TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025138429
公報種別
公開特許公報(A)
公開日
2025-09-25
出願番号
2024037523
出願日
2024-03-11
発明の名称
遠心圧縮機
出願人
株式会社神戸製鋼所
代理人
弁理士法人三協国際特許事務所
主分類
F04D
29/62 20060101AFI20250917BHJP(液体用容積形機械;液体または圧縮性流体用ポンプ)
要約
【課題】後段側圧縮部への負担軽減を図る。
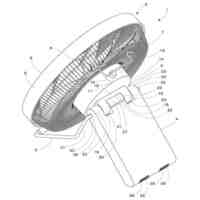
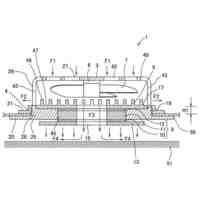
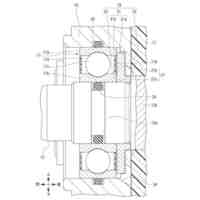
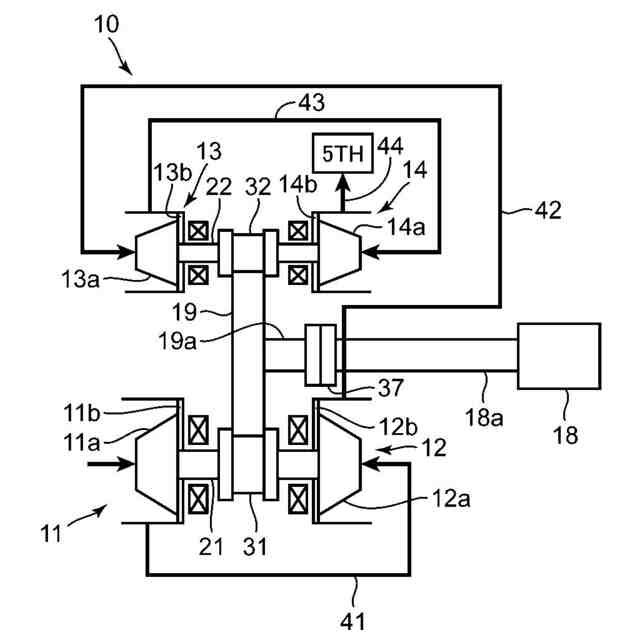
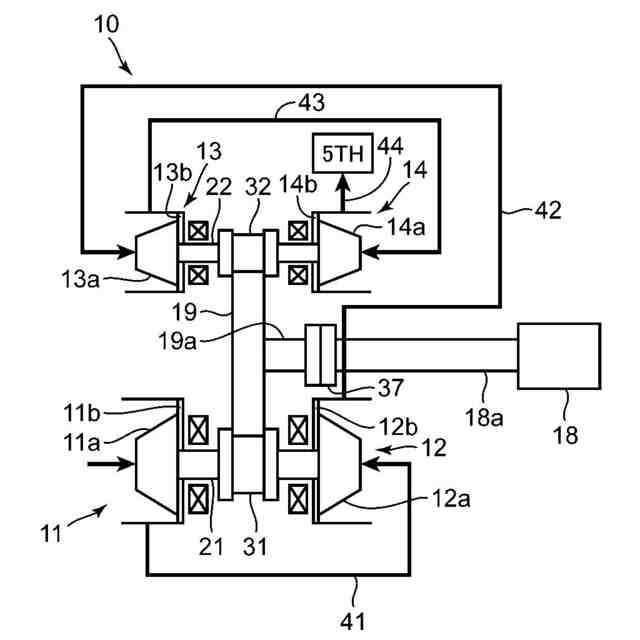
【解決手段】遠心圧縮機10は、5段以上の圧縮部11~14とブルギア19とピニオンシャフト21,22とを備える。最終段の圧縮部を駆動するピニオンシャフトの外径は、第1段圧縮部11を駆動するピニオンシャフト21の外径よりも小さく、最終段の圧縮部のインペラの外径は、第1段圧縮部11のインペラ11aの外径よりも小さい。インペラ11aの周速マッハ数は1以上1.5以下であり、かつ、比速度は400以上450以下である。最終段の圧縮部のインペラの周速マッハ数は0.5以上1未満であり、かつ、比速度は150以上350以下である。
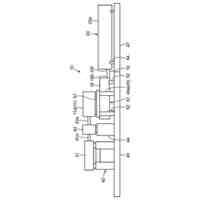
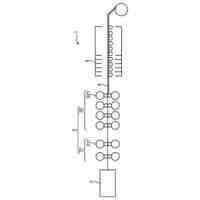
【選択図】図1
特許請求の範囲
【請求項1】
分子量が40以上である対象ガスを処理する多段式の遠心圧縮機であって、
前記対象ガスを段階的に昇圧する5段以上の圧縮部と、
動力源により駆動されるブルギアと、
前記ブルギアと直接的又はアイドラギアを介して噛み合い、前記5段以上の圧縮部に動力を伝達する3本以上のピニオンシャフトと、
を備え、
前記5段以上の圧縮部がそれぞれ、
インペラと、
前記インペラを通過したガスを回収するスクロールと、
を備え、
前記5段以上の圧縮部のうちの最終段の圧縮部を駆動するピニオンシャフトの外径は、前記5段以上の圧縮部のうちの1段目の圧縮部を駆動するピニオンシャフトの外径よりも小さく、
前記最終段の圧縮部のインペラの外径は、前記1段目の圧縮部のインペラの外径よりも小さく、
前記1段目の圧縮部において、前記インペラの周速マッハ数は1以上1.5以下であり、かつ、比速度は400以上500以下であって、前記1段目の圧縮部における前記周速マッハ数および前記比速度は、前記5段以上の圧縮部のうちの前記周速マッハ数および前記比速度の中で最も大きく、
前記最終段の圧縮部において、前記インペラの周速マッハ数は0.5以上1未満であり、かつ、比速度は150以上350以下である、遠心圧縮機。
続きを表示(約 690 文字)
【請求項2】
前記最終段の圧縮部における前記周速マッハ数および前記比速度は、前記5段以上の圧縮部のうちの前記周速マッハ数および前記比速度の中で最も小さい、請求項1に記載の遠心圧縮機。
【請求項3】
前記5段以上の圧縮部のうちの2段目の圧縮部は、前記1段目の圧縮部と共通のピニオンシャフトに接続されており、
前記2段目の圧縮部において、
前記インペラの周速マッハ数は、前記1段目の圧縮部における前記インペラの周速マッハ数と前記最終段の圧縮部における前記インペラの周速マッハ数との間の値であり、かつ、
比速度は、前記1段目の圧縮部の比速度と前記最終段の圧縮部の比速度との間の値である、請求項1または2に記載の遠心圧縮機。
【請求項4】
前記5段以上の圧縮部のうちの最終段の1つ前の圧縮部は、前記最終段の圧縮部と共通のピニオンシャフトに接続されており、
前記最終段の1つ前の前記圧縮部において、
前記インペラの周速マッハ数は、前記2段目の圧縮部における前記インペラの周速マッハ数と前記最終段の圧縮部における前記インペラの周速マッハ数との間の値であり、かつ、
比速度は、前記2段目の圧縮部の比速度と前記最終段の圧縮部の比速度との間の値である、請求項3に記載の遠心圧縮機。
【請求項5】
分子量が40未満の対象ガスを吸入する前段圧縮部をさらに備え、
外部機器によって乾燥され、分子量が40以上となった前記対象ガスを前記1段目の圧縮部が吸入する、請求項1または2に記載の遠心圧縮機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ギア内蔵型の多段式遠心圧縮機に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
近年、二酸化炭素が地球温暖化への影響が大きいと考えられる。この地球温暖化問題に対する有効な対策として、二酸化炭素回収等の技術が注目されている。ところで、二酸化炭素を圧縮するため圧縮機というわけではないが、特許文献1に開示されるようにギア内蔵型の多段式遠心圧縮機が知られている。多段式遠心圧縮機は、ガスを段階的に昇圧できるように複数の圧縮部を備える。各圧縮部はインペラを有しており、各インペラは、対応のピニオンシャフトを介して共通のブルギアによって駆動される。なお、ピニオンシャフトにはピニオンギアが設けられており、このピニオンギアがブルギアに噛み合うにピニオンシャフトが配置されている。
【先行技術文献】
【特許文献】
【0003】
特開2009-52492号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
多段式遠心圧縮機では、ガスが順次昇圧されていくため後段側の圧縮部ほどガスの体積流量が小さくなる。そのため、後段側の圧縮部ではインペラが相対的に小型化される。これに伴い、当該インペラを駆動するピニオンシャフト(ピニオンギア)も相対的に小径となるため、ブルギアと噛み合うピニオンギアのうち、後段側の圧縮部におけるピニオンギアへの負担が大きくなりやすい。特に、CO2のような高分子量のガスを処理する場合には、低分子量のガスを処理する場合と比べて処理負荷が増大しやすい。
【0005】
しかし、特許文献1では、最適化問題を解く際の繰り返し評価回数を削減することによって設計期間の短縮を図ることが示されるのみで、圧縮部間の負荷分散については考慮されていない。
【0006】
本発明は、上記課題に鑑みなされたものであり、多段式の遠心圧縮機において後段側圧縮部への負担軽減を図ることを目的としている。
【課題を解決するための手段】
【0007】
本発明に係る遠心圧縮機は、分子量が40以上である対象ガスを処理する多段式の遠心圧縮機であって、前記対象ガスを段階的に昇圧する5段以上の圧縮部と、動力源により駆動されるブルギアと、前記ブルギアと直接的又はアイドラギアを介して噛み合い、前記5段以上の圧縮部に動力を伝達する3本以上のピニオンシャフトと、を備える。前記5段以上の圧縮部がそれぞれ、インペラと、前記インペラを通過したガスを回収するスクロールと、を備える。前記5段以上の圧縮部のうちの最終段の圧縮部を駆動するピニオンシャフトの外径は、前記5段以上の圧縮部のうちの1段目の圧縮部を駆動するピニオンシャフトの外径よりも小さく、前記最終段の圧縮部のインペラの外径は、前記1段目の圧縮部のインペラの外径よりも小さい。前記1段目の圧縮部において、前記インペラの周速マッハ数は1以上1.5以下であり、かつ、比速度は400以上500以下であって、前記1段目の圧縮部における前記周速マッハ数および前記比速度は、前記5段以上の圧縮部のうちの前記周速マッハ数および前記比速度の中で最も大きい。前記最終段の圧縮部において、前記インペラの周速マッハ数は0.5以上1未満であり、かつ、比速度は150以上350以下である。
【0008】
前記遠心圧縮機では、1段目の圧縮部の周速マッハ数と比速度を大きくすることで1段目の仕事量を確保することができる。
【0009】
前記最終段の圧縮部における前記周速マッハ数および前記比速度は、前記5段以上の圧縮部のうちの前記周速マッハ数および前記比速度の中で最も小さくてもよい。この態様では、最終段の圧縮部の周速マッハ数及び比速度を最も小さくすることで最終段の圧縮部の負荷を軽減することができる。
【0010】
前記遠心圧縮機において、前記5段以上の圧縮部のうちの2段目の圧縮部は、前記1段目の圧縮部と共通のピニオンシャフトに接続されていてもよい。この場合、前記2段目の圧縮部において、前記インペラの周速マッハ数は、前記1段目の圧縮部における前記インペラの周速マッハ数と前記最終段の圧縮部における前記インペラの周速マッハ数との間の値であり、かつ、比速度は、前記1段目の圧縮部の比速度と前記最終段の圧縮部の比速度との間の値であってもよい。この態様では、1段目の圧縮部よりも2段目の圧縮部での負荷の増大を防止できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
ボルト用鋼
16日前
株式会社神戸製鋼所
浸炭窒化鋼材
16日前
株式会社神戸製鋼所
圧縮機ユニット
1日前
株式会社神戸製鋼所
焼結鉱の製造方法
20日前
株式会社神戸製鋼所
ステッピングモータ
1日前
株式会社神戸製鋼所
スラグ流出予兆検知方法
20日前
株式会社神戸製鋼所
アルミニウム合金押出材
15日前
株式会社神戸製鋼所
異種金属接合体及びその製造方法
14日前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
今日
株式会社神戸製鋼所
水素供給システムおよび水素供給方法
8日前
株式会社神戸製鋼所
冷間加工用機械構造用鋼線とその製造方法
20日前
株式会社神戸製鋼所
カップリング組付用治具及び治具付き押出機
2日前
株式会社神戸製鋼所
アルミニウム合金熱間鍛造材及びその製造方法
13日前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
今日
株式会社神戸製鋼所
ガス供給システム改良方法及びガス供給システム改良装置
15日前
株式会社神戸製鋼所
サイドドア
16日前
株式会社神戸製鋼所
ジオポリマー組成物、ジオポリマー硬化体およびジオポリマー硬化体の製造方法
20日前
株式会社神戸製鋼所
ジオポリマー組成物、ジオポリマー硬化体およびジオポリマー硬化体の製造方法
20日前
株式会社神戸製鋼所
ガスシールドアーク溶接用フラックス入りワイヤ及びガスシールドアーク溶接方法
今日
株式会社神戸製鋼所
冷間圧延用の鋼板の製造方法および冷間圧延鋼板の製造方法
8日前
株式会社神戸製鋼所
遠隔監視システム、遠隔監視方法、データ処理装置、データ処理方法、端末装置およびその制御方法、並びにプログラム
6日前
個人
海流製造装置。
1か月前
株式会社スギノマシン
圧縮機
21日前
株式会社ツインバード
送風装置
1か月前
株式会社ツインバード
送風装置
1か月前
日機装株式会社
遠心ポンプ
13日前
カヤバ株式会社
電動ポンプ
2か月前
株式会社不二越
蓄圧装置
3か月前
ビッグボーン株式会社
送風装置
2か月前
株式会社ノーリツ
ロータリ圧縮機
1か月前
株式会社不二越
ベーンポンプ
3か月前
樫山工業株式会社
真空ポンプ
22日前
サンデン株式会社
可変容量型圧縮機
今日
小倉クラッチ株式会社
ルーツブロア
3か月前
サンデン株式会社
スクロール圧縮機
27日前
サンデン株式会社
スクロール圧縮機
27日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ