TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025140455
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024039867
出願日
2024-03-14
発明の名称
鋳ぐるみ品
出願人
株式会社アイシン
代理人
弁理士法人アイテック国際特許事務所
主分類
B22D
19/00 20060101AFI20250919BHJP(鋳造;粉末冶金)
要約
【課題】鋳造部と被鋳ぐるみ部材との接合強度を向上させる。
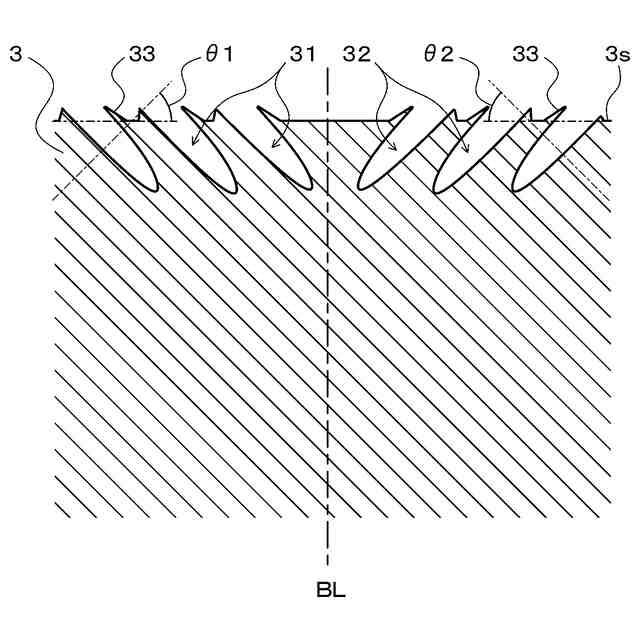
【解決手段】本開示の鋳ぐるみ品は、鋳ぐるみにより一体化された鋳造部と被鋳ぐるみ部材とを含む鋳ぐるみ品であって、それぞれ被鋳ぐるみ部材の鋳造部との接触面から窪むと共に当該接触面に対して傾斜して延在する複数の傾斜孔とを含み、被鋳ぐるみ部材は、複数の傾斜孔の各々の周縁の少なくとも一部に沿って延在する複数の突起を含み、複数の傾斜孔は、鋳ぐるみ品に設定された境界の一側に配設される複数の第1傾斜孔と、境界の他側に配設される複数の第2傾斜孔とを含み、複数の第1傾斜孔は、互いに同じ向きに傾斜し、複数の第2傾斜孔は、複数の第1傾斜孔とは逆向きに傾斜する。
【選択図】図3
特許請求の範囲
【請求項1】
鋳ぐるみにより一体化された鋳造部と被鋳ぐるみ部材とを含む鋳ぐるみ品において、
それぞれ前記被鋳ぐるみ部材の前記鋳造部との接触面から窪むと共に前記接触面に対して傾斜して延在する複数の傾斜孔を備える鋳ぐるみ品。
続きを表示(約 370 文字)
【請求項2】
請求項1に記載の鋳ぐるみ品において、
前記被鋳ぐるみ部材は、前記複数の傾斜孔の各々の周縁の少なくとも一部に沿って延在する複数の突起を含む鋳ぐるみ品。
【請求項3】
請求項1または2に記載の鋳ぐるみ品において、
前記複数の傾斜孔は、前記鋳ぐるみ品の前記接触面に対して設定された境界の一側に配設される複数の第1傾斜孔と、前記境界の他側に配設される複数の第2傾斜孔とを含み、
前記複数の第1傾斜孔は、互いに同じ向きに傾斜し、前記複数の第2傾斜孔は、互いに同じ向き、かつ前記複数の第1傾斜孔とは逆向きに傾斜する鋳ぐるみ品。
【請求項4】
請求項1または2に記載の鋳ぐるみ品において、
前記傾斜孔は、前記接触面から深さ方向に離間するにつれて先細に形成される鋳ぐるみ品。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋳ぐるみにより一体化された鋳造部と被鋳ぐるみ部材とを含む鋳ぐるみ品に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、鋳ぐるみにより鋳造部と一体化される鋳ぐるみ用鋳鉄部材として、表面粗さの最大高さRyが65~260μmであって、凹凸の平均間隔Smが0.6~1.5mmである鋳ぐるみ面を有するものが知られている(例えば、特許文献1参照)。この鋳ぐるみ用鋳鉄部材は、塗型材として、平均粒径0.05~0.5mmの珪砂を20~45質量%、平均粒径0.1mm以下のシリカフラワを10~30質量%、粘結剤を2~10質量%および水を30~60質量%混合した懸濁液を用いて製造され、車両用エンジンのシリンダブロックやブレーキドラムのインサートに適用される。
【先行技術文献】
【特許文献】
【0003】
特開2001-170755号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、鋳ぐるみにより鋳造部と一体化される被鋳ぐるみ部材の表面粗さを上述のような範囲内に設定したとしても、鋳造部と被鋳ぐるみ部材との接合強度を充分に確保し得ないことがある。
【0005】
そこで、本開示は、鋳造部と被鋳ぐるみ部材との接合強度を向上させることを主目的とする。
【課題を解決するための手段】
【0006】
本開示の鋳ぐるみ品は、鋳ぐるみにより一体化された鋳造部と被鋳ぐるみ部材とを含む鋳ぐるみ品において、それぞれ前記被鋳ぐるみ部材の前記鋳造部との接触面から窪むと共に前記接触面に対して傾斜して延在する複数の傾斜孔を含むものである。
【0007】
本開示の鋳ぐるみ品では、被鋳ぐるみ部材の鋳造部との接触面に、それぞれ当該接触面から窪むと共に接触面に対して傾斜して延在する複数の傾斜孔が形成されている。これにより、鋳ぐるみ品の製造に際して、金属の溶湯の一部は、被鋳ぐるみ部材の複数の傾斜孔の内部に流入し、各傾斜孔内で凝固収縮する。そして、各傾斜孔内の金属は、凝固収縮に応じて発生・残留する応力により各傾斜孔の内周面の上記接触面側の領域に密着させられる。この結果、本開示の鋳ぐるみ品では、鋳造部と被鋳ぐるみ部材との接合強度を向上させることが可能になる。
【0008】
また、本開示の鋳ぐるみ品の製造方法は、鋳ぐるみにより一体化された鋳造部と被鋳ぐるみ部材とを含む鋳ぐるみ品の製造方法において、前記被鋳ぐるみ部材の前記鋳造部との接触面に、それぞれ前記接触面から窪むと共に前記接触面に対して傾斜して延在する複数の傾斜孔を形成し、鋳型内に前記被鋳ぐるみ部材を配置した後、前記鋳型内に金属の溶湯を流し込んで凝固させるものである。
【0009】
かかる方法によっても、鋳ぐるみ品における鋳造部と被鋳ぐるみ部材との接合強度を向上させることが可能になる。
【図面の簡単な説明】
【0010】
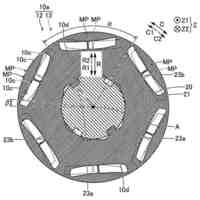
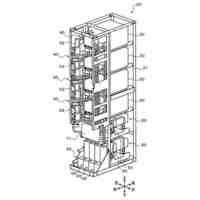
本開示の鋳ぐるみ品を示す概略構成図である。
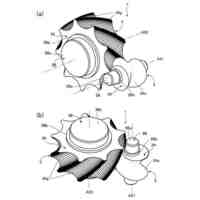
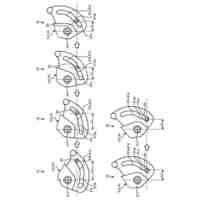
本開示の鋳ぐるみ品に含まれる被鋳ぐるみ部材を示す平面図である。
図2のIII-III線に沿った断面図である。
図2のVI-VI線に沿った断面図である。
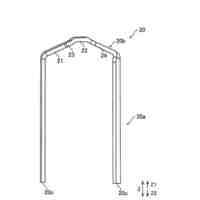
本開示の鋳ぐるみ品に含まれる他の被鋳ぐるみ部材を示す断面である。
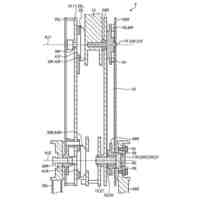
本開示の他の鋳ぐるみ品を示す概略構成図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アイシン
ロータ
10日前
株式会社アイシン
ロータ
14日前
株式会社アイシン
歯車機構
10日前
株式会社アイシン
ステータ
14日前
株式会社アイシン
車両制御装置
14日前
株式会社アイシン
折り畳み装置
14日前
株式会社アイシン
牽引支援装置
14日前
株式会社アイシン
折り畳み装置
14日前
株式会社アイシン
ドア支持装置
14日前
株式会社アイシン
折り畳み装置
14日前
株式会社アイシン
走行制御装置
14日前
株式会社アイシン
ガス検出装置
14日前
株式会社アイシン
折り畳み装置
14日前
株式会社アイシン
牽引支援装置
14日前
株式会社アイシン
環境認識装置
14日前
株式会社アイシン
運転支援装置
14日前
株式会社アイシン
サンルーフ装置
10日前
株式会社アイシン
ドアロック装置
8日前
株式会社アイシン
生体情報検出装置
14日前
株式会社アイシン
露光制御システム
14日前
株式会社アイシン
燃料電池システム
10日前
株式会社アイシン
燃料電池システム
10日前
株式会社アイシン
燃料電池システム
10日前
株式会社アイシン
被牽引車両用マークおよびマーク検出装置
14日前
株式会社豊田中央研究所
非接触給電可能な回転電機
8日前
株式会社アイシン
ペロブスカイト太陽電池及びペロブスカイト太陽電池の製造方法
今日
株式会社豊田中央研究所
体重推定装置、体重推定方法、及び体重推定プログラム
9日前
個人
鋼の連続鋳造用鋳型
1か月前
個人
ピストンの低圧鋳造金型
5か月前
友鉄工業株式会社
錫プレート成形方法
1か月前
芝浦機械株式会社
成形システム
7日前
トヨタ自動車株式会社
押湯入子
2か月前
大阪硅曹株式会社
無機中子用水性塗型剤
2か月前
日本製鉄株式会社
モールドパウダー
15日前
株式会社プロテリアル
合金粉末の製造方法
6か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ