御して前記相対変位の接近移動に相当する送り量を調整する送り制御部を有し、
前記送り制御部は、
前記ドリルモータを流れる電流値をモニタし、
前記通常回転モードを実行中に、前記ドリルモータを流れる前記電流値が所定範囲になるよう、前記出力軸を前記切削対象物に向かって前記送り量を調整し、
前記ドリルモータを流れる前記電流値が前記所定範囲よりも上側に振れると、前記送り量を0にするかあるいは前記送り量を逆転させて前記出力軸を前記コアビットの切削対象物から離反させるよう構成される、請求項1に記載のコアドリル装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コンクリート構造物をコアビットで切削するコアドリル装置に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
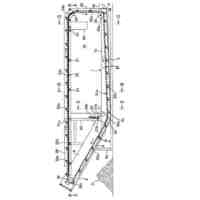
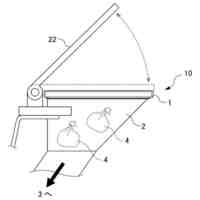
円筒形状のコアビットを高速回転させながらコンクリート構造物に押し当て、当該コンクリート構造物を切削・コア抜きするコアドリル装置として従来、例えば特開2009-61749号公報(特許文献1)に記載のものが知られている。特許文献1のコアドリル装置は、ベースと、ベースに立設される支柱と、支柱に取り付けられるコアドリルヘッドと、コアドリルヘッドに支持されるドリルモータと、コアドリルヘッドに装着されドリルモータによって回転駆動されるコアビットと、ベースおよび支柱に対するコアドリルヘッドの相対位置を変化させる送り機構を備える。ドリルモータは一般的に交流モータであり、ドリルモータの駆動は定格電圧のみが印加される。このため、ドリルモータの回転速度は定格電圧のみに基づく定格回転速度(単位は例えば[min
-1
]([rpm]ともいう)あるいは角速度[°/sec])のみであって回転速度の電気的な制御はされない。コアドリルヘッドは、ドリルモータの通電をオン・オフするメインスイッチを有するが、ドリルモータの回転速度を増速したり減速したり電気的に調整するスイッチ類および制御部を有しない。コア抜きに際しては、コアビットをコンクリート表面から離隔させた状態でコアビットを定格回転速度で回転させ、送り機構を操作することにより回転状態のコアビットをコンクリート表面に近づけて押し当て、コアビットと同形同大の切り溝を形成する、いわゆる切り込み、を行う。
【先行技術文献】
【特許文献】
【0003】
特開2009-61749号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
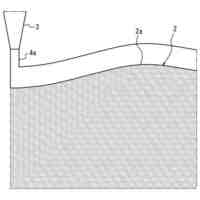
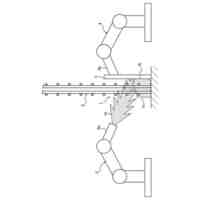
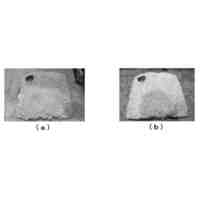
上記従来のようなコアドリル装置にあっては、さらに改善すべき点があることを本発明者は見いだした。つまりコアドリル装置はアンカーボルト1本のみでコンクリート表面に位置固定されることが常套であるところ、コアドリル装置に通常よりも大口径のコアビットを装着してコア抜きする際、上述した通常の定格回転速度では、大口径コアビットの周速(例えば[m/min])が速すぎてしまい、切り込みの際、回転する大口径コアビットの刃先がコンクリート表面にはじかれたり、コアビットおよびドリルモータを含むコアドリルヘッドに不所望な振動が発生したりする。そうすると、コアドリル装置の位置固定が不安定になって切り溝の溝幅が広がったり、切り溝が所望の位置からずれたり、コア抜き穴の進行方向がまがったり等、切り込みに支障をきたし、ひいては正確にコア抜きされないという問題が懸念される。かかる懸念は、目荒らしされたコンクリート表面や、粗骨材が突出する等の凹凸を有するコンクリート表面や、コンクリート表面が傾斜しているために刃先が片当たりになる等の理由で大きくなる。なおアンカーボルトを増やすことは、工数およびコンクリート表面の損傷の点から好ましくない。
【0005】
本発明は、上述の実情に鑑み、大口径コアビットであっても、正確な切り込みを従来よりも容易に実行することができるコアドリル装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
この目的のため本発明によるコアドリル装置は、コアビットが装着される出力軸と、当該出力軸をコアビットの切削対象物に対して相対変位させる送り機構と、出力軸を駆動するドリルモータと、ドリルモータの電圧値および/または電流値を制御するドリルモータ制御部とを備え、ドリルモータ制御部は、所定の通常回転数で出力軸を駆動するように電圧値および/または電流値を制御する通常回転モードと、通常回転数よりも少ない所定の低速回転数で出力軸を駆動するように電圧値および/または電流値を制御する低速回転モードとを選択可能である。
【0007】
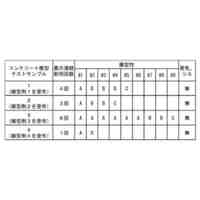
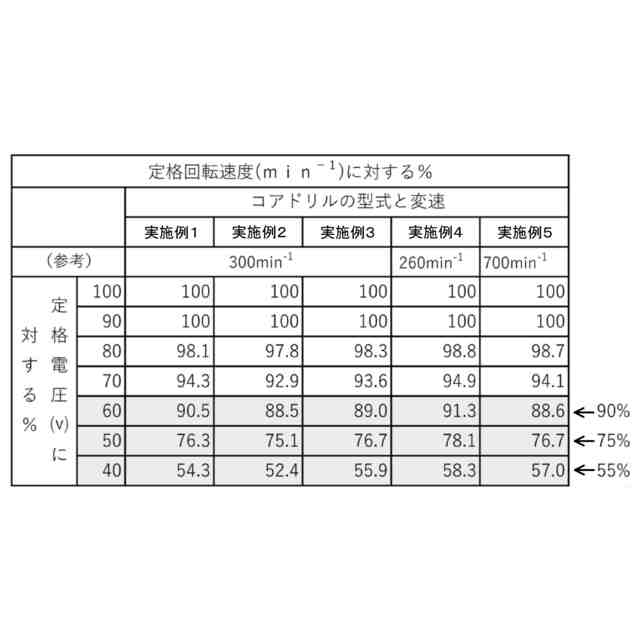
かかる本発明によれば、大口径のコアビットで切り込みする場合は、低速回転モードを選択するとよい。これにより、コアビットの周速[m/min]が従来よりも遅くなり、コアビットははじかれたり振動したりすることなく円滑にコンクリート表面を切り込むことができる。なお、小口径のコアビットで切り込みする場合は、通常回転モードを選択すればよい。通常回転モードの所定の通常回転数は、ドリルモータの定格回転速度であればよい。低速回転モードの所定の低速回転数は、定格回転速度の55%以上90%以下の範囲であればよく、好ましくは定格回転速度の55%以上75%以下の範囲であればよい。
【0008】
本発明のドリルモータは構造および特性を特に限定されない。本発明のドリルモータの構造は、交流モータであることが好ましく、商用電源から電力を供給される交流モータであることが特に好ましい。本発明のドリルモータの特性として、電圧―トルクの関係や、回転数―トルクの関係は、特に限定されず、正比例等の正の相関関係であったり、反比例等の負の相関関係であったり、あるいは他の特性曲線を構成する。本発明の一局面としてドリルモータは、通常回転モードで駆動されるドリルモータのトルクよりも小さなトルクを、低速回転モードで出力する。かかる局面によれば、低速回転モードでコアビットがコンクリート表面に切り込む際にコアビットがコンクリート表面に益々はじかれず、一層円滑な切り込みが実現する。
【0009】
本発明の一局面としてドリルモータ制御部は、低速回転モードを選択するためのインタフェイス部を有し、出力軸の回転停止中にインタフェイス部を介して低速回転モードが選択されると当該低速回転モードを実行する。かかる局面によれば、切り込みの際に低速回転モードを選択することができる。インタフェイス部の一例として、コア抜きの作業者に操作される操作子や、タッチパネル等を含む操作部である。インタフェイス部の他の例として、外部機器から信号を入力される入力ポートであってもよい。
【0010】
本発明の一局面としてドリルモータ制御部は、低速回転モードを実行中に、出力軸の回転数が所定の低速回転数よりもさらに少ない所定の最低回転数を下回る場合に、低速回転モードを中止し、ドリルモータの電圧値および/または電流値をゼロに制御する。かかる局面によれば、ドリルモータの回転がロックして過電流が流れることを防止することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
峰岸株式会社
ドリルビット
10か月前
株式会社大林組
形成方法
11か月前
株式会社丸高工業
湿式穿孔工具
9か月前
株式会社大林組
積層材成型方法
3か月前
株式会社大林組
形成方法及び形成装置
9か月前
株式会社コンセック
ワイヤーソー装置
11か月前
個人
石膏板の製造方法
3か月前
株式会社シブヤ
穿孔装置
4か月前
株式会社大林組
構造体の製造方法
5か月前
株式会社大林組
構造体の製造方法
5か月前
倉敷紡績株式会社
セメント系造形物の製造方法
1か月前
倉敷紡績株式会社
セメント系造形物の製造方法
1か月前
モリ技巧株式会社
コンクリートスラリー処理装置
11か月前
太平洋マテリアル株式会社
軽量繊維層及びその形成方法
1か月前
セレンディクス株式会社
建築物の製造方法
3か月前
セレンディクス株式会社
構造物の製造方法
2か月前
株式会社奥村組
積層コンクリート集合体の養生方法
7か月前
株式会社マキタ
作業機
11か月前
芝浦メカトロニクス株式会社
基板分離装置
7か月前
戸田建設株式会社
打設現場におけるスランプの調整方法
6か月前
株式会社Polyuse
造形物の製造方法
10か月前
株式会社Polyuse
構造物の製造方法
10か月前
本多産業株式会社
コンクリート離型剤
4か月前
鹿島建設株式会社
フレッシュコンクリートの製造方法
7か月前
株式会社エンプラス
流体取扱装置
11か月前
カヤバ株式会社
ミキサドラム制御装置
11か月前
株式会社熊谷組
骨材管理システムおよび骨材管理方法
3か月前
鹿島建設株式会社
境界ブロックの製作方法および境界ブロック
5か月前
カヤバ株式会社
ミキサドラムの制御装置
7か月前
株式会社大林組
構造物形成方法及び構造物形成システム
6か月前
ノリタケ株式会社
ロールコンパクション成形装置
1か月前
ノリタケ株式会社
ロールコンパクション成形装置
1か月前
株式会社エコシステム
混合ユニット、及び、混練物製造プラント
2か月前
太平洋マテリアル株式会社
吹付用ノズル
1か月前
株式会社冨士機
生コンクリート製造プラント
11か月前
カヤバ株式会社
ミキサ車及び状態検出装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ