TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025135547
公報種別
公開特許公報(A)
公開日
2025-09-18
出願番号
2024205383
出願日
2024-11-26
発明の名称
研磨装置及びウェーハの研磨方法
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
49/02 20060101AFI20250910BHJP(研削;研磨)
要約
【課題】研磨パッドの実際の消耗量を正確に求めて該研磨パッドの交換頻度を低く抑えること。
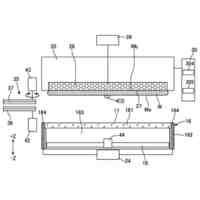
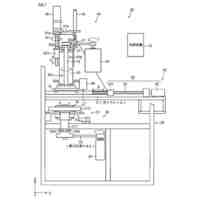
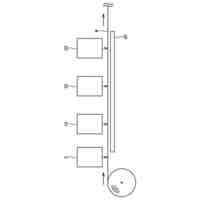
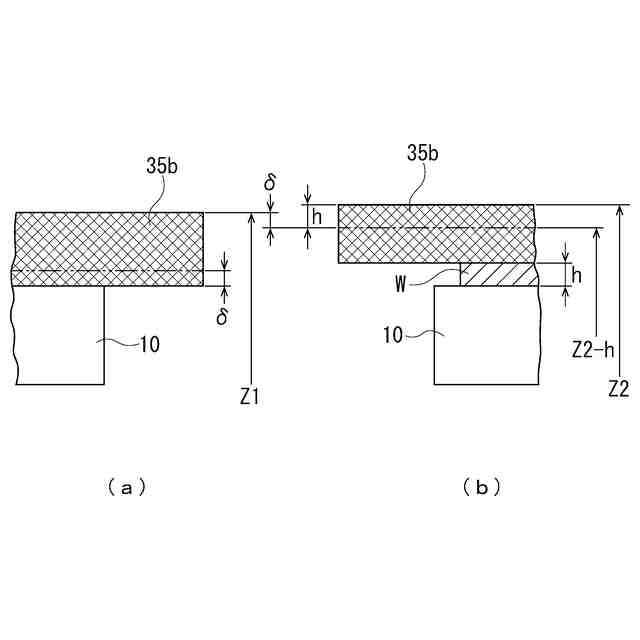
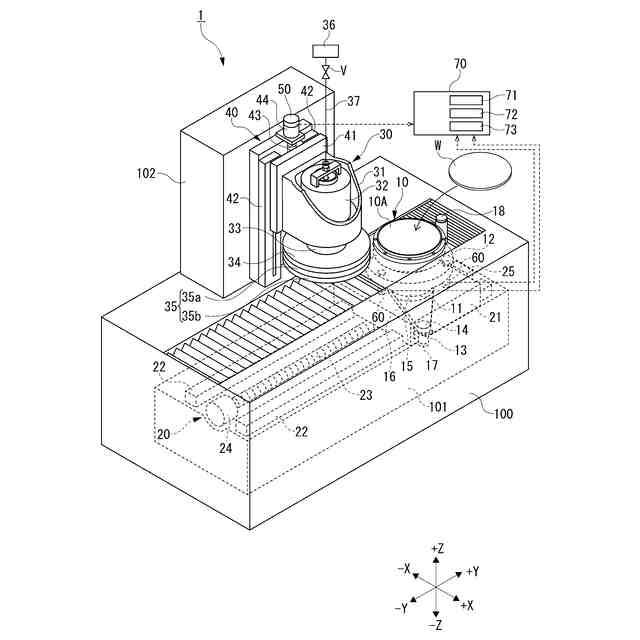
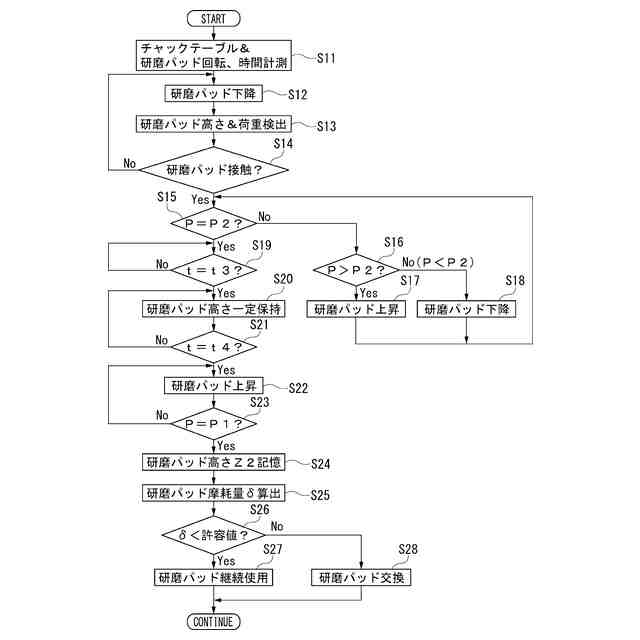
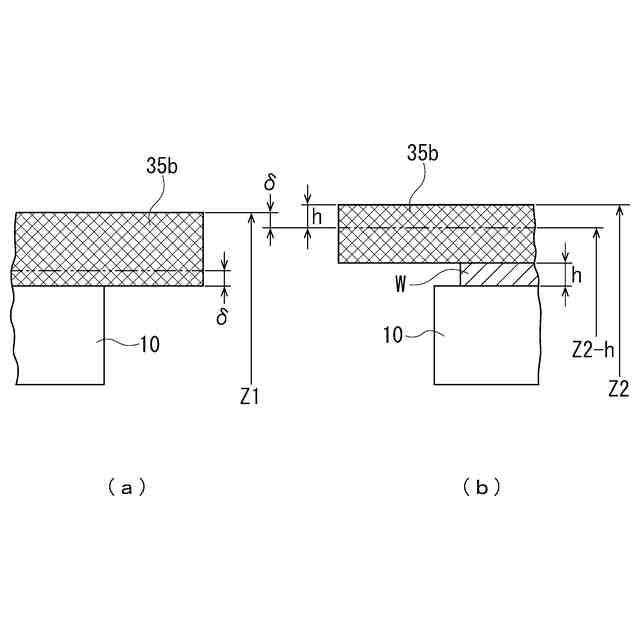
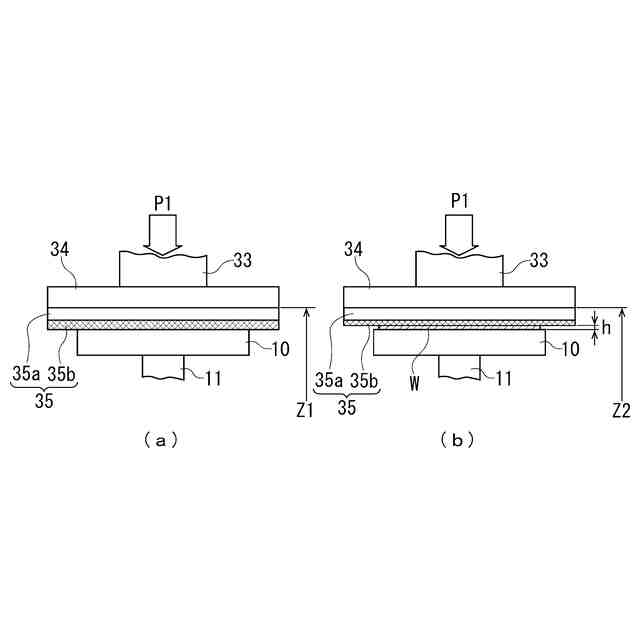
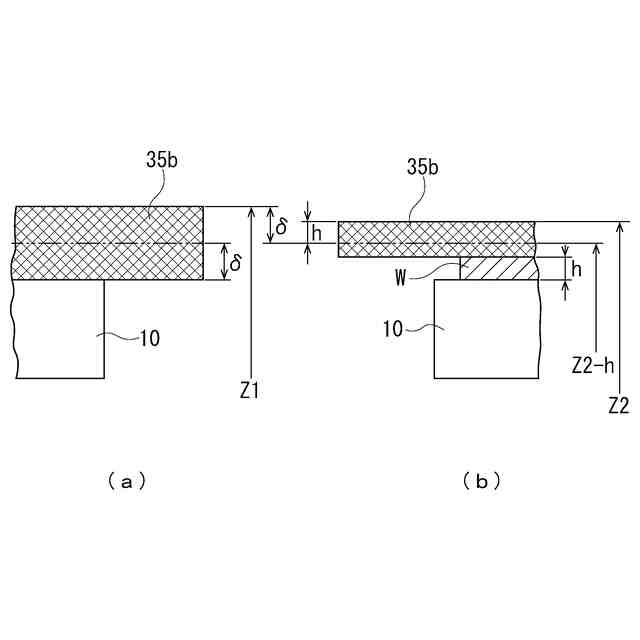
【解決手段】研磨装置1は、チャックテーブル10の保持面に研磨パッド35を押し付けたときに荷重センサ60の値が予め設定した接触検知荷重値(セットアップ荷重)P1になったときの研磨ユニット(研磨パッド35)の高さZ1を記憶する第1記憶部71と、チャックテーブル10の保持面に保持されたウェーハWの研磨加工が終了したときに荷重センサ60の値が予め設定した接触検知荷重値(セットアップ荷重)P1になったときの研磨ユニット(研磨パッド35)の高さZ2を記憶する第2記憶部72と、第1記憶部71が記憶した高さZ1と、第2記憶部72が記憶した高さZ2からウェーハWの研磨加工後の厚みhを差し引いた値(Z2-h)との差(Z1-(Z2-h))を研磨パッド35の消耗量δとして算出する消耗量算出部73とを備える。
【選択図】図6
特許請求の範囲
【請求項1】
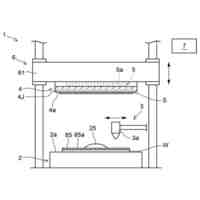
保持面でウェーハを保持するチャックテーブルと、該チャックテーブルに保持されたウェーハを研磨パッドで研磨する研磨ユニットと、該研磨ユニットを鉛直方向に昇降させる昇降機構と、前記研磨ユニットの高さを検出するエンコーダと、前記ウェーハに前記研磨パッドを押し付けた荷重を測定する荷重センサと、を備える研磨装置であって、
前記保持面に前記研磨パッドを押し付けたときに前記荷重センサの値が予め設定した接触検知荷重値になったときに前記エンコーダが検出した前記研磨ユニットの高さを記憶する第1記憶部と、
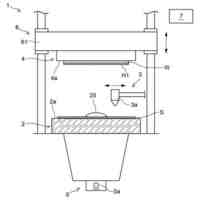
前記保持面に保持された前記ウェーハの上面に前記荷重センサの値が予め設定した研磨荷重値になるように前記研磨パッドを押し当てて該ウェーハを研磨する研磨加工が終了して前記荷重センサの値が前記予め設定した接触検知荷重値になったときに前記エンコーダが検出した前記研磨ユニットの高さを記憶する第2記憶部と、
前記第1記憶部が記憶した前記研磨ユニットの高さと、前記第2記憶部が記憶した前記研磨ユニットの高さから前記ウェーハの研磨加工後の厚みを差し引いた値との差を前記研磨パッドの消耗量として算出する消耗量算出部と、
を備えることを特徴とする研磨装置。
続きを表示(約 570 文字)
【請求項2】
請求項1記載の研磨装置を用いたウェーハの研磨方法であって、
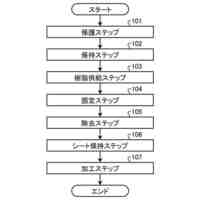
前記チャックテーブルの前記保持面にウェーハを保持させる前に、該保持面に前記研磨パッドを押し付ける荷重を検出する前記荷重センサの値が予め設定した接触検知荷重値に等しくなったときに前記エンコーダが検出した前記研磨パッドの高さを前記第1記憶部に記憶させる第1記憶工程と、
前記保持面にウェーハを保持させる保持工程と、
前記保持面に保持されたウェーハを前記研磨パッドで研磨する研磨工程と、
該研磨工程における研磨加工終了時に該ウェーハを前記研磨パッドが押し付ける荷重を検出する前記荷重センサの値が前記接触検知荷重値に等しくなったときに前記エンコーダが検出した前記研磨パッドの高さを前記第2記憶部に記憶させる第2記憶工程と、
前記第1記憶部に記憶された前記研磨パッドの高さと、前記第2記憶部に記憶された前記研磨パッドの高さから研磨加工後のウェーハの厚みを差し引いた値との差、または、前記第1記憶部に記憶された前記研磨パッドの高さと前記第2記憶部に記憶されている前記研磨パッドの高さとの差に研磨加工後のウェーハの厚みを加えた値を前記研磨パッドの消耗量として算出する消耗量算出部と、
を含むことを特徴とするウェーハの研磨方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、チャックテーブルに保持されたウェーハを研磨パッドで研磨する研磨装置及び該研磨装置を用いたウェーハの研磨方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
ICやLSIなどの半導体デバイスの製造工程においては、半導体デバイスの小型化と軽量化のために、ウェーハの裏面が研削されて該ウェーハが所定の厚さまで薄化されている。このウェーハの研削は、研削砥石を高速で回転させながらウェーハの裏面(加工状態においては、上面)に押圧することによって行われている。ウェーハの裏面(研削面)には、研削痕が残存しており、ウェーハの抗折強度を低下させる原因となる。
【0003】
そこで、ウェーハの裏面(研削面)を研磨装置によって研磨して研削痕を除去することが行われている。ここで、研磨装置には、研磨液(スラリー)を用いて研磨するCMP(Chemical Mechanical Polishing)研磨装置と、研磨液を用いないでウェーハを研磨するドライ研磨装置が知られている(例えば、特許文献1,2参照)。このような研磨装置においては、スピンドルの先端に研磨パッドを装着した研磨ユニットを鉛直方向に昇降させ、チャックテーブルに保持されたウェーハに研磨パッドを押し当てて該ウェーハを研磨するようにしており、1枚のウェーハの研磨が終了するたびに研磨パッドの研磨面のドレッシングを行うようにしている。
【0004】
また、新品の研磨パッドを装着した場合には、ドレッシングとテスト研磨とを繰り返す所謂ならし研磨を行い、研磨されたウェーハの厚み傾向が均一になってきた時点でならし研磨を終了し、製品用のウェーハの研磨加工を開始するようにしている。なお、特許文献3には、ならし研磨に関する提案がなされている。
【0005】
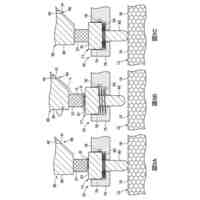
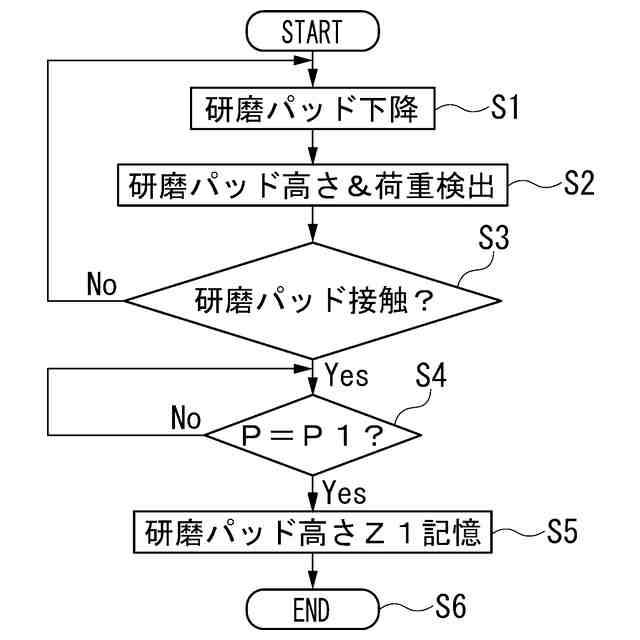
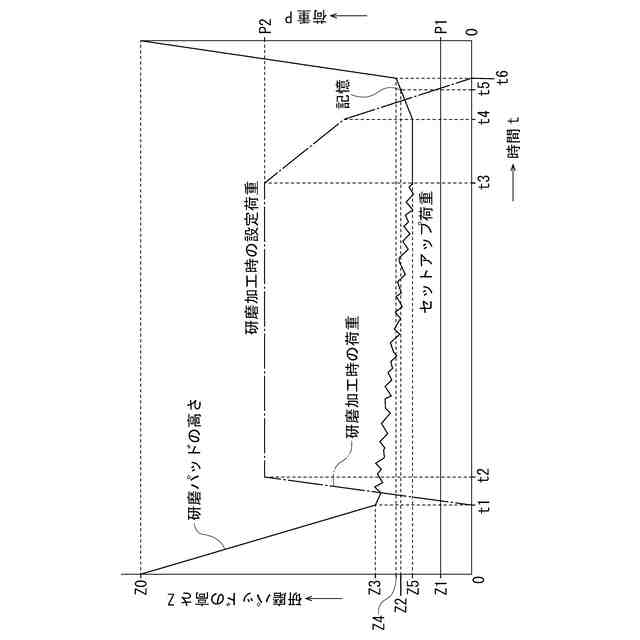
そして、新品の研磨パッドについてならし研磨が終了すると、該研磨パッドをチャックテーブルの保持面に接触させ、研磨ユニットの鉛直方向の荷重を荷重測定器(荷重センサ)によって測定し、その測定値が所定値(セットアップ荷重)に達したときの研磨ユニットの高さを記憶するセットアップを行うようにしている。
【0006】
上記セットアップが終了すると、研磨加工条件として研磨加工時の荷重値を設定し、この設定された荷重値が所定時間において維持されるように研磨ユニットを昇降させてウェーハの研磨加工を行っている。そして、所定時間が経過したときの研磨ユニットの高さを記憶し、その高さとセットアップ時の研磨ユニットの高さとの差から研磨後のウェーハの厚みを差し引いた値によって、セットアップしてから研磨終了までの研磨パッドの消耗量を算出するようにしている。
【先行技術文献】
【特許文献】
【0007】
特開2018-192541号公報
特開2023-121221号公報
特開2014-033123号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、セットアップ時の設定荷重値(セットアップ荷重)と研磨加工時の設定荷重値が異なり、研磨加工時の設定荷重値の方がセットアップ時の設定荷重値(セットアップ荷重)よりも大きいため、研磨装置が検出する研磨パッドの消耗量が実際の消耗量よりも大きく算出され、まだ研磨加工が可能な研磨パッドの交換を作業者に促す通知を行う結果となっている。このため、研磨パッドの交換頻度が高くなって不経済であるという問題がある。
【0009】
本発明は、上記問題に鑑みてなされたもので、その目的は、研磨パッドの実際の消耗量を正確に求めて該研磨パッドの交換頻度を低く抑えることができる研磨装置及びウェーハの研磨方法を提供することにある。
【課題を解決するための手段】
【0010】
請求項1記載の発明は、保持面でウェーハを保持するチャックテーブルと、該チャックテーブルに保持されたウェーハを研磨パッドで研磨する研磨ユニットと、該研磨ユニットを鉛直方向に昇降させる昇降機構と、前記研磨ユニットの高さを検出するエンコーダと、前記ウェーハに前記研磨パッドを押し付けた荷重を測定する荷重センサと、を備える研磨装置であって、前記保持面に前記研磨パッドを押し付けたときに前記荷重センサの値が予め設定した値になったときに前記エンコーダが検出した前記研磨ユニットの高さを記憶する第1記憶部と、前記保持面に保持された前記ウェーハの上面に前記研磨パッドを押し当てて該ウェーハを研磨する研磨加工が終了したときに前記荷重センサの値が前記予め設定した値になったときに前記エンコーダが検出した前記研磨ユニットの高さを記憶する第2記憶部と、前記第1記憶部が記憶した前記研磨ユニットの高さと、前記第2記憶部が記憶した前記研磨ユニットの高さから前記ウェーハの研磨加工後の厚みを差し引いた値との差を前記研磨パッドの消耗量として算出する消耗量算出部と、を備えることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
加工方法
1日前
株式会社ディスコ
加工装置
3日前
株式会社ディスコ
搬送システム
1日前
株式会社ディスコ
搬送システム
2日前
株式会社ディスコ
保護部材形成装置
1日前
株式会社ディスコ
液状樹脂供給装置
2日前
株式会社ディスコ
ウエーハの加工装置
1日前
株式会社ディスコ
保護層の形成方法及び被加工物の加工方法
1日前
株式会社ディスコ
保護層の形成方法及び被加工物の加工方法
1日前
株式会社ディスコ
搬送方法、搬送装置、加工方法、及び、加工装置
2日前
個人
包丁研ぎ器具
2か月前
株式会社松風
研磨用ゴム砥石
8日前
株式会社東京精密
研削装置
4日前
株式会社ディスコ
被加工物の加工方法
29日前
株式会社東京精密
加工装置
10日前
株式会社東京精密
加工装置
8日前
ノリタケ株式会社
超砥粒ホイール
8日前
株式会社東京精密
加工方法
10日前
トヨタ自動車株式会社
回転砥石の製造方法
2か月前
ノリタケ株式会社
研磨パッド
8日前
秀和工業株式会社
処理装置および処理方法
1か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
2か月前
富士紡ホールディングス株式会社
研磨パッド
4日前
株式会社東京精密
研削装置
1か月前
富士紡ホールディングス株式会社
研磨パッド
4日前
富士紡ホールディングス株式会社
研磨パッド
4日前
富士紡ホールディングス株式会社
研磨パッド
4日前
株式会社ディスコ
加工装置
1か月前
株式会社東京精密
ダイシング装置
8日前
株式会社東京精密
ダイシング装置
4日前
Mipox株式会社
研磨部材の製造方法
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
旭化成株式会社
研磨パッド
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
株式会社ディスコ
研削装置
2か月前
株式会社東京精密
ハブレスブレード
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ