TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025140882
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024040501
出願日
2024-03-14
発明の名称
熱可塑性樹脂組成物のフィルムの成形方法
出願人
横浜ゴム株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
48/92 20190101AFI20250919BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】バリア性と柔軟性とを向上させた、熱可塑性樹脂がマトリクスかつエラストマーがドメインとなる海島構造を有する熱可塑性樹脂組成物を用いたフィルムを、Tダイ押出成形機を用いて製造する方法を提供する。
【解決手段】本開示の方法は、熱可塑性樹脂がマトリクスかつエラストマーがドメインとなる海島構造を有する熱可塑性樹脂組成物のフィルムを、Tダイ押出成形機を用いて成形する方法であって、前記Tダイ押出成形機は、押出し機、Tダイ、冷却ロール、及びピンチロールをこの順に有しており、前記方法は、前記Tダイから吐出された熱可塑性樹脂組成物のフィルム前駆体を前記冷却ロールに接触させて前記フィルムに成形すること、及び前記フィルムを前記ピンチロールで引き取ること、を含んでおり、前記Tダイの吐出部のリップギャップLに対する成形された前記フィルムの厚さtの比t/Lは、0.04より大きく、0.4より小さい。
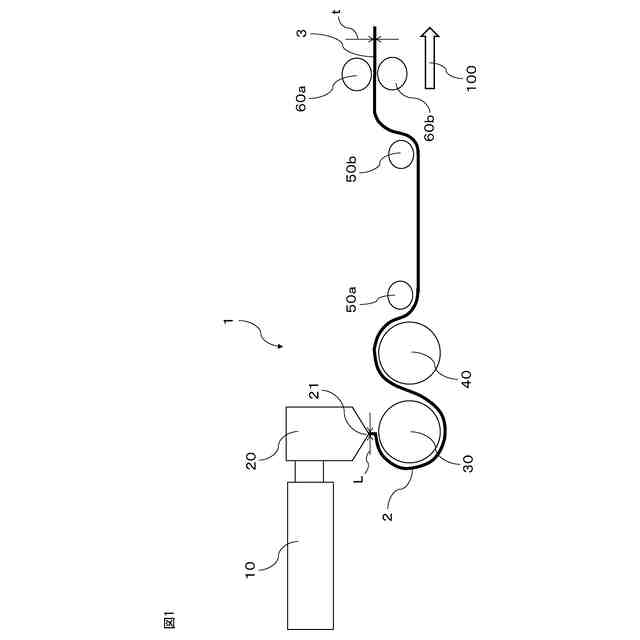
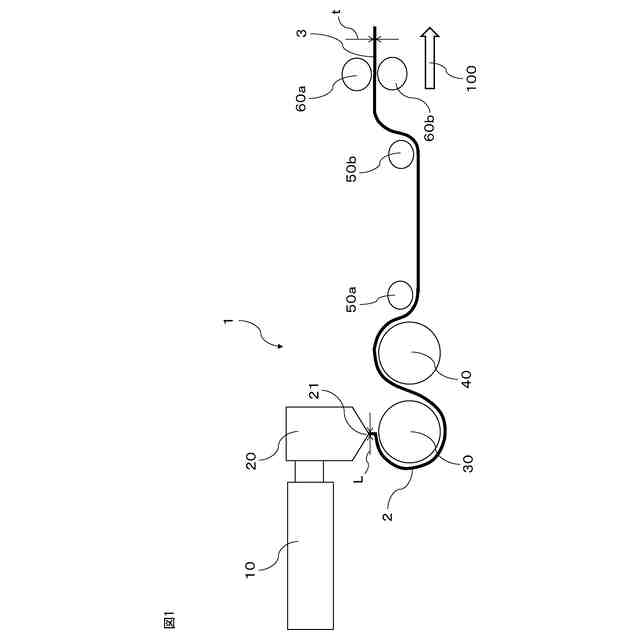
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性樹脂がマトリクスかつエラストマーがドメインとなる海島構造を有する熱可塑性樹脂組成物のフィルムを、Tダイ押出成形機を用いて成形する方法であって、
前記Tダイ押出成形機は、押出し機、Tダイ、冷却ロール、及びピンチロールをこの順に有しており、
前記方法は、
前記Tダイから吐出された熱可塑性樹脂組成物のフィルム前駆体を前記冷却ロールに接触させて前記フィルムに成形すること、及び
前記フィルムを前記ピンチロールで引き取ること、
を含んでおり、
前記Tダイの吐出部のリップギャップLに対する成形された前記フィルムの厚さtの比t/Lは、0.04より大きく、0.4より小さい、
方法。
続きを表示(約 890 文字)
【請求項2】
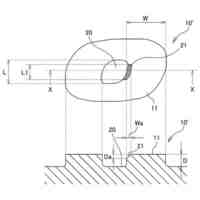
前記吐出部の先端は、前記Tダイ押出成形機を鉛直方向から見たときに前記冷却ロールの中心と端部との間に配置されており、
前記吐出部の先端から前記冷却ロールと前記フィルム前駆体との接触点までの距離Xと、前記冷却ロールの周長Rとは、X≧R/32を満たし、かつ
前記吐出部の先端から前記冷却ロールの前記端部までにおける前記フィルム前駆体の平均温度Tは、前記フィルム前駆体が含有している前記熱可塑性樹脂のうち最も重量比の高い熱可塑性樹脂の融点よりも20℃以上高い、
請求項1に記載の方法。
【請求項3】
前記Tダイの前記吐出部の開口面積Sに対する成形される前記フィルムの長手方向に垂直な断面の断面積Aの比A/Sは、0.03より大きく、0.2より小さい、請求項1又は2に記載の方法。
【請求項4】
前記冷却ロールの引き取り速度S1に対する前記ピンチロールの引き取り速度S2との比S2/S1は、1.01以上1.40未満である、請求項1又は2に記載の方法。
【請求項5】
前記冷却ロールと前記ピンチロールとの間において、前記フィルム前駆体を加熱要素に通過させること、を含んでおり、
前記加熱要素は、前記フィルム前駆体が含有している前記熱可塑性樹脂のうち最も重量比の高い熱可塑性樹脂の融点よりも10℃以上高い温度を有している、
請求項1又は2に記載の方法。
【請求項6】
前記熱可塑性樹脂は、ビニルアルコール系樹脂、ポリアミド樹脂、及びポリエステル樹脂からなる群から選択される少なくとも1つを含有している、請求項1又は2に記載の方法。
【請求項7】
前記エラストマーは、オレフィン系エラストマー、スチレン系エラストマー、ブチル系エラストマー、ジエン系ゴム及びそれらの変性物からなる群から選択される少なくとも1つを含有している、請求項1又は2に記載の方法。
【請求項8】
前記フィルムがタイヤ用インナーライナーである、請求項1又は2に記載の方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、熱可塑性樹脂組成物のフィルムの成形方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
特許文献1は、特定の特性を有するエチレン系共重合体(A)を含む樹脂を、Tダイにより成形し、押出フィルムを製造する方法において、Tダイ吐出時の樹脂温度が90~120℃であり、ダイスのリップギャップが0.7~1.5mm、溶融樹脂のエアギャップ部における延伸倍率が1.3~4.0であることを特徴とする押出フィルムの製造方法を開示している。
【先行技術文献】
【特許文献】
【0003】
特開2014-189623号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
熱可塑性樹脂がマトリクスかつエラストマーがドメインとなる海島構造を有する熱可塑性樹脂組成物を用いたフィルムは、例えばタイヤ用のインナーライナーに用いられ得る。
【0005】
本開示は、バリア性と柔軟性とを向上させた、熱可塑性樹脂がマトリクスかつエラストマーがドメインとなる海島構造を有する熱可塑性樹脂組成物を用いたフィルムを、Tダイ押出成形機を用いて製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本開示者は、以下の手段により上記課題を達成することができることを見出した:
《態様1》
熱可塑性樹脂がマトリクスかつエラストマーがドメインとなる海島構造を有する熱可塑性樹脂組成物のフィルムを、Tダイ押出成形機を用いて成形する方法であって、
前記Tダイ押出成形機は、押出し機、Tダイ、冷却ロール、及びピンチロールをこの順に有しており、
前記方法は、
前記Tダイから吐出された熱可塑性樹脂組成物のフィルム前駆体を前記冷却ロールによって延伸して前記フィルムに成形すること、及び
前記フィルムを前記ピンチロールで引き取ること、
を含んでおり、
前記Tダイの吐出部のリップギャップLに対する成形された前記フィルムの厚さtの比t/Lは、0.04より大きく、0.4より小さい、
方法。
《態様2》
前記吐出部の先端は、前記Tダイ押出成形機を鉛直方向から見たときに前記冷却ロールの中心と端部との間に配置されており、
前記吐出部の先端から前記冷却ロールと前記フィルム前駆体との接触点までの距離Xと前記冷却ロールの周長Rとは、X≧R/32を満たし、かつ
前記吐出部の先端から前記冷却ロールの前記端部までにおける前記フィルム前駆体の平均温度Tは、前記フィルム前駆体が含有している前記熱可塑性樹脂のうち最も重量比の高い熱可塑性樹脂の融点よりも20℃以上高い、
態様1に記載の方法。
《態様3》
前記Tダイの前記吐出部の開口面積Sに対する成形される前記フィルムの長手方向に垂直な断面の断面積Aの比A/Sは、0.03より大きく、0.2より小さい、態様1又は2に記載の方法。
《態様4》
前記冷却ロールの引き取り速度S1に対する前記ピンチロールの引き取り速度S2との比S2/S1は、1.01以上1.40未満である、態様1又は2に記載の方法。
《態様5》
前記冷却ロールと前記ピンチロールとの間において、前記フィルム前駆体を加熱要素に通過させること、を含んでおり、
前記加熱要素は、前記フィルム前駆体が含有している前記熱可塑性樹脂のうち最も重量比の高い熱可塑性樹脂の融点よりも10℃以上高い温度を有している、
態様1又は2に記載の方法。
《態様6》
前記熱可塑性樹脂は、ビニルアルコール系樹脂、ポリアミド樹脂、及びポリエステル樹脂からなる群から選択される少なくとも1つを含有している、態様1又は2に記載の方法。
《態様7》
前記エラストマーは、オレフィン系エラストマー、スチレン系エラストマー、ブチル系エラストマー、ジエン系ゴム及びそれらの変性物からなる群から選択される少なくとも1つを含有している、態様1又は2に記載の方法。
《態様8》
前記フィルムがタイヤ用インナーライナーである、態様1又は2に記載の方法。
【発明の効果】
【0007】
本開示によれば、バリア性と柔軟性とを向上させた、熱可塑性樹脂がマトリクスかつエラストマーがドメインとなる海島構造を有する熱可塑性樹脂組成物を用いたフィルムを、Tダイ押出成形機を用いて製造する方法を提供することができる。
【図面の簡単な説明】
【0008】
本開示の一つの実施形態に従う方法を実施するためのTダイ押出成形機1を示す模式図である。
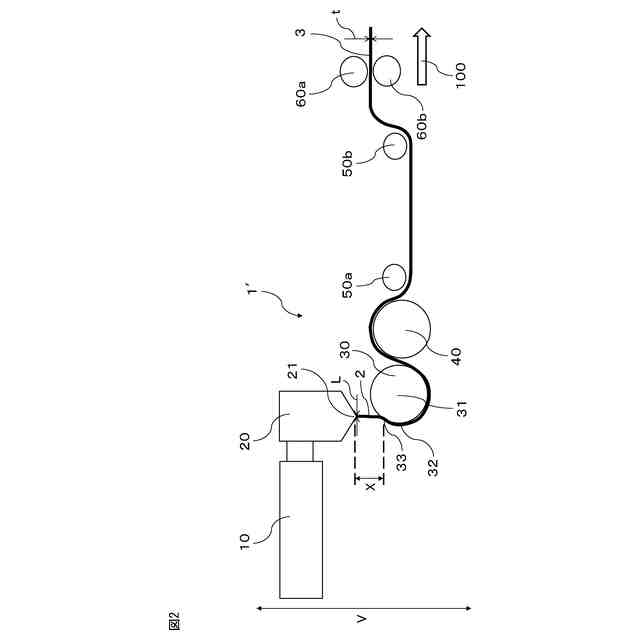
本開示の他の実施形態に従う方法を実施するためのTダイ押出成形機1’を示す模式図である。
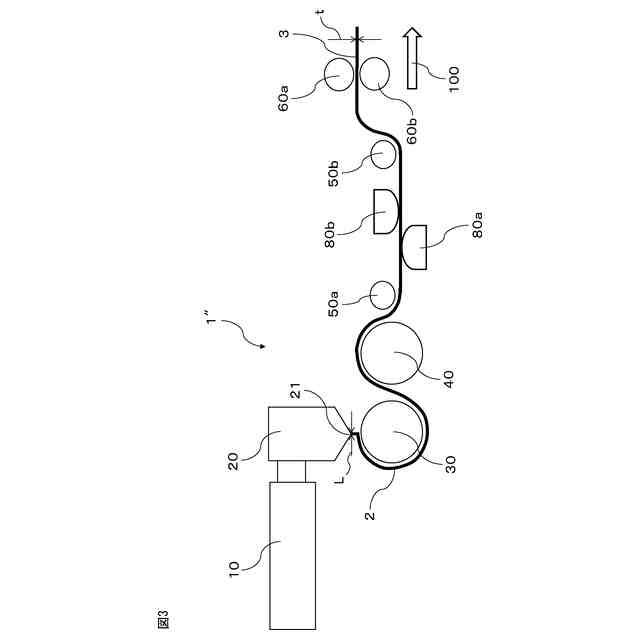
本開示の更に他の実施形態に従う方法を実施するためのTダイ押出成形機1’’を示す模式図である。
【発明を実施するための形態】
【0009】
以下、本開示の実施の形態について詳述する。なお、本開示は、以下の実施の形態に限定されるのではなく、開示の本旨の範囲内で種々変形して実施できる。
【0010】
1.本開示の方法
本開示の一つの実施形態に従う方法は、熱可塑性樹脂がマトリクスかつエラストマーがドメインとなる海島構造を有する熱可塑性樹脂組成物のフィルムを、Tダイ押出成形機を用いて成形する方法である。ここで、Tダイ押出成形機は、押出し機、Tダイ、冷却ロール、及びピンチロールをこの順に有している。本開示の方法は、Tダイから吐出された熱可塑性樹脂組成物のフィルム前駆体を冷却ロールに接触させてフィルムに成形すること、及びフィルムをピンチロールで引き取ること、を含んでいる。ここで、Tダイの吐出部のリップギャップLに対する成形されたフィルムの厚さtの比t/Lは、0.04より大きく、0.4より小さい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
横浜ゴム株式会社
タイヤ
29日前
横浜ゴム株式会社
タイヤ
15日前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
29日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
15日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
9日前
横浜ゴム株式会社
タイヤ
3日前
横浜ゴム株式会社
タイヤ
9日前
横浜ゴム株式会社
タイヤ
8日前
横浜ゴム株式会社
タイヤ
8日前
横浜ゴム株式会社
タイヤ
29日前
横浜ゴム株式会社
タイヤ
29日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
29日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
重荷重タイヤ
15日前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
19日前
横浜ゴム株式会社
空気入りタイヤ
16日前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
タイヤの製造方法
8日前
横浜ゴム株式会社
熱可塑性樹脂組成物
8日前
横浜ゴム株式会社
更生タイヤ及びその製造方法
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ