TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025133374
公報種別
公開特許公報(A)
公開日
2025-09-11
出願番号
2024031285
出願日
2024-03-01
発明の名称
切削方法及び切削装置
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
27/06 20060101AFI20250904BHJP(研削;研磨)
要約
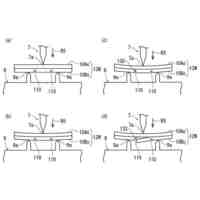
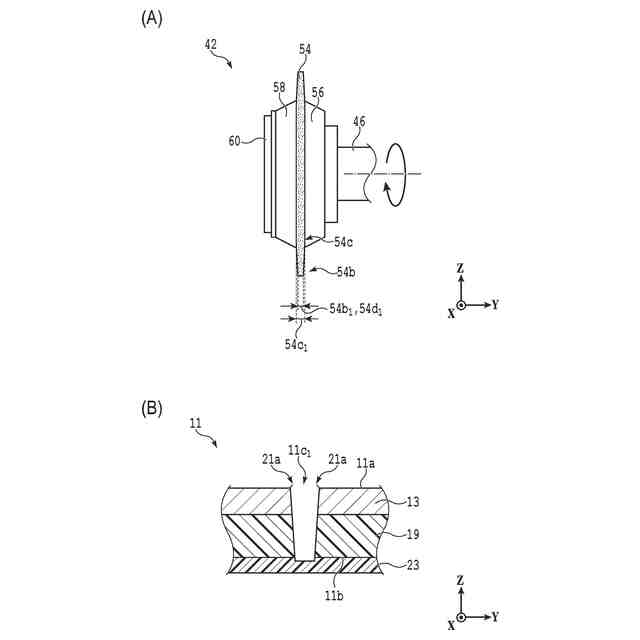
【課題】被覆部材を用いることなく、且つ、単一の切削ブレードで被加工物を切削したときに、被加工物の分割予定ラインにおいて残留するバリの量を低減する。
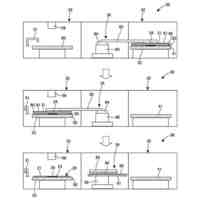
【解決手段】保持テーブルで保持された被加工物を被加工物に予め設定された分割予定ラインに沿って切削ブレードで切削する第1切削工程と、切削ブレードの厚さを第1切削工程における切削ブレードの第1の厚さに比べて大きい第2の厚さとし、第2の厚さを有する切削ブレードで分割予定ラインに沿って被加工物を切削することで、第1切削工程で分割予定ラインに発生したバリを少なくとも除去する第2切削工程と、を備え、第1の厚さと第2の厚さとの差は、第1切削工程又は第2切削工程において切削ブレードに外的刺激を与えることで得られる切削方法を提供する。
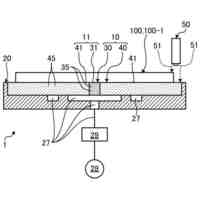
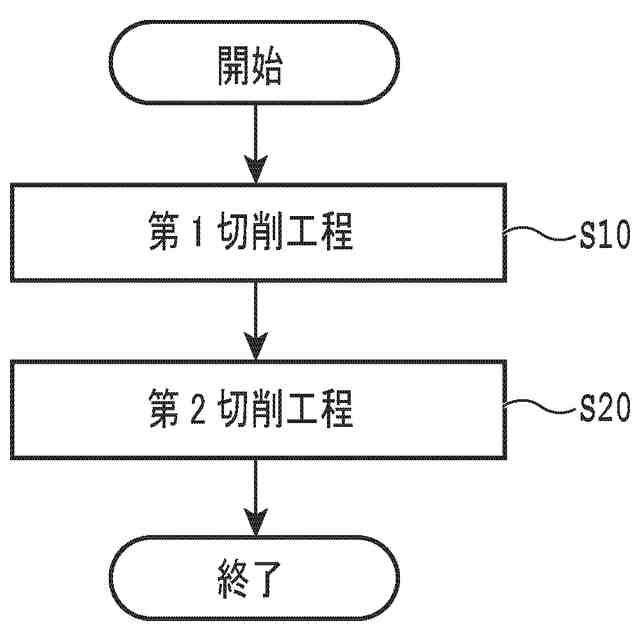
【選択図】図5
特許請求の範囲
【請求項1】
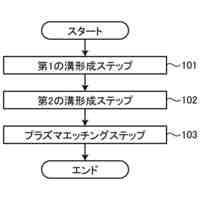
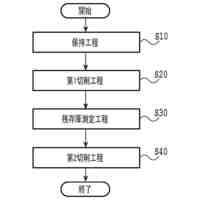
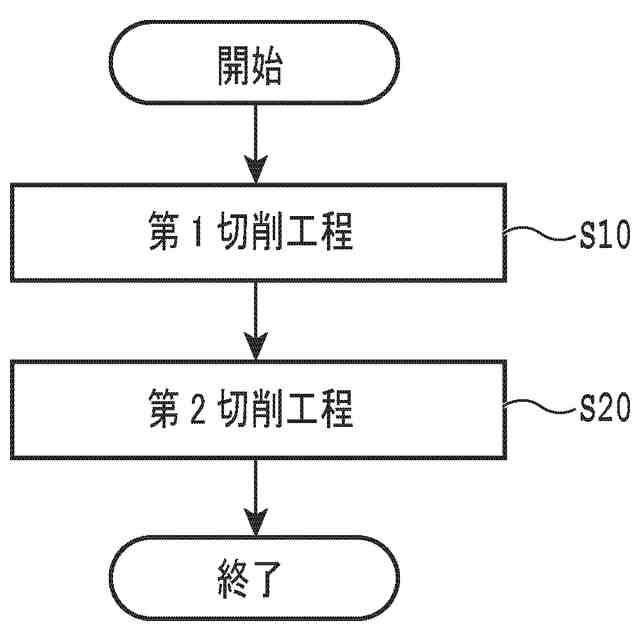
保持テーブルで保持された被加工物を該被加工物に予め設定された分割予定ラインに沿って切削ブレードで切削する第1切削工程と、
該切削ブレードの厚さを該第1切削工程における該切削ブレードの第1の厚さに比べて大きい第2の厚さとし、該第2の厚さを有する該切削ブレードで該分割予定ラインに沿って該被加工物を切削することで、該第1切削工程で該分割予定ラインに発生したバリを少なくとも除去する第2切削工程と、
を備え、
該第1の厚さと該第2の厚さとの差は、該第1切削工程又は該第2切削工程において該切削ブレードに外的刺激を与えることで得られることを特徴とする切削方法。
続きを表示(約 1,700 文字)
【請求項2】
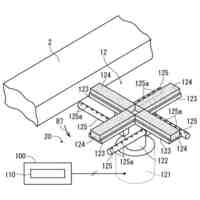
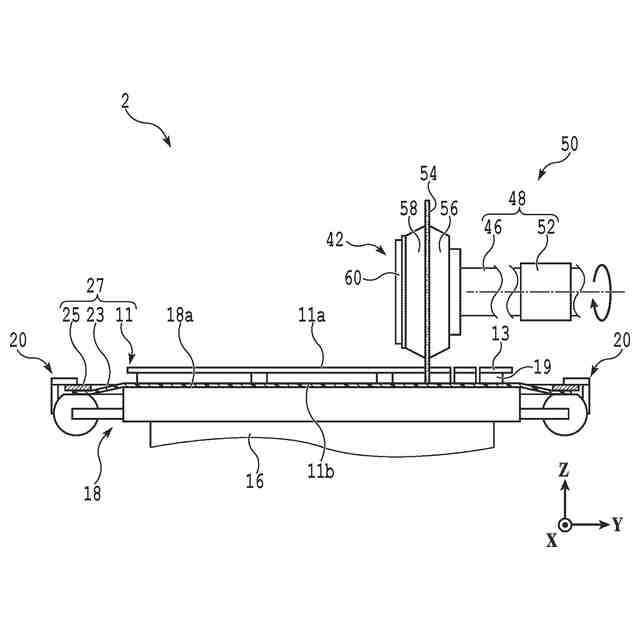
被加工物を保持する保持テーブルと、
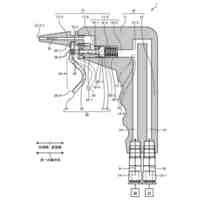
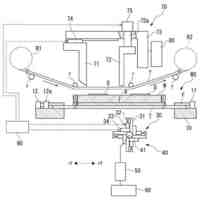
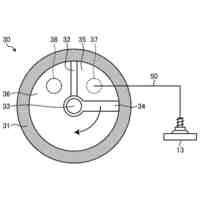
スピンドルを有し、該保持テーブルで保持された該被加工物を該スピンドルに装着された切削ブレードで切削する切削ユニットと、
該切削ブレードに外的刺激を与えて該切削ブレードの厚さを変化させる外的刺激付与部と、
該切削ユニット及び該外的刺激付与部の動作を少なくとも制御するコントローラと、
を備え、
該コントローラは、該保持テーブルで保持された該被加工物を該被加工物に予め設定された分割予定ラインに沿って該切削ブレードで切削する第1切削工程では該切削ブレードの厚さが第1の厚さである場合に、該第1切削工程で該分割予定ラインに発生したバリを少なくとも除去する第2切削工程において該切削ブレードの厚さを該第1の厚さよりも大きい第2の厚さとし、
該第1の厚さと該第2の厚さとの差は、該第1切削工程又は該第2切削工程において該切削ブレードに外的刺激を与えることで得られることを特徴とする切削装置。
【請求項3】
該外的刺激付与部は、該切削ユニットに設けられ該スピンドルを回転させるモータを有する回転駆動部であり、
該コントローラは、該第2切削工程では該第1切削工程に比べて該スピンドルの回転速度を低下させることで、該切削ブレードの厚さを該第1の厚さよりも大きい該第2の厚さとすることを特徴とする請求項2に記載の切削装置。
【請求項4】
該外的刺激付与部は、該切削ブレードに対して加熱及び冷却の少なくとも一方を実行する温度調節ユニットを有し、
該コントローラは、該第2切削工程では該温度調節ユニットに該第1切削工程に比べて該切削ブレードの温度を上昇させることで、該切削ブレードの厚さを該第1の厚さよりも大きい該第2の厚さとすることを特徴とする請求項2に記載の切削装置。
【請求項5】
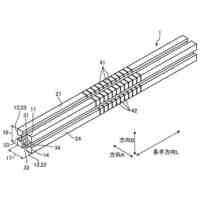
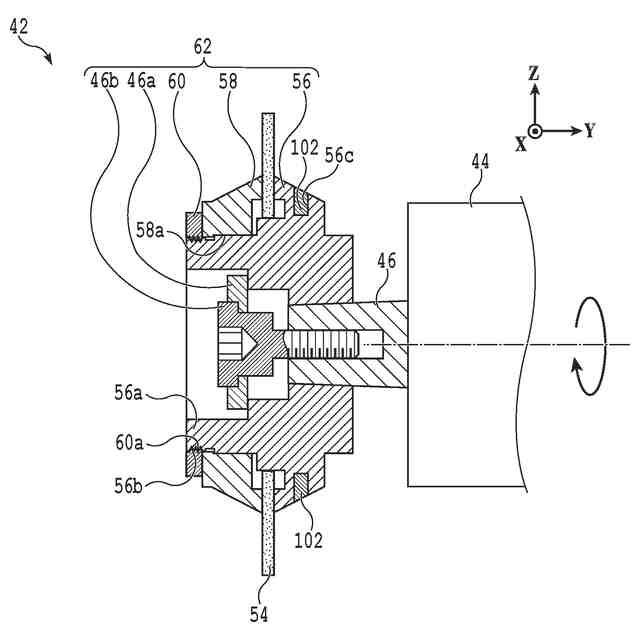
該切削ユニットは、該切削ブレードの厚さ方向で該切削ブレードを挟持した状態で該切削ブレードを該スピンドルに装着するための切削ブレード保持部を有し、
該温度調節ユニットは、該切削ブレード保持部に設けられており、
該温度調節ユニットは、該切削ブレード保持部を介して熱伝導により該切削ブレードに対して加熱及び冷却の少なくとも一方を実行することを特徴とする請求項4に記載の切削装置。
【請求項6】
該温度調節ユニットは、該切削ユニットに対して固定され且つ該切削ブレードに隣接して配置されており該切削ブレードに対して熱を供給するヒータを有することを特徴とする請求項4に記載の切削装置。
【請求項7】
該切削ユニットは、該切削ブレードと該被加工物とに切削液を供給する切削液供給ノズルを有し、
該温度調節ユニットは、該切削液供給ノズルに該切削液を供給する流路に設けられており、該切削ブレードと該被加工物とに供給される前の該切削液に対して加熱及び冷却の少なくとも一方を実行することを特徴とする請求項4に記載の切削装置。
【請求項8】
該切削ユニットは、該切削ブレードの厚さ方向で該切削ブレードを挟持した状態で該切削ブレードを該スピンドルに装着するための切削ブレード保持部を有し、
該外的刺激付与部は、該切削ブレード保持部に設けられた圧電素子と、該切削ユニットに設けられており該圧電素子へ電圧を印加するためのコイルを有する給電ユニットと、を含み、
該コントローラは、該圧電素子を動作させることで、該第2切削工程では、該切削ブレードの厚さを該第1の厚さよりも大きい該第2の厚さとすることを特徴とする請求項2に記載の切削装置。
【請求項9】
該外的刺激付与部は、該圧電素子と、該給電ユニットと、を含む超音波振動発生ユニットであり、
該コントローラは、該第2切削工程では該超音波振動発生ユニットに超音波振動を発生させることで、周期的に該切削ブレードの厚さを該第1の厚さよりも大きい該第2の厚さとすることを特徴とする請求項8に記載の切削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、保持テーブルで保持された被加工物を切削ブレードで切削する切削方法と、当該切削方法を実現する切削装置と、に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
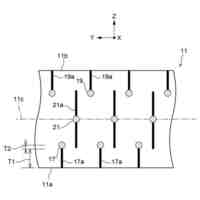
半導体デバイスチップがモールド樹脂で被覆されているQFN(Quad Flat Non lead package)等の半導体パッケージを製造する際には、例えば、半導体パッケージ基板上に配置された複数の半導体デバイスチップがモールド樹脂で被覆された被加工物を作成した後、当該被加工物を切削装置で切削して半導体デバイスチップ単位に分割する。
【0003】
この被加工物の分割予定ラインには金属電極が存在する。金属材料は、一般に、延性及び展性を有するので、被加工物を切削装置で切削する際には金属のバリが生じる。個片化後の半導体パッケージにバリが残っていると半導体パッケージをプリント基板等に実装する際に、実装不良となる可能性がある。
【0004】
そこで、例えば、バリの発生を抑制するために、金属電極が露出する被加工物の表面に粘着テープ等の被覆部材を貼り付けた上で、金属電極がフルカットされない程度の深さを有する第1の切削溝を第1の切削ブレードで形成し、次いで、被覆部材を剥離した後、第1の切削ブレードより薄い刃厚を有する第2の切削ブレードで第1の切削溝の中心部を更に切削することで、被加工物を半導体パッケージに個片化する手法が知られている(例えば、特許文献1参照)。
【0005】
しかし、当該方法では、被覆部材の貼り付け及び剥離が必要となる上に、刃厚の異なる2つの切削ブレードが必要となるので、その分だけ管理工数及び製造コストがかかることになる。
【先行技術文献】
【特許文献】
【0006】
特開2019-036660号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は係る問題点に鑑みてなされたものであり、被覆部材を用いることなく、且つ、単一の切削ブレードで被加工物を切削したときに、被加工物の分割予定ラインにおいて残留するバリの量を低減することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様によれば、保持テーブルで保持された被加工物を該被加工物に予め設定された分割予定ラインに沿って切削ブレードで切削する第1切削工程と、該切削ブレードの厚さを該第1切削工程における該切削ブレードの第1の厚さに比べて大きい第2の厚さとし、該第2の厚さを有する該切削ブレードで該分割予定ラインに沿って該被加工物を切削することで、該第1切削工程で該分割予定ラインに発生したバリを少なくとも除去する第2切削工程と、を備え、該第1の厚さと該第2の厚さとの差は、該第1切削工程又は該第2切削工程において該切削ブレードに外的刺激を与えることで得られる切削方法が提供される。
【0009】
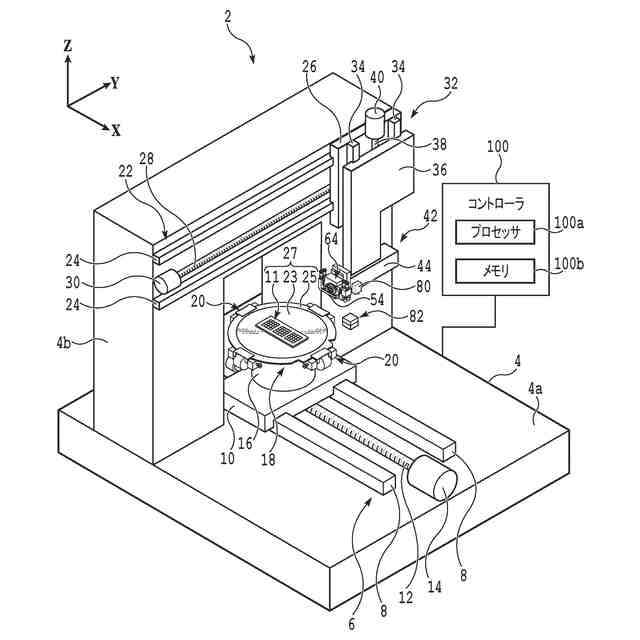
本発明の他の態様によれば、被加工物を保持する保持テーブルと、スピンドルを有し、該保持テーブルで保持された該被加工物を該スピンドルに装着された切削ブレードで切削する切削ユニットと、該切削ブレードに外的刺激を与えて該切削ブレードの厚さを変化させる外的刺激付与部と、該切削ユニット及び該外的刺激付与部の動作を少なくとも制御するコントローラと、を備え、該コントローラは、該保持テーブルで保持された該被加工物を該被加工物に予め設定された分割予定ラインに沿って該切削ブレードで切削する第1切削工程では該切削ブレードの厚さが第1の厚さである場合に、該第1切削工程で該分割予定ラインに発生したバリを少なくとも除去する第2切削工程において該切削ブレードの厚さを該第1の厚さよりも大きい第2の厚さとし、該第1の厚さと該第2の厚さとの差は、該第1切削工程又は該第2切削工程において該切削ブレードに外的刺激を与えることで得られる切削装置が提供される。
【0010】
好ましくは、該外的刺激付与部は、該切削ユニットに設けられ該スピンドルを回転させるモータを有する回転駆動部であり、該コントローラは、該第2切削工程では該第1切削工程に比べて該スピンドルの回転速度を低下させることで、該切削ブレードの厚さを該第1の厚さよりも大きい該第2の厚さとする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
ノズル
20日前
株式会社ディスコ
診断方法
10日前
株式会社ディスコ
加工方法
21日前
株式会社ディスコ
加工方法
2日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
加工装置
22日前
株式会社ディスコ
研削装置
6日前
株式会社ディスコ
フレーム
20日前
株式会社ディスコ
切削装置
20日前
株式会社ディスコ
研磨装置
7日前
株式会社ディスコ
加工装置
20日前
株式会社ディスコ
加工装置
29日前
株式会社ディスコ
切削装置
13日前
株式会社ディスコ
搬送システム
6日前
株式会社ディスコ
シート貼着装置
21日前
株式会社ディスコ
加工水供給装置
13日前
株式会社ディスコ
ノズルユニット
10日前
株式会社ディスコ
接合強度検査方法
1か月前
株式会社ディスコ
ブレーキング装置
6日前
株式会社ディスコ
ドレッシング方法
1か月前
株式会社ディスコ
チャックテーブル
1か月前
株式会社ディスコ
液体供給システム
20日前
株式会社ディスコ
切削ブレード治具
10日前
株式会社ディスコ
ウェーハの製造方法
28日前
株式会社ディスコ
被加工物の加工方法
20日前
株式会社ディスコ
被加工物の加工方法
28日前
株式会社ディスコ
ウエーハの加工方法
1か月前
株式会社ディスコ
洗浄液供給システム
1か月前
株式会社ディスコ
洗浄装置及び洗浄方法
7日前
株式会社ディスコ
洗浄装置及び洗浄方法
1か月前
株式会社ディスコ
切削方法及び切削装置
28日前
株式会社ディスコ
測定方法及び測定治具
1か月前
株式会社ディスコ
搬送機構および搬送方法
7日前
株式会社ディスコ
積層ウェーハの加工方法
10日前
株式会社ディスコ
押圧試験装置の評価方法
20日前
株式会社ディスコ
貼り合わせ基板の加工方法
20日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ