TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025136956
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024035899
出願日
2024-03-08
発明の名称
3Dプリンタシステム、及び造形物の製造方法
出願人
UBE三菱セメント株式会社
代理人
個人
,
個人
,
個人
主分類
B28B
1/30 20060101AFI20250911BHJP(セメント,粘土,または石材の加工)
要約
【課題】造形物を複数の繊維により補強する場合において、システムの安定稼働を図る。
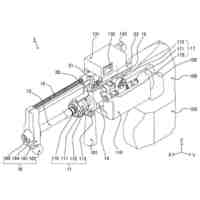
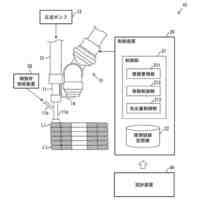
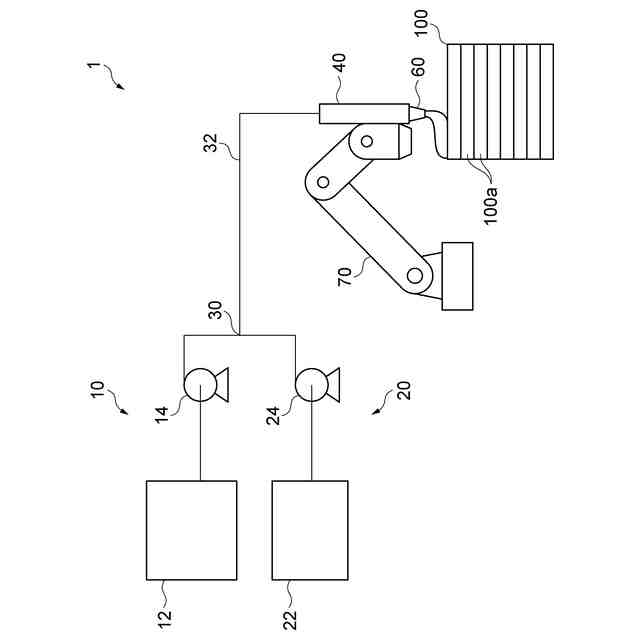
【解決手段】3Dプリンタ用の材料と水とを含む材料スラリーを吐出する吐出部と、前記吐出部から吐出された前記材料スラリーが積層されるように前記吐出部の位置を調整する位置調整部と、前記吐出部内の前記材料スラリーに対して、又は、前記吐出部から吐出された後の前記材料スラリーに対して、複数の補強繊維を合流させる繊維供給部と、を備える、3Dプリンタシステム。
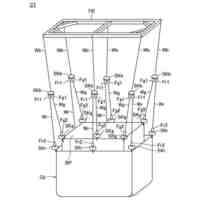
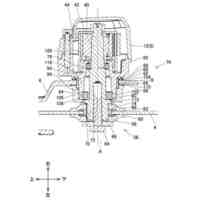
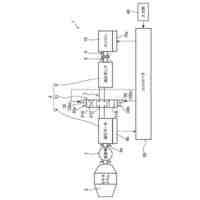
【選択図】図3
特許請求の範囲
【請求項1】
3Dプリンタ用の材料と水とを含む材料スラリーを吐出する吐出部と、
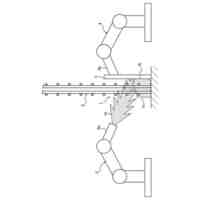
前記吐出部から吐出された前記材料スラリーが積層されるように前記吐出部の位置を調整する位置調整部と、
前記吐出部内の前記材料スラリーに対して、又は、前記吐出部から吐出された後の前記材料スラリーに対して、複数の補強繊維を合流させる繊維供給部と、
を備える、3Dプリンタシステム。
続きを表示(約 780 文字)
【請求項2】
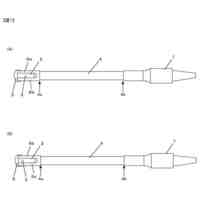
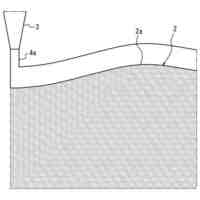
前記吐出部は、前記材料スラリーを吐出する第1ノズルを有し、
前記繊維供給部は、前記第1ノズルから吐出され、積層された状態の前記材料スラリーにおける層同士の間を貫通するように前記複数の補強繊維を吐出する第2ノズルを有する、
請求項1に記載の3Dプリンタシステム。
【請求項3】
前記複数の補強繊維のそれぞれは、金属繊維、炭素繊維、又は合成繊維である、
請求項1又は2に記載の3Dプリンタシステム。
【請求項4】
前記複数の補強繊維それぞれの長さは、3mm~80mmである、
請求項1又は2に記載の3Dプリンタシステム。
【請求項5】
水硬性結合材及び水を含む主材スラリーを供給する第1材料供給部と、
前記水硬性結合材を硬化させる成分及び水を含む硬化材スラリーを供給する第2材料供給部と、
前記主材スラリーと前記硬化材スラリーとを混合して前記材料スラリーを得て、当該材料スラリーを前記吐出部に供給する混合部と、
を更に備え、
前記混合部は、スタティックミキサを有する、
請求項1又は2に記載の3Dプリンタシステム。
【請求項6】
3Dプリンタ用の材料と水とを含む材料スラリーを吐出部から吐出させる吐出工程と、
前記吐出部から吐出された前記材料スラリーが積層されるように前記吐出部の位置を調整する位置調整工程と、
前記吐出部内の前記材料スラリーに対して、又は、前記吐出部から吐出された後の前記材料スラリーに対して、複数の補強繊維を合流させる繊維供給工程と、
前記材料スラリーが積層されて形成される積層体を硬化させて造形物を得る硬化工程と、
を含む、造形物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、3Dプリンタシステム、及び造形物の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1には、セメント質混練物の造形用付加製造システムが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2017-185645号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本開示は、造形物を複数の繊維により補強する場合において、システムの安定稼働に有用な3Dプリンタシステム、及び造形物の製造方法を提供する。
【課題を解決するための手段】
【0005】
[1]3Dプリンタ用の材料と水とを含む材料スラリーを吐出する吐出部と、前記吐出部から吐出された前記材料スラリーが積層されるように前記吐出部の位置を調整する位置調整部と、前記吐出部内の前記材料スラリーに対して、又は、前記吐出部から吐出された後の前記材料スラリーに対して、複数の補強繊維を合流させる繊維供給部と、を備える、3Dプリンタシステム。
【0006】
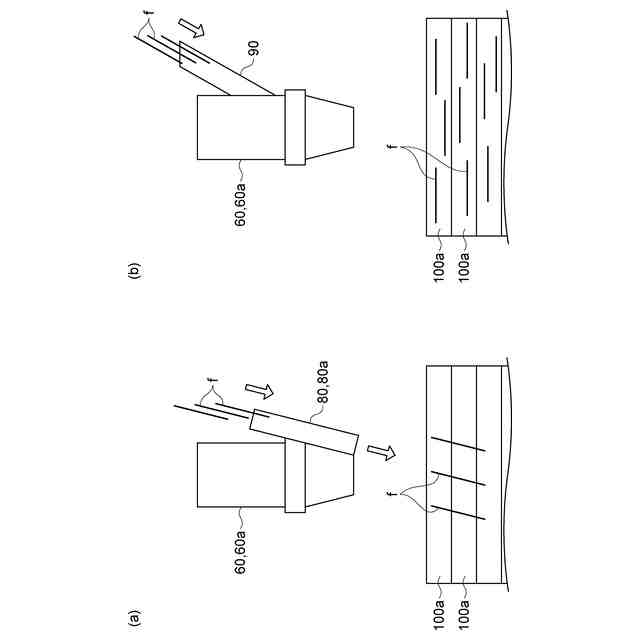
[2]前記吐出部は、前記材料スラリーを吐出する第1ノズルを有し、前記繊維供給部は、前記第1ノズルから吐出され、積層された状態の前記材料スラリーにおける層同士の間を貫通するように前記複数の補強繊維を吐出する第2ノズルを有する、上記[1]に記載の3Dプリンタシステム。
【0007】
[3]前記複数の補強繊維のそれぞれは、金属繊維、炭素繊維、又は合成繊維である、上記[1]又は[2]に記載の3Dプリンタシステム。
【0008】
[4]前記複数の補強繊維それぞれの長さは、3mm~80mmである、上記[1]~[3]のいずれか1つに記載の3Dプリンタシステム。
【0009】
[5]水硬性結合材及び水を含む主材スラリーを供給する第1材料供給部と、前記水硬性結合材を硬化させる成分及び水を含む硬化材スラリーを供給する第2材料供給部と、前記主材スラリーと前記硬化材スラリーとを混合して前記材料スラリーを得て、当該材料スラリーを前記吐出部に供給する混合部と、を更に備え、前記混合部は、スタティックミキサを有する、上記[1]~[4]のいずれか1つに記載の3Dプリンタシステム。
【0010】
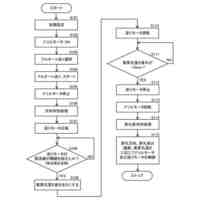
[6]3Dプリンタ用の材料と水とを含む材料スラリーを吐出部から吐出させる吐出工程と、前記吐出部から吐出された前記材料スラリーが積層されるように前記吐出部の位置を調整する位置調整工程と、前記吐出部内の前記材料スラリーに対して、又は、前記吐出部から吐出された後の前記材料スラリーに対して、複数の補強繊維を合流させる繊維供給工程と、前記材料スラリーが積層されて形成される積層体を硬化させて造形物を得る硬化工程と、を含む、造形物の製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
峰岸株式会社
ドリルビット
10か月前
株式会社大林組
形成方法
11か月前
株式会社丸高工業
湿式穿孔工具
9か月前
株式会社大林組
積層材成型方法
3か月前
株式会社大林組
形成方法及び形成装置
9か月前
株式会社コンセック
ワイヤーソー装置
11か月前
個人
石膏板の製造方法
3か月前
株式会社シブヤ
穿孔装置
4か月前
株式会社大林組
構造体の製造方法
5か月前
株式会社大林組
構造体の製造方法
5か月前
倉敷紡績株式会社
セメント系造形物の製造方法
1か月前
倉敷紡績株式会社
セメント系造形物の製造方法
1か月前
モリ技巧株式会社
コンクリートスラリー処理装置
11か月前
太平洋マテリアル株式会社
軽量繊維層及びその形成方法
1か月前
セレンディクス株式会社
建築物の製造方法
3か月前
セレンディクス株式会社
構造物の製造方法
2か月前
株式会社奥村組
積層コンクリート集合体の養生方法
7か月前
株式会社マキタ
作業機
11か月前
芝浦メカトロニクス株式会社
基板分離装置
7か月前
戸田建設株式会社
打設現場におけるスランプの調整方法
6か月前
株式会社Polyuse
造形物の製造方法
10か月前
株式会社Polyuse
構造物の製造方法
10か月前
本多産業株式会社
コンクリート離型剤
4か月前
鹿島建設株式会社
フレッシュコンクリートの製造方法
7か月前
株式会社エンプラス
流体取扱装置
11か月前
カヤバ株式会社
ミキサドラム制御装置
11か月前
株式会社熊谷組
骨材管理システムおよび骨材管理方法
3か月前
鹿島建設株式会社
境界ブロックの製作方法および境界ブロック
5か月前
カヤバ株式会社
ミキサドラムの制御装置
7か月前
株式会社大林組
構造物形成方法及び構造物形成システム
6か月前
ノリタケ株式会社
ロールコンパクション成形装置
1か月前
ノリタケ株式会社
ロールコンパクション成形装置
1か月前
株式会社エコシステム
混合ユニット、及び、混練物製造プラント
2か月前
太平洋マテリアル株式会社
吹付用ノズル
1か月前
株式会社冨士機
生コンクリート製造プラント
11か月前
カヤバ株式会社
ミキサ車及び状態検出装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ