TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153538
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056070
出願日
2024-03-29
発明の名称
タイヤの製造方法
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
B29D
30/06 20060101AFI20251002BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】サイドウォール部の外表面に複数の表示物を備え、これら表示物の表面を研磨する工程を含むタイヤの製造方法において、表示物の研磨後の外観を良好にすることを可能にしたタイヤの製造方法を提供する。
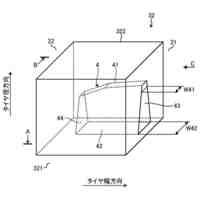
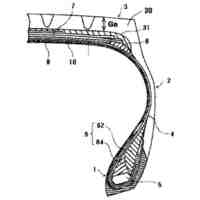
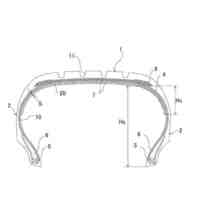
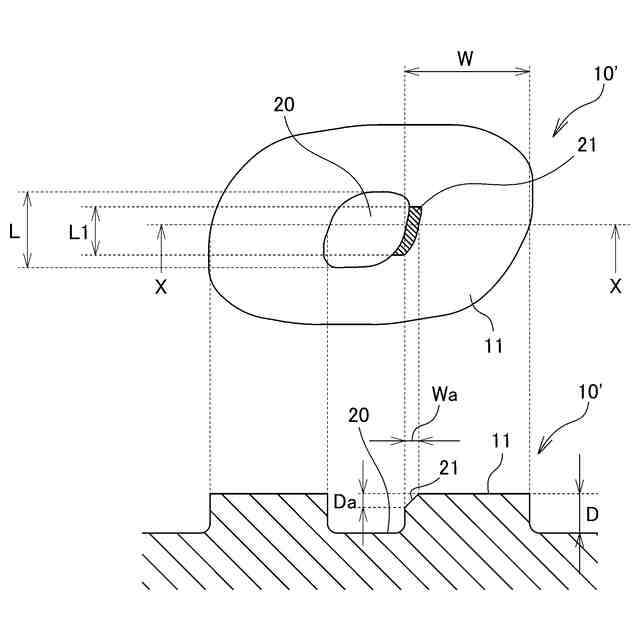
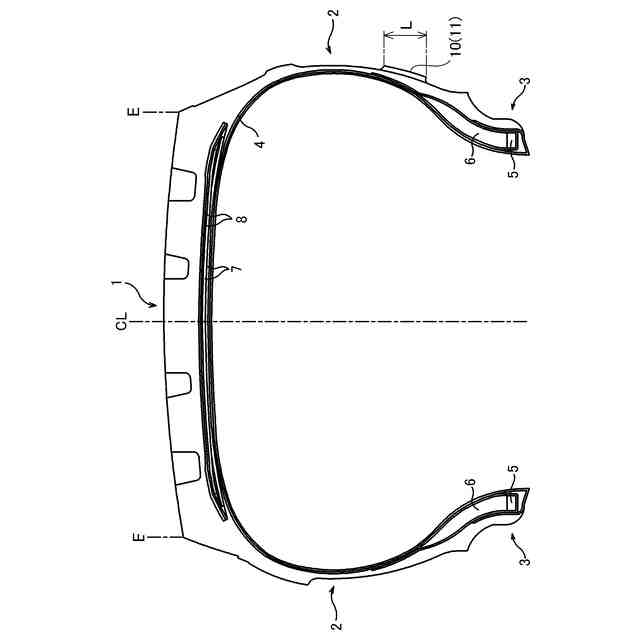
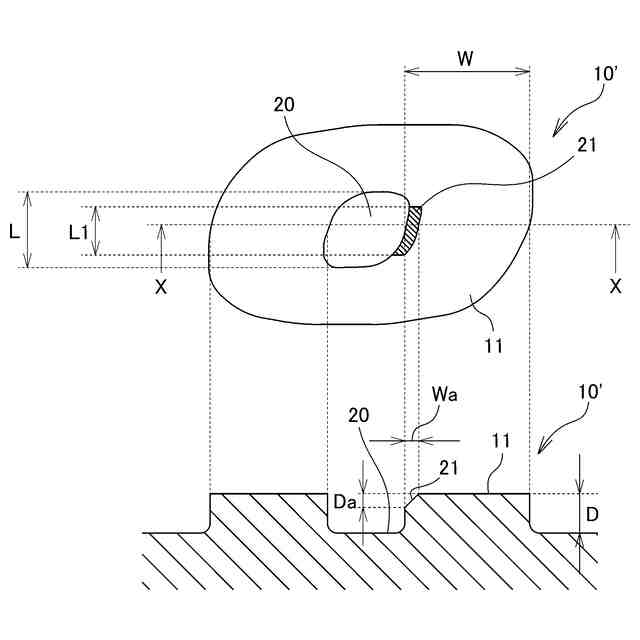
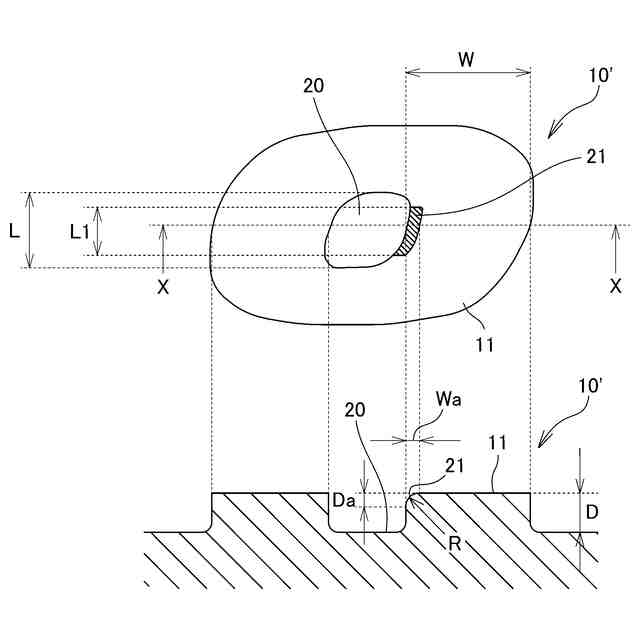
【解決手段】サイドウォール部2の外表面に、サイドウォール部2の外表面から隆起した凸部11の頂面の形状によって文字、図形、または記号を描写する表示物10を備えたタイヤを成形するにあたって、加硫後のタイヤを回転させながらサイドウォール部2に研磨体を当てることで、凸部11の表面の少なくともカバーゴム層13を除去して異色ゴム層12を露出させる工程を含み、表示物10のうち凸部11によって囲まれて周囲から独立した凹部29を含むものを特定文字10’と定義したとき、特定文字10’を構成する凸部11の研磨前の頂面において凹部20に隣接する縁部に面取り部21を形成する。
【選択図】図4
特許請求の範囲
【請求項1】
サイドウォール部の外表面に、前記サイドウォール部の外表面から隆起した凸部の頂面の形状によって文字、図形、または記号を描写する表示物を備えたタイヤを成形する製造方法であって、
前記表示物に対応する部分に、黒色ゴムとは異なる色を有する異色ゴム層と、該異色ゴム層を覆う黒色ゴムからなるカバーゴム層とが積層されたグリーンタイヤを成形する工程と、
前記グリーンタイヤを金型内で加硫し、前記表示物に対応する前記凸部を形成する工程と、
加硫後のタイヤを回転させながら前記サイドウォール部に研磨体を当てることで、前記凸部の表面の少なくとも前記カバーゴム層を除去して前記異色ゴム層を露出させる工程とを含み、
前記表示物のうち前記凸部によって囲まれて周囲から独立した凹部を含むものを特定文字と定義したとき、前記特定文字を構成する前記凸部の研磨前の頂面において前記凹部に隣接する縁部に面取り部を形成することを特徴とするタイヤの製造方法。
続きを表示(約 680 文字)
【請求項2】
前記異色ゴム層を露出させる工程における、前記加硫後のタイヤの回転方向と前記研磨体の回転方向が相反することを特徴とする請求項1に記載のタイヤの製造方法。
【請求項3】
前記面取り部が前記加硫後のタイヤの回転方向の少なくとも後ろ側に設けられ、前記特定文字を構成する前記凸部の研磨前の頂面における前記凹部のタイヤ径方向に沿った長さをL、前記面取り部のタイヤ径方向に沿った長さをL1としたとき、これら長さLおよびL1が0.2≦L1/Lの関係を満たすことを特徴とする請求項2に記載のタイヤの製造方法。
【請求項4】
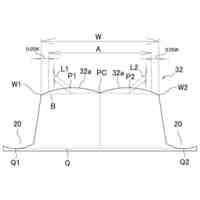
前記表示物のタイヤ径方向中心位置において、前記面取り部の面取り幅Waが前記凸部の前記面取り部が形成された部分のタイヤ周方向に沿った長さWに対して0.01≦Wa/W≦0.7の関係を満たし、且つ前記面取り部の面取り深さDaが前記表示物の研磨前の隆起高さDに対して0.2≦Da/D≦0.7の関係を満たすことを特徴とする請求項1または2に記載のタイヤの製造方法。
【請求項5】
前記面取り部が丸面取りであり、その面取り半径Rが1.0mm≦R≦5.0mmの関係を満たすことを特徴とする請求項1または2に記載のタイヤの製造方法。
【請求項6】
前記表示物の研磨前の隆起高さDと研磨後の隆起高さD’との差を研磨量Dbとしたとき、前記研磨量Dbが前記面取り部の面取り深さDaに対して0.1≦Db/Da≦0.8の関係を満たすことを特徴とする請求項1または2に記載のタイヤの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、サイドウォール部の外表面に文字、図形、または記号を描写する表示物を備えたタイヤの製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
タイヤのサイドウォール部の外表面には、メーカー名やブランド名などを表示するための表示物が形成される場合がある。特に、この表示物の視認性や装飾性を向上する目的で、サイドウォール部の色(一般的に黒色)と異なる色の異色ゴム(例えば白色ゴム)で表示物を形成することが行われている(所謂「ホワイトレター」)。このようなタイヤを製造する際には、グリーンタイヤのサイドウォール部に対応する部分の少なくとも一部(表示物に対応する部分)を異色ゴム層(白色ゴム層)とその異色ゴム層を覆うカバーゴム層(黒色ゴム層)とが積層した構造にし、そのグリーンタイヤを加硫し、表示物をサイドウォール部の表面から隆起した凸部として形成した後に、凸部の表面(カバーゴム層)を研磨して除去することにより白色ゴム層を露出させて、異色ゴムからなる表示物を形成する(例えば特許文献1を参照)。
【0003】
このようなタイヤにおいて、表示物(凸部)の表面を研磨する工程は、専用の研磨機(バフマシーン)等により行われる。この装置は、架台に装着されて回転するタイヤのサイド部に研磨体(砥石など)を回転させながら当てて、予めタイヤの種類毎に設定された間隔だけ、タイヤのサイドウォール部(表示物)を肉厚方向(凸部の隆起高さ方向)に研磨し、埋設された異色ゴムをタイヤ表面に露出させるように研磨する(例えば特許文献2を参照)。このような装置で研磨工程(バフ工程)を行う場合、特定の形状の表示物において研磨後の表面が平滑になりにくい傾向があり、それに起因して研磨後の表示物(文字列)の外観が悪化する虞があった。
【先行技術文献】
【特許文献】
【0004】
特開2018‐114732号公報
特開平05‐277925号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、サイドウォール部の外表面に文字、図形、または記号を描写する複数の表示物を備え、これら表示物の表面を研磨する工程を含むタイヤの製造方法において、表示物の研磨後の外観を良好にすることを可能にしたタイヤの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
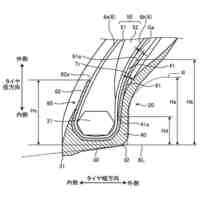
上記目的を達成するための本発明のタイヤの製造方法は、サイドウォール部の外表面に、前記サイドウォール部の外表面から隆起した凸部の頂面の形状によって文字、図形、または記号を描写する表示物を備えたタイヤを成形する製造方法であって、前記表示物に対応する部分に、黒色ゴムとは異なる色を有する異色ゴム層と、該異色ゴム層を覆う黒色ゴムからなるカバーゴム層とが積層されたグリーンタイヤを成形する工程と、前記グリーンタイヤを金型内で加硫し、前記表示物に対応する前記凸部を形成する工程と、加硫後のタイヤを回転させながら前記サイドウォール部に研磨体を当てることで、前記凸部の表面の少なくとも前記カバーゴム層を除去して前記異色ゴム層を露出させる工程とを含み、前記表示物のうち前記凸部によって囲まれて周囲から独立した凹部を含むものを特定文字と定義したとき、前記特定文字を構成する前記凸部の研磨前の頂面において前記凹部に隣接する縁部に面取り部を形成することを特徴とする。
【発明の効果】
【0007】
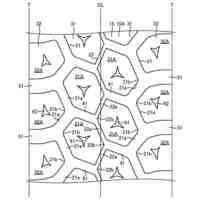
本発明の発明者は、表示物を構成する凸部の表面を研磨する工程を経て製造されるタイヤにおける表示物の外観不良について鋭意研究した結果、様々な表示物の中でも凸部によって囲まれて周囲から独立した凹部を含む特定の文字(本発明では「特定文字」と呼称する)を研磨する際に、この凹部に隣接する凸部の縁にめくり上がりが生じて、研磨後の凸部表面が平滑にならず、外観不良が生じることを知見した。本発明は、この知見に基づくものであり、特定文字を構成する凸部の研磨前の頂面において凹部に隣接する縁部に面取り部を形成することで、当該部位に対する研磨体の負荷を分散し、前述のめくり上がりを防止し、研磨後の表示物の表面を平滑にし、その外観を良好にすることができる。
【0008】
尚、本発明では、表示物のうち凸部によって囲まれて周囲から独立した凹部を含むものを便宜的に「特定文字」と定義しているが、表示物には、文字の他に、図形または記号を描写するものも含まれ、文字以外の図形または記号であっても凸部によって囲まれて周囲から独立した凹部を含むものは、いずれも「特定文字」に該当する。
【0009】
前述のめくり上がりは、異色ゴム層を露出させる工程における、加硫後のタイヤの回転方向と研磨体の回転方向が相反する場合に顕著になる。そのためタイヤと研磨体の回転方向が異なる場合に本発明を採用することは前述のめくり上がりの防止に特に有効である。
【0010】
本発明においては、面取り部が加硫後のタイヤの回転方向の少なくとも後ろ側に設けられ、特定文字を構成する凸部の研磨前の頂面における凹部のタイヤ径方向に沿った長さをL、面取り部のタイヤ径方向に沿った長さをL1としたとき、これら長さLおよびL1が0.2≦L1/Lの関係を満たすことが好ましい。これにより、前述のめくり上がりが生じやすい部位に十分に面取り部を設けることができるので、前述のめくり上がりを防止し、研磨後の表示物の表面を平滑にし、その外観を良好にするには有利になる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
22日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
22日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
音響材
15日前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
タイヤ
1日前
横浜ゴム株式会社
タイヤ
1日前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
3日前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
ゴム組成物
3日前
横浜ゴム株式会社
ゴム組成物
2日前
横浜ゴム株式会社
ゴム組成物
3日前
横浜ゴム株式会社
ゴム組成物
2日前
横浜ゴム株式会社
重荷重タイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
2か月前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
1日前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
1日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ