TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025134444
公報種別
公開特許公報(A)
公開日
2025-09-17
出願番号
2024032342
出願日
2024-03-04
発明の名称
加圧鋳造装置
出願人
UBEマシナリー株式会社
代理人
個人
,
個人
,
個人
主分類
B22D
27/13 20060101AFI20250909BHJP(鋳造;粉末冶金)
要約
【課題】本開示は、品質に優れた大型の鋳造品を効率的に製造することが可能な加圧鋳造装置を説明する。
【解決手段】加圧鋳造装置は、金属が溶解した溶湯を貯留するように構成された複数の保持室と、鋳造品を形成するための少なくとも一つの金型キャビティを含む金型と、複数の保持室からの溶湯をガス圧によって加圧することで、当該溶湯を少なくとも一つの金型キャビティ内に供給するように構成された少なくとも一つのガス加圧部と、少なくとも一つの金型キャビティ内に供給された溶湯を作動油によって加圧するように構成された少なくとも一つの作動油加圧部とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
金属が溶解した溶湯を貯留するように構成された複数の保持室と、
鋳造品を形成するための少なくとも一つの金型キャビティを含む金型と、
前記複数の保持室からの溶湯をガス圧によって加圧することで、当該溶湯を前記少なくとも一つの金型キャビティ内に供給するように構成された少なくとも一つのガス加圧部と、
前記少なくとも一つの金型キャビティ内に供給された溶湯を作動油によって加圧するように構成された少なくとも一つの作動油加圧部とを備える、加圧鋳造装置。
続きを表示(約 440 文字)
【請求項2】
前記複数の保持室は、第1の保持室と、第2の保持室とを含み、
前記少なくとも一つのガス加圧部は、
前記第1の保持室から第1の加圧室に鋳造毎に補充される溶湯をガス圧によって加圧することで、当該溶湯を前記金型キャビティ内に供給するように構成された第1のガス加圧部と、
前記第2の保持室から第2の加圧室に鋳造毎に補充される溶湯をガス圧によって加圧することで、当該溶湯を前記金型キャビティ内に供給するように構成された第2のガス加圧部とを含む、請求項1に記載の加圧鋳造装置。
【請求項3】
前記少なくとも一つの作動油加圧部は、前記少なくとも一つの金型キャビティ内に供給された溶湯を作動油によって加圧するように構成された複数の作動油加圧部を含む、請求項1に記載の加圧鋳造装置。
【請求項4】
前記少なくとも一つの金型キャビティは、一つの金型キャビティを含む、請求項1~3のいずれか一項に記載の加圧鋳造装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、加圧鋳造装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1は、溶湯を収容するように構成された保持炉と、金型キャビティを含む金型と、保持炉から加圧室に導入された溶湯をガス圧により金型キャビティ内に供給するように構成された供給機構とを備える鋳造装置を開示している。
【先行技術文献】
【特許文献】
【0003】
国際公開第2022/176623号
【発明の概要】
【発明が解決しようとする課題】
【0004】
本開示は、品質に優れた大型の鋳造品を効率的に製造することが可能な加圧鋳造装置を説明する。
【課題を解決するための手段】
【0005】
加圧鋳造装置の一例は、金属が溶解した溶湯を貯留するように構成された複数の保持室と、鋳造品を形成するための少なくとも一つの金型キャビティを含む金型と、複数の保持室からの溶湯をガス圧によって加圧することで、当該溶湯を少なくとも一つの金型キャビティ内に供給するように構成された少なくとも一つのガス加圧部と、少なくとも一つの金型キャビティ内に供給された溶湯を作動油によって加圧するように構成された少なくとも一つの作動油加圧部とを備える。
【発明の効果】
【0006】
本開示に係る加圧鋳造装置によれば、品質に優れた大型の鋳造品を効率的に製造することが可能となる。
【図面の簡単な説明】
【0007】
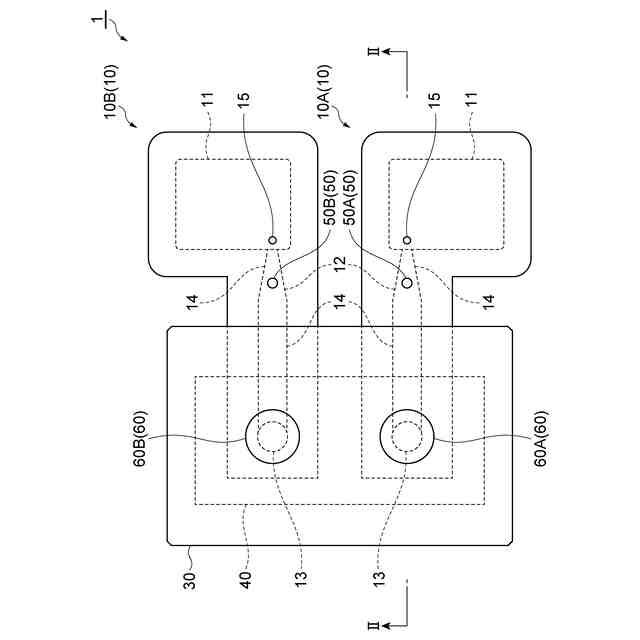
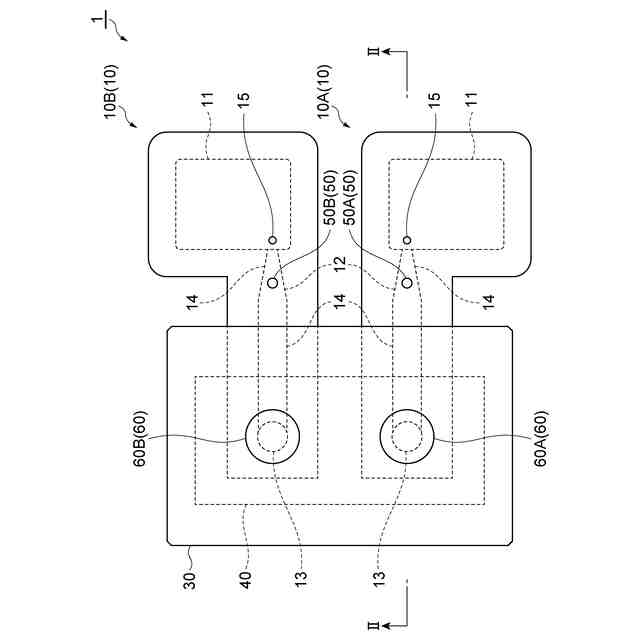
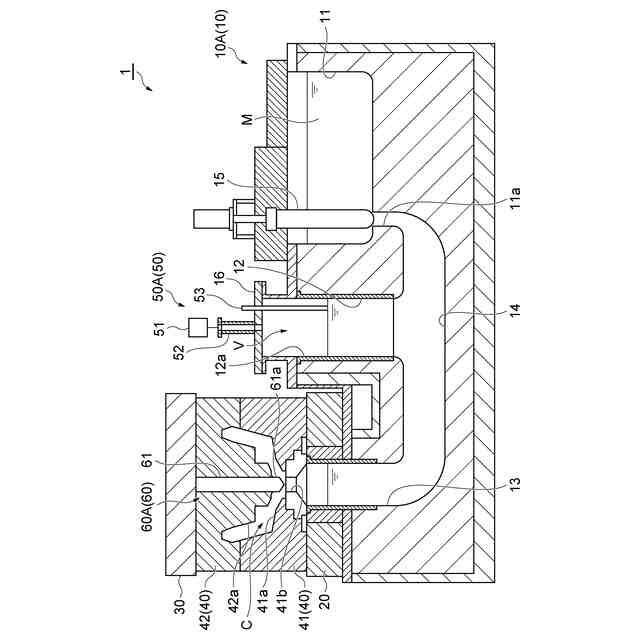
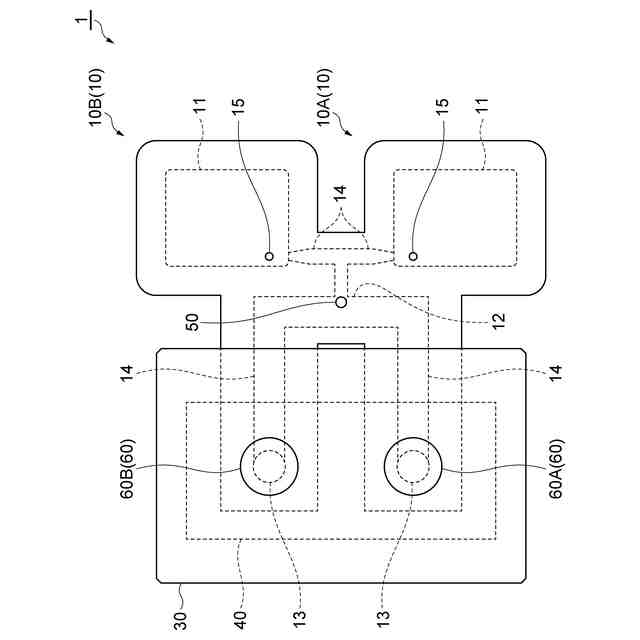
図1は、加圧鋳造装置の一例を概略的に示す上面図である。
図2は、図1のII-II線断面図である。
図3は、加圧鋳造装置の他の例を概略的に示す上面図である。
【発明を実施するための形態】
【0008】
以下の説明において、同一要素又は同一機能を有する要素には同一符号を用いることとし、重複する説明は省略する。なお、本明細書において、図の上、下、右、左というときは、図中の符号の向きを基準とすることとする。
【0009】
図1及び図2を参照して、加圧鋳造装置1について説明する。加圧鋳造装置1は、例えば、低圧又は低中圧鋳造に用いられる竪型鋳造装置である。加圧鋳造装置1は、図1及び図2に例示されるように、複数の保持炉10と、固定盤20と、可動盤30と、金型40と、複数のガス加圧部50と、複数の作動油加圧部60と、これらを制御するように構成された制御部(図示せず)とを備える。
【0010】
図1及び図2に例示される加圧鋳造装置1は、複数の保持炉10として2つの保持炉10A,10Bを含んでいる。保持炉10A,10Bは、固定盤20に対して着脱可能に取り付けられている。図1及び図2の例において、保持炉10A,10Bの構成は略同一である。そのため、以下では、保持炉10Aについて説明し、保持炉10Bについての説明は省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
3か月前
個人
ピストンの低圧鋳造金型
7か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
トヨタ自動車株式会社
押湯入子
3か月前
芝浦機械株式会社
成形システム
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
3か月前
日本製鉄株式会社
モールドパウダー
1か月前
株式会社プロテリアル
合金粉末の製造方法
7か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
株式会社キャステム
鋳造品の製造方法
7か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
旭有機材株式会社
鋳型の製造方法
4か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
5か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
トヨタ自動車株式会社
突き折り棒
6か月前
トヨタ自動車株式会社
ケースの製造方法
5か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
トヨタ自動車株式会社
金型冷却構造
6か月前
芝浦機械株式会社
溶解保持炉
23日前
JFEミネラル株式会社
Ni合金粉
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
芝浦機械株式会社
局部変圧装置及び成形機
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
6か月前
住友金属鉱山株式会社
金粉の製造方法
2か月前
日本製鉄株式会社
Cu含有鋼の連続鋳造方法
2日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
7か月前
福田金属箔粉工業株式会社
Cu系粉末
5か月前
株式会社豊田中央研究所
積層造形装置
5か月前
ポーライト株式会社
焼結部品の製造方法
5か月前
日立Astemo株式会社
成形装置
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ