TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025136958
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024035901
出願日
2024-03-08
発明の名称
溶融成形装置
出願人
株式会社豊田中央研究所
,
株式会社ミライズテクノロジーズ
,
トヨタ自動車株式会社
,
株式会社デンソー
代理人
弁理士法人 快友国際特許事務所
主分類
C03B
23/035 20060101AFI20250911BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】振動子の溶融成形装置を提供する。
【解決手段】溶融成形装置は、溶融成形型、プレート、第1接触部、第2接触部、を備える。溶融成形型は、下面と、下面と平行な上面と、上面の一部に形成されている穴部と、穴部の底面から下面まで貫通している貫通孔と、を備えている。プレートの表面には、排気口が形成されている。第1接触部および第2接触部は、溶融成形型の下面とプレートの表面との間に配置されており、溶融成形型とプレートとを離反可能に接続している。第1接触部は、溶融成形型の下面に表出している貫通孔の周囲およびプレートの表面に表出している排気口の周囲を取り囲んでいる。第2接触部は、第1接触部の内側に配置されており、貫通孔および排気口の周囲を取り囲んでいる。第1接触部および第2接触部が配置されていない領域では、溶融成形型の下面とプレートの表面との間に空間が形成されている。
【選択図】図2
特許請求の範囲
【請求項1】
溶融成形型、プレート、第1接触部、第2接触部、を備える溶融成形装置であって、
前記溶融成形型は、下面と、下面と平行な上面と、上面の一部に形成されている穴部と、穴部の底面から下面まで貫通している貫通孔と、を備えており、
前記プレートの表面には、排気口が形成されており、
前記第1接触部および前記第2接触部は、前記溶融成形型の下面と前記プレートの表面との間に配置されており、前記溶融成形型と前記プレートとを離反可能に接続しており、
前記第1接触部は、前記溶融成形型の下面に表出している前記貫通孔の周囲および前記プレートの表面に表出している前記排気口の周囲を取り囲んでおり、
前記第2接触部は、前記第1接触部の内側に配置されており、前記貫通孔および前記排気口の周囲を取り囲んでおり、
前記第1接触部および前記第2接触部が配置されていない領域では、前記溶融成形型の下面と前記プレートの表面との間に空間が形成されている、溶融成形装置。
続きを表示(約 1,000 文字)
【請求項2】
前記溶融成形型の上面に垂直な方向から見たときに、前記第1接触部は、閉じた環状構造を備えており、
前記第1接触部の全周において、前記溶融成形型と前記プレートとが密着している、請求項1に記載の溶融成形装置。
【請求項3】
前記溶融成形型の上面に垂直な方向から見たときに、前記第2接触部は環状構造を備えており、
前記第2接触部は、径方向に延びる溝によって複数に分割されており、
前記第2接触部の内周側には、第1空間が形成されており、
前記第2接触部の外周と前記第1接触部の内周との間には、第2空間が形成されており、
前記溝は、前記第1空間と前記第2空間とを連通している、請求項2に記載の溶融成形装置。
【請求項4】
前記溶融成形型の上面に垂直な方向から見たときに、前記第2接触部は、閉じた環状構造を備えており、
前記第2接触部の全周において、前記溶融成形型と前記プレートとが密着している、請求項2に記載の溶融成形装置。
【請求項5】
前記第1接触部および前記第2接触部は、前記溶融成形型と一体形成されており、前記溶融成形型の下面から突出している、請求項1-4の何れか1項に記載の溶融成形装置。
【請求項6】
前記第1接触部および前記第2接触部は、前記プレートと一体形成されており、前記プレートの表面から突出している、請求項1-4の何れか1項に記載の溶融成形装置。
【請求項7】
前記第1接触部および前記第2接触部は、前記プレートおよび前記溶融成形型とは別体に構成されている、請求項1-4の何れか1項に記載の溶融成形装置。
【請求項8】
前記第1接触部および前記第2接触部の熱膨張係数は、前記プレートの熱膨張係数と略同一である、請求項7に記載の溶融成形装置。
【請求項9】
前記溶融成形型の上面に垂直な方向から見たときに、前記第1接触部は第1面積を有しており、前記第2接触部は第2面積を有しており、
前記第2面積は前記第1面積の半分以下である、請求項1に記載の溶融成形装置。
【請求項10】
前記第2接触部の内側に配置されており、前記貫通孔および前記排気口の周囲を取り囲んでいる、第3接触部をさらに備えており、
前記溶融成形型の上面に垂直な方向から見たときに、前記第3接触部は、環状構造を備えている、請求項1に記載の溶融成形装置。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、振動子の溶融成形装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1には、高精度化が可能であるジャイロとして、溶融シリカを振動子に用いたBird-bath Resonator Gyroscope (BRG)が開示されている。具体的には、排気機能および排熱機能を備えたプレート上に、溶融成形型を配置する。溶融成形型の表面に形成されている穴部を塞ぐように、石英板を配置する。プレートの排気機能によって穴部の内部を減圧しながら、石英板の上面をバーナで加熱する。穴部の内部に入り込むように石英板を溶融変形させることで、半球形状の振動子を作製することができる。
【先行技術文献】
【特許文献】
【0003】
米国特許出願公開第2018/079129号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
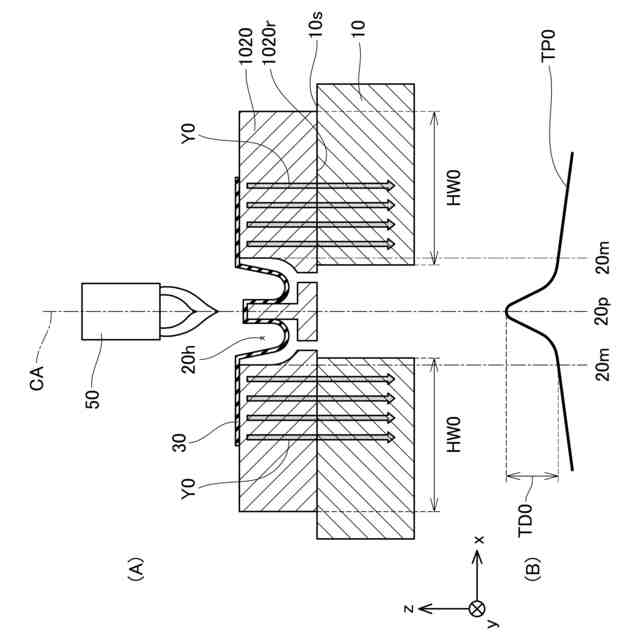
加熱された石英板の熱は、石英板と溶融成形型の表面との接触面および溶融成形型を介して、プレートへ排熱される。これにより石英板には、穴部の中心から外周に向かって温度が低下する温度勾配が発生する。この温度勾配が、振動子の加工形状に影響してしまう場合がある。
【課題を解決するための手段】
【0005】
本明細書が開示する溶融成形装置の一実施形態は、溶融成形型、プレート、第1接触部、第2接触部、を備える。溶融成形型は、下面と、下面と平行な上面と、上面の一部に形成されている穴部と、穴部の底面から下面まで貫通している貫通孔と、を備えている。プレートの表面には、排気口が形成されている。第1接触部および第2接触部は、溶融成形型の下面とプレートの表面との間に配置されており、溶融成形型とプレートとを離反可能に接続している。第1接触部は、溶融成形型の下面に表出している貫通孔の周囲およびプレートの表面に表出している排気口の周囲を取り囲んでいる。第2接触部は、第1接触部の内側に配置されており、貫通孔および排気口の周囲を取り囲んでいる。第1接触部および第2接触部が配置されていない領域では、溶融成形型の下面とプレートの表面との間に空間が形成されている。
【0006】
第1接触部および第2接触部によって、溶融成形型の下面とプレートの表面との間に空間が形成されている。溶融成形型の下面の全面がプレートの表面に接触している場合に比して、溶融成形型とプレートとの接触面積を低減できるため、溶融成形型からプレートへの排熱量を減少させることが可能となる。すなわち、溶融成形型に蓄熱することが可能となる。これにより、石英板に発生する温度勾配を抑制することができるため、振動子の加工精度を高めることが可能となる。
【図面の簡単な説明】
【0007】
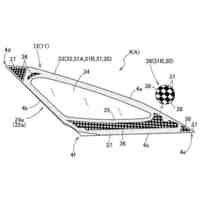
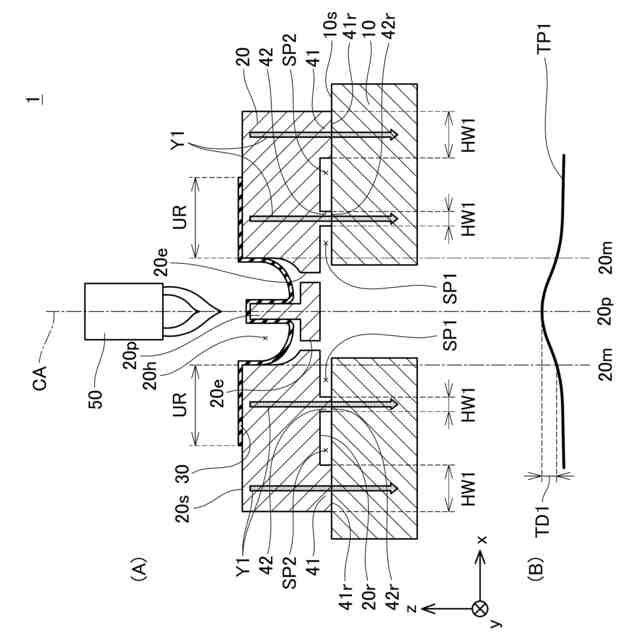
実施例1の溶融成形装置1の上面図である。
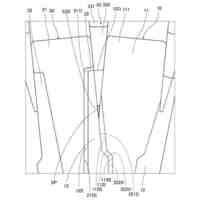
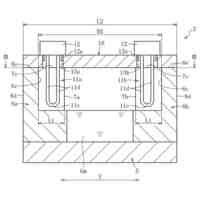
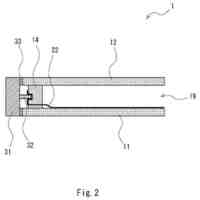
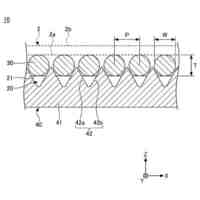
実施例1の溶融成形装置1の断面図である。
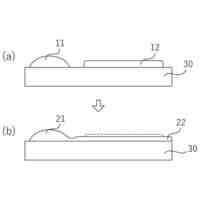
溶融変形後の断面図である。
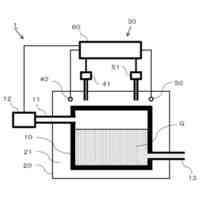
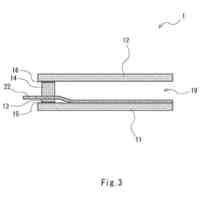
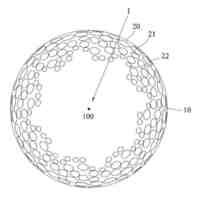
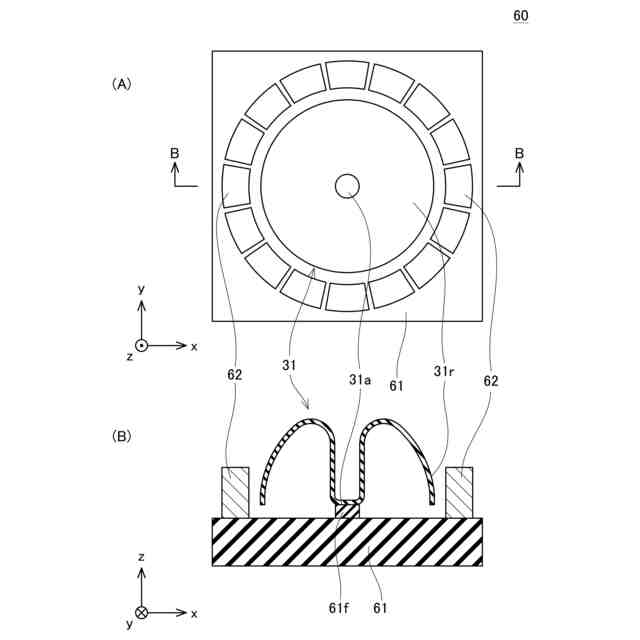
BRG60の上面図および断面図である。
比較例の成形型1020を用いて振動子31を作製する場合の断面図である。
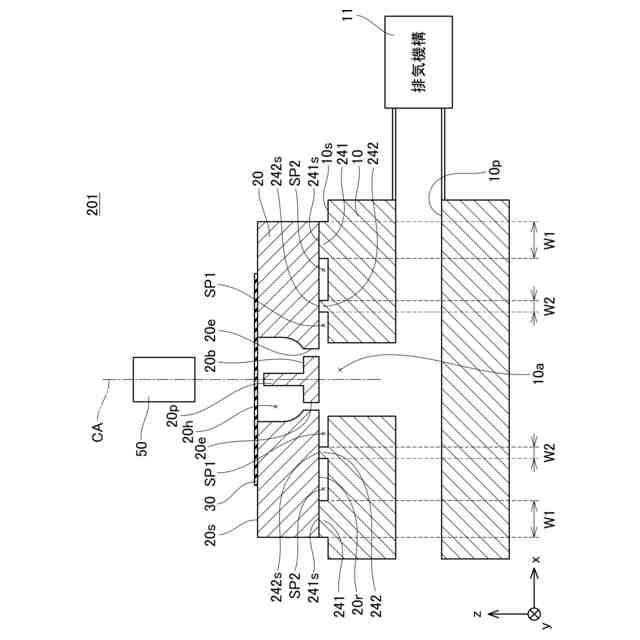
実施例2の溶融成形装置201の断面図である。
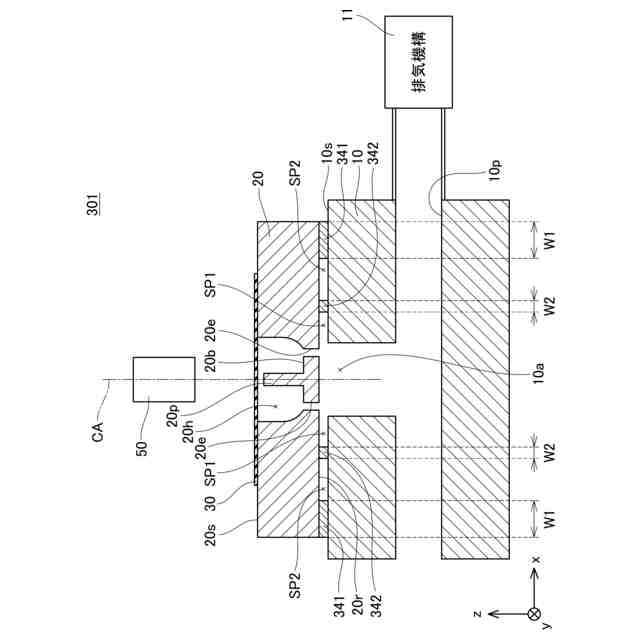
実施例3の溶融成形装置301の断面図である。
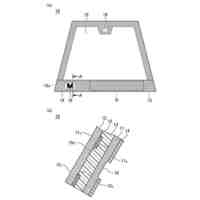
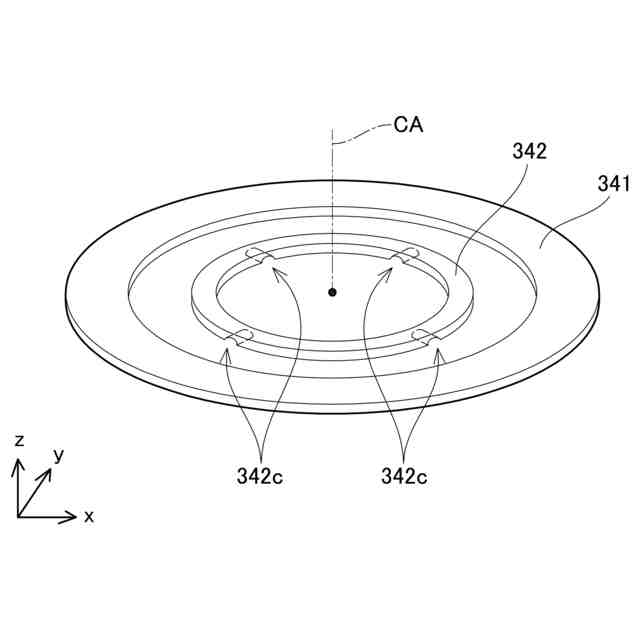
第1接触部341および第2接触部342の斜視図である。
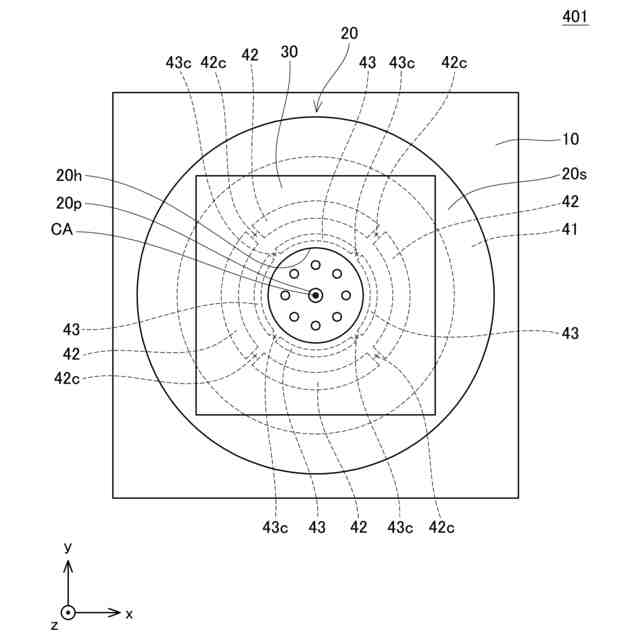
実施例4の溶融成形装置401の上面図である。
【発明を実施するための形態】
【実施例】
【0008】
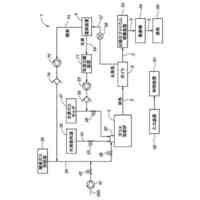
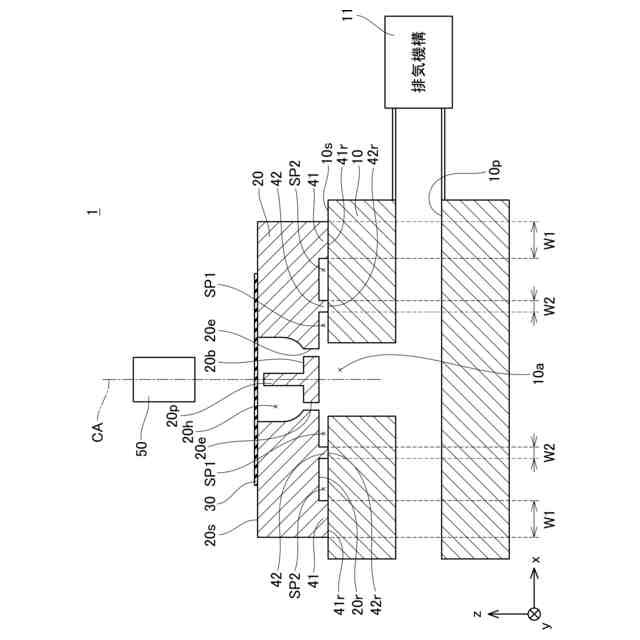
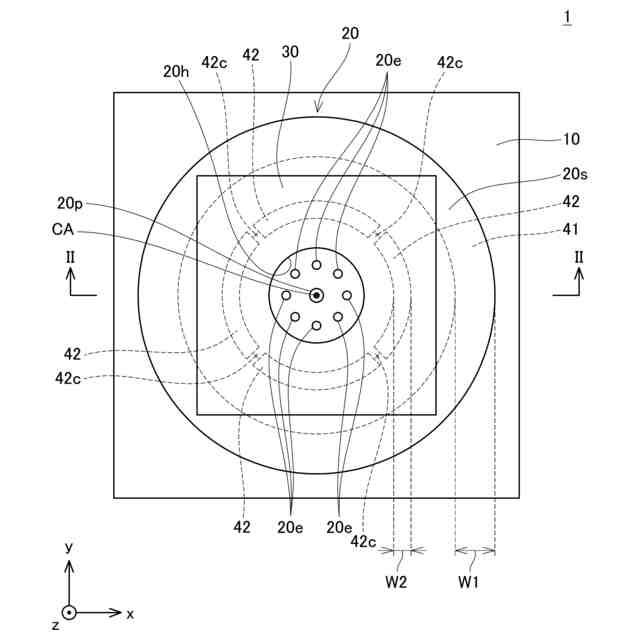
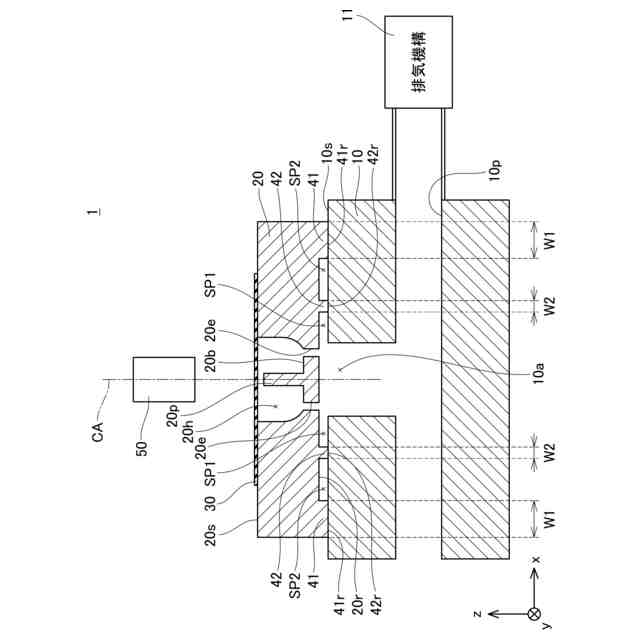
図1および図2に、実施例1の溶融成形装置1を示す。図1は、成形型20の上面20sに垂直な方向(z方向)から見た上面図である。図2は、図1のII-II線における断面図である。溶融成形装置1は、プレート10、排気機構11、成形型20、石英板30、第1接触部41、第2接触部42、バーナ50、を備える。なお図1では、第1接触部41および第2接触部42を点線で示しているとともに、バーナ50および排気機構11の記載を省略している。
【0009】
プレート10は、成形型20を設置するためのステンレス製の台である。プレート10の表面10sには、排気口10aが形成されている。排気口10aは、排気経路10pを介して排気機構11(例:真空ポンプ)に接続されている。
【0010】
成形型20は、石英板30を溶融変形させて半球形状の振動子31を成形するための型である。成形型20の材料はグラファイトとした。本実施例では、成形型20は、中心軸CAを備えた円柱形状である。成形型20は、下面20r、上面20s、穴部20h、支柱20p、貫通孔20e、を備える。下面20rおよび上面20sは、中心軸CAに垂直な平坦面である。上面20sは、下面20rと平行である。上面20sの一部には、穴部20hが形成されている。穴部20hは、石英板30が溶融変形するための変形空間である。本実施例では、穴部20hは、中心軸CAを中心とした円柱がくり抜かれた形状を有している。また穴部20hの内壁は、底へ向かって径が狭くなるような曲面のテーパ形状を備えている。換言すると、中心軸CAは、穴部20hの中心を通り成形型20の下面20rに垂直な軸である。穴部20hは、底面20bを備えている。穴部20hの中央には、底面20bから垂直上方に伸びている支柱20pが配置されている。支柱20pは、中心軸CAを中心軸とする円柱である。底面20bには、下面20rに貫通している複数の貫通孔20eが形成されている。貫通孔20eは排気口10aに連通している。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本電気硝子株式会社
ガラス材
4か月前
個人
ガラス製品の製造方法
2か月前
株式会社フジクラ
シール装置
4か月前
日本電気硝子株式会社
ガラスの製造方法
3か月前
日本電気硝子株式会社
ガラス繊維用組成物
4か月前
日本電気硝子株式会社
ガラス繊維用組成物
3か月前
日本板硝子株式会社
自動車用窓ガラス
5か月前
株式会社オハラ
光学ガラス
4か月前
AGC株式会社
ガラス板の製造方法
4か月前
信越化学工業株式会社
ガラス母材の延伸方法
2か月前
AGC株式会社
感光性ガラス
10日前
日本電気硝子株式会社
ガラスの製造方法
1か月前
日本電気硝子株式会社
フィーダー
4か月前
信越化学工業株式会社
光ファイバ母材の製造方法
2か月前
AGC株式会社
ガラスペースト
4か月前
AGC株式会社
複層ガラス、高地対応複層ガラス
3日前
日本板硝子株式会社
ビル用複層ガラス
25日前
日本電気硝子株式会社
ガラス板の製造方法
2日前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
5か月前
日本板硝子株式会社
車両用合わせガラス体
2か月前
株式会社オハラ
光学ガラスおよび光学素子
3か月前
AGC株式会社
合わせガラス
23日前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
5か月前
白金科技股分有限公司
微小球およびその調製方法
2か月前
東洋ガラス株式会社
ガラス製造装置
4か月前
AGC株式会社
ガラス及びその製造方法
2か月前
日本電気硝子株式会社
ガラス物品の製造方法
5か月前
信越化学工業株式会社
光ファイバ用多孔質母材の搬送装置
3か月前
日本電気硝子株式会社
ガラス物品の製造方法
16日前
AGC株式会社
洗浄部材の位置決め方法
3か月前
日本板硝子株式会社
車両用調光合わせガラス
2か月前
AGC株式会社
成形装置、及び成形方法
2か月前
日本電気硝子株式会社
ガラス粉末、封着材料及び封着材料ペースト
5か月前
住友電気工業株式会社
光ファイバの製造方法
1か月前
住友電気工業株式会社
光ファイバの製造装置
1か月前
住友電気工業株式会社
光ファイバの製造方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ