TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025139369
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024038270
出願日
2024-03-12
発明の名称
金型構造
出願人
株式会社東芝
代理人
弁理士法人スズエ国際特許事務所
主分類
B29C
45/26 20060101AFI20250918BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】バリ除去作業並びにスプルランナ除去作業を型開動作と同時に行うことで、追加作業を伴うこと無く金型単独で、これら2つの除去作業を短時間に低コストで容易に行うことが可能な金型構造を提供する。
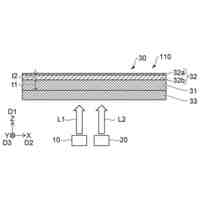
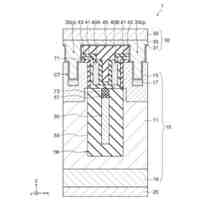
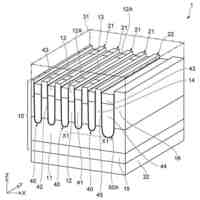
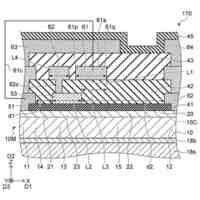
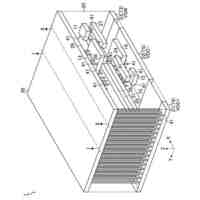
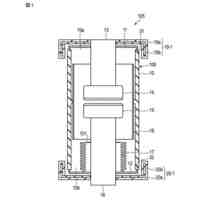
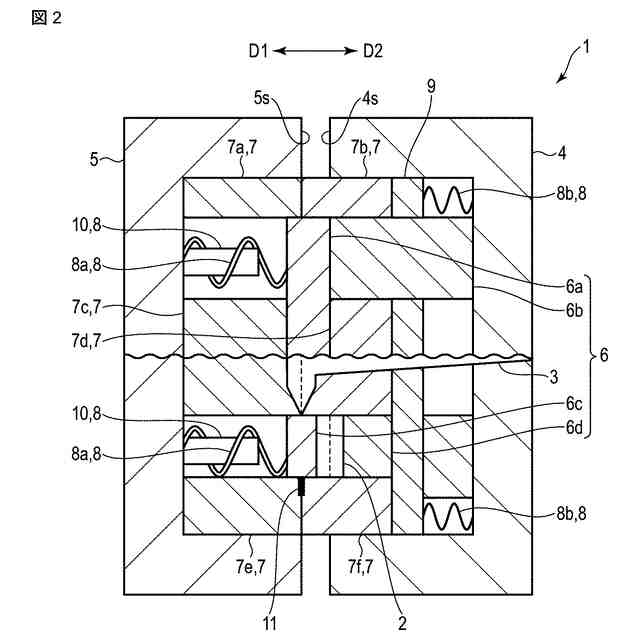
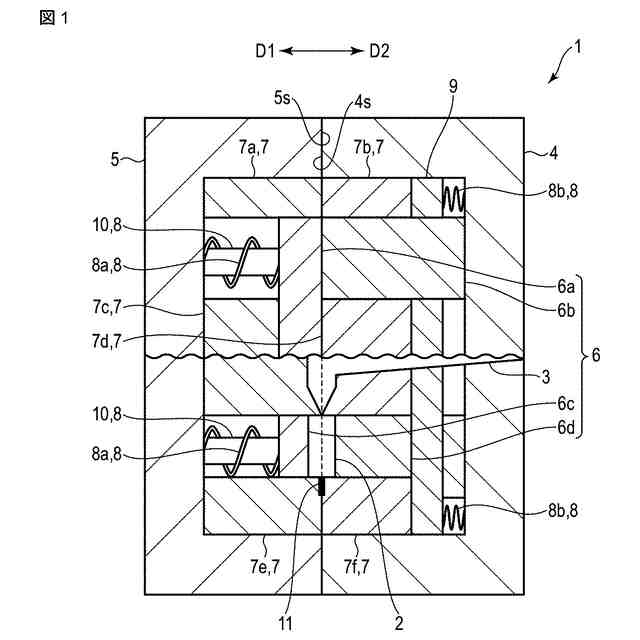
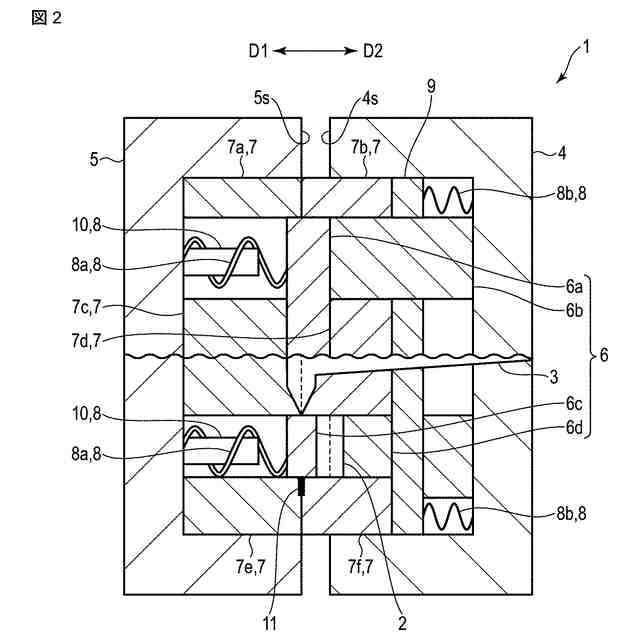
【解決手段】相対的に離接可能な一対の金型4,5を具備する金型構造1の内部に設けられ、所定の製品を成形するためのキャビティ2を構築する製品入れ子ユニット6と、製品入れ子ユニットを移動可能に支持し、かつ、キャビティに溶融樹脂を流し込むためのスプルランナ3を構築する支持入れ子ユニット7と、一対の金型を相対的に分離させる際、製品入れ子ユニット並びに支持入れ子ユニットを互いに反対方向に向けて同時に移動させ、予め設定された位置に位置決めする位置決め移動手段8とを有する。
【選択図】図2
特許請求の範囲
【請求項1】
相対的に離接可能な一対の金型を具備する金型構造の内部に設けられ、
所定の製品を成形するためのキャビティを構築する製品入れ子ユニットと、
前記製品入れ子ユニットを移動可能に支持し、かつ、前記キャビティに溶融樹脂を流し込むためのスプルランナを構築する支持入れ子ユニットと、
一対の前記金型を相対的に分離させる際、前記製品入れ子ユニット並びに前記支持入れ子ユニットを互いに反対方向に向けて同時に移動させ、予め設定された位置に位置決めする位置決め移動手段と、を有する金型構造。
続きを表示(約 1,300 文字)
【請求項2】
前記位置決め移動手段は、
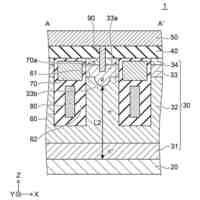
前記製品入れ子ユニットを一方向に向けて常時付勢する製品入れ子付勢機構と、
前記支持入れ子ユニットを前記一方向とは反対の他方向に向けて常時付勢する支持入れ子付勢機構と、を備えている請求項1に記載の金型構造。
【請求項3】
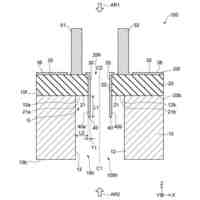
前記位置決め移動手段は、一対の前記金型を相対的に接合させた状態において、前記製品入れ子ユニットに当接する突き当てピンを備え、
前記突き当てピンは、溶融樹脂が前記スプルランナから前記キャビティに流れ込むように、前記支持入れ子ユニットに対して前記製品入れ子ユニットを位置決めする請求項1に記載の金型構造。
【請求項4】
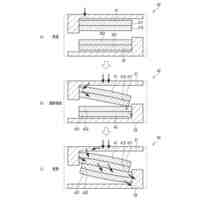
前記キャビティに流し込まれた前記溶融樹脂の一部が前記キャビティから流れ出し、前記支持入れ子ユニットのうち前記キャビティに隣接する部分にバリとして発生した場合において、
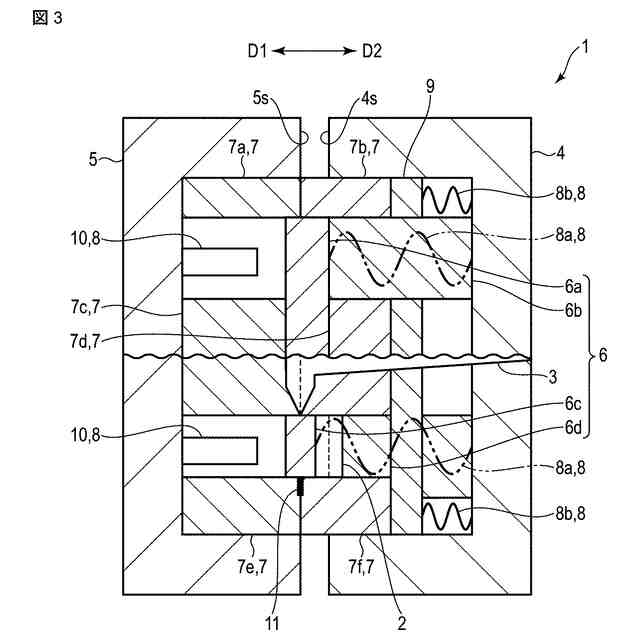
前記製品入れ子ユニットは、前記製品入れ子付勢機構によって、前記溶融樹脂が流し込まれた前記キャビティと共に、前記一方向に移動され、
前記支持入れ子ユニットは、前記支持入れ子付勢機構によって、前記スプルランナ並びに前記バリと共に、前記他方向に移動され、
このとき、互いに反対方向に移動する前記製品入れ子ユニットと前記支持入れ子ユニットとの間に生じる剪断力によって、前記スプルランナ並びに前記バリが、前記溶融樹脂が流し込まれた前記キャビティから一括して同時に分離される請求項2に記載の金型構造。
【請求項5】
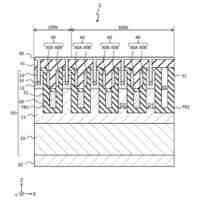
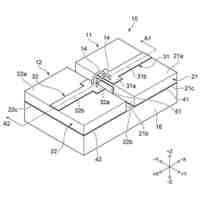
前記支持入れ子ユニットには、前記キャビティに隣接するように、複数の支持入れ子が互いに面状に接触した部分が構築され、
前記バリは、互いに面状に接触した前記支持入れ子の相互間に挟み込まれるように把持された状態で発生する請求項4に記載の金型構造。
【請求項6】
前記製品入れ子付勢機構としてバネ部材を適用した場合において、一対の前記金型を閉じる際の型締め力をF、前記製品入れ子ユニットを前記一方向に移動させる際に必要な荷重をF
1
、一対の前記金型を閉じる際に前記製品入れ子付勢機構に作用する荷重をF
A
とすると、前記製品入れ子付勢機構のバネ定数は、F>F
A
>F
1
なる関係を満たすように設定され、
前記支持入れ子付勢機構としてバネ部材を適用した場合において、一対の前記金型を閉じる際の型締め力をF、前記支持入れ子ユニットを前記他方向に移動させる際に必要な荷重をF
2
、前記スプルランナ並びに前記バリを前記キャビティから分離するために必要な荷重をF
3
、一対の前記金型を閉じる際に前記支持入れ子付勢機構に作用する荷重をF
B
とすると、前記支持入れ子付勢機構のバネ定数は、F>F
B
>large(F
2
、F
3
)なる関係を満たすように設定される請求項4に記載の金型構造。
発明の詳細な説明
【技術分野】
【0001】
この発明の実施形態は、金型構造に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
例えば、固定金型と可動金型とを有する2プレートタイプの金型構造が知られている。固定金型は、予め設定された位置に固定される。可動金型は、固定金型に対して分離可能に接合される。固定金型及び可動金型には、それぞれ、パーティングライン(PL)面(即ち、固定側PL面、可動側PL面)が設けられている。
【0003】
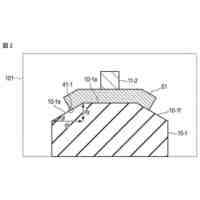
この場合、PL面同士を接触させるように、可動金型を固定金型に接合する(即ち、金型を閉じる)ことで、金型構造の内部にキャビティやスプルランナが構築される。このとき、溶融樹脂をスプルランナからキャビティに流し込むことで、キャビティの輪郭に沿った製品が成形される。そして、成形された製品(以下、成形品という)は、PL面同士を離間させるように、可動金型を固定金型から分離する(即ち、金型を開く)ことで、金型構造の内部から取り出される。
【先行技術文献】
【特許文献】
【0004】
特許第6643147号公報
特許第6590649号公報
特許第3413435号公報
実用新案登録第2581790号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、キャビティに流し込まれた溶融樹脂の逆流を防止するための保持圧力の程度や、金型を閉じる際に双方の金型に加える型締め力の程度によっては、PL面相互の隙間や、PL面に設けられたガスベントに溶融樹脂が流れ出すことで、成形品にバリが発生する場合がある。この場合、成形品からバリを速やかに除去することが求められる。
【0006】
更に、スプルランナは、溶融樹脂をキャビティに流し込むための通路の役目をする部品に過ぎない。このため、成形後、金型構造の内部からスプルランナを速やかに除去することが求められる。
【0007】
しかしながら、成形品からバリを除去するためには、成形品毎に個別にバリ除去作業を行わなければならない。更に、金型構造の内部からのスプルランナの除去(即ち、ゲートカット)では、例えば、取出し機などの付帯設備を用いた自動化という手段もある。しかし、付帯設備の導入や、金型ごとの動作プログラムの教示などが必要となり、手間がかかるだけでなく、金型単独で除去工程を実現することができない。このため、バリ除去作業並びにスプルランナ除去作業に要する手間や時間、コストがかかっていた。
【0008】
加えて、近年、多品種少量生産傾向にある国内の樹脂成形工程では、上記したバリ取りやゲートカットが手作業で行われる場合が多い。このため、それぞれの除去作業を手作業で行うための場所や時間を個別に確保せざるを得ず、その分だけコストがかかり面倒であった。
【0009】
本発明の目的は、バリ除去作業並びにスプルランナ除去作業を型開動作と同時に行うことで、追加作業を伴うこと無く金型単独で、これら2つの除去作業を短時間に低コストで容易に行うことが可能な金型構造を提供することにある。
【課題を解決するための手段】
【0010】
実施形態によれば、相対的に離接可能な一対の金型を具備する金型構造の内部に設けられ、所定の製品を成形するためのキャビティを構築する製品入れ子ユニットと、製品入れ子ユニットを移動可能に支持し、かつ、キャビティに溶融樹脂を流し込むためのスプルランナを構築する支持入れ子ユニットと、一対の金型を相対的に分離させる際、製品入れ子ユニット並びに支持入れ子ユニットを互いに反対方向に向けて同時に移動させ、予め設定された位置に位置決めする位置決め移動手段とを有する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東芝
電子源
2日前
株式会社東芝
端子台
1か月前
株式会社東芝
電子装置
1か月前
株式会社東芝
電子装置
2か月前
株式会社東芝
除去装置
1か月前
株式会社東芝
電子回路
1か月前
株式会社東芝
半導体装置
2日前
株式会社東芝
真空バルブ
1か月前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
1か月前
株式会社東芝
高周波回路
1か月前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
9日前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
1か月前
株式会社東芝
真空バルブ
1か月前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
17日前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
3日前
株式会社東芝
半導体装置
2日前
株式会社東芝
半導体装置
3日前
株式会社東芝
真空バルブ
3日前
株式会社東芝
重量測定装置
2か月前
株式会社東芝
電気化学装置
2日前
株式会社東芝
台車搬送装置
2か月前
株式会社東芝
コントローラ
1か月前
株式会社東芝
ディスク装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ