TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025135270
公報種別
公開特許公報(A)
公開日
2025-09-18
出願番号
2024033032
出願日
2024-03-05
発明の名称
加工方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01L
21/304 20060101AFI20250910BHJP(基本的電気素子)
要約
【課題】接着剤で支持板に固定されたウェーハを支持板から分離する場合に、接着剤及び支持板の材料に課される制約を減らす。
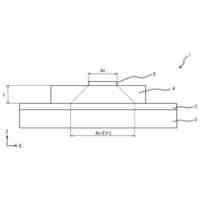
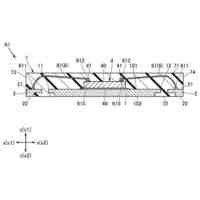
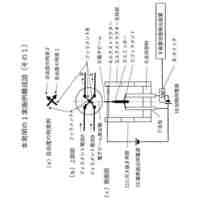
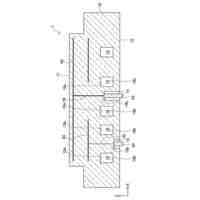
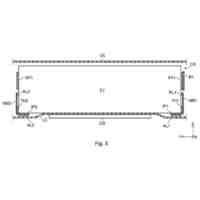
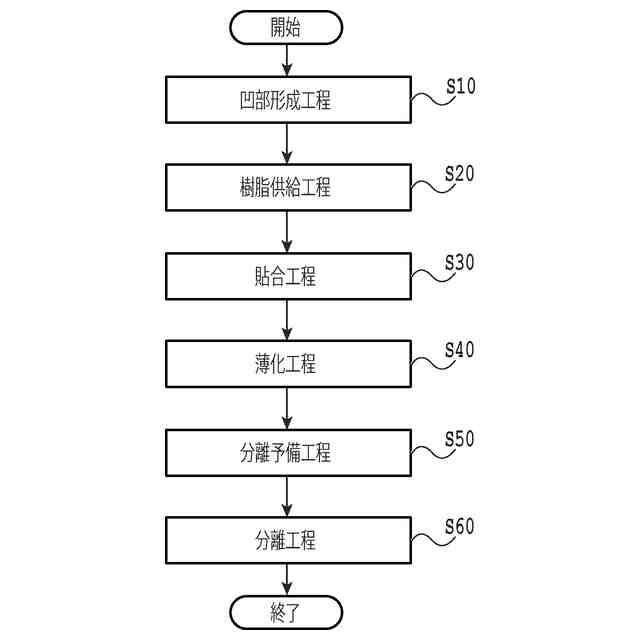
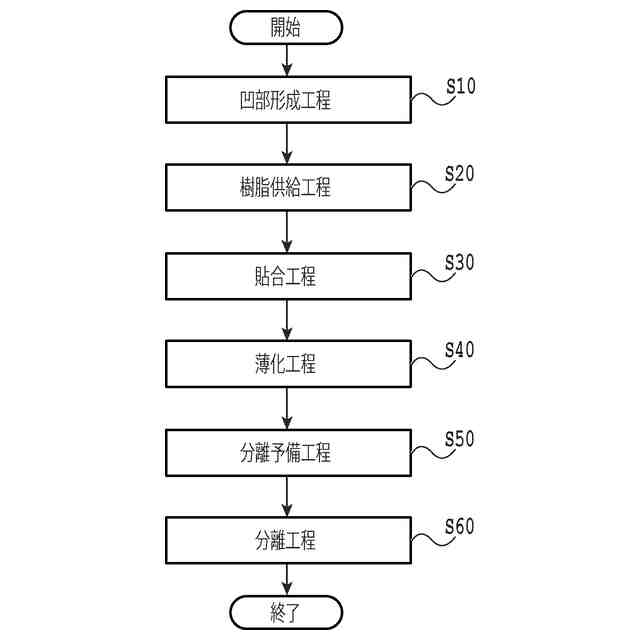
【解決手段】デバイス領域の径以上のサイズを有する一面を含みデバイスウェーハを支持する支持板において、デバイス領域に対応する中央領域よりも外側に位置する一面の外周領域に支持板の周方向に沿う凹部を形成する凹部形成工程と、凹部に供給された樹脂を少なくとも利用して、支持板の一面とデバイスウェーハの表面とを貼り合わせる貼合工程と、デバイスウェーハの裏面に対して、研削及び研磨の一方又は両方によりデバイスウェーハを薄化する薄化工程と、デバイスウェーハの周方向に沿って樹脂を除去することにより、デバイスウェーハと支持板との結合力を低下させる樹脂除去工程を有する分離予備工程と、デバイス領域を含むデバイスウェーハの一部を、支持板から分離する分離工程と、を備える加工方法を提供する。
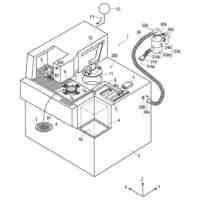
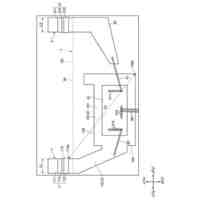
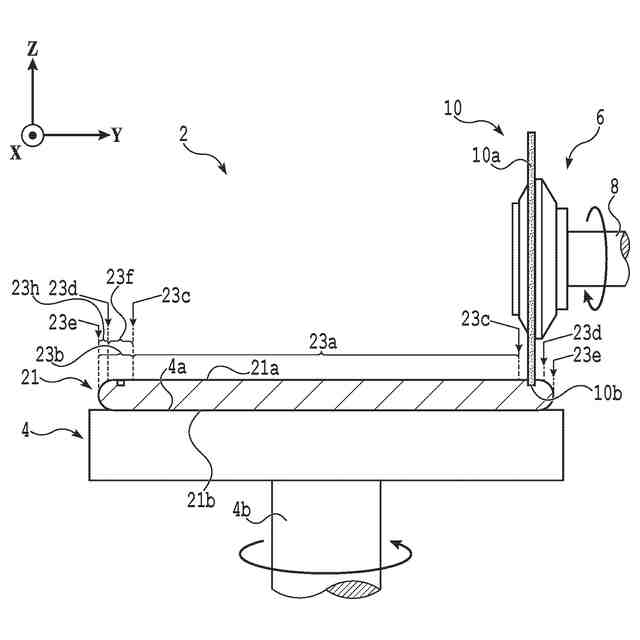
【選択図】図1
特許請求の範囲
【請求項1】
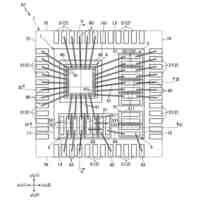
デバイスが形成されているデバイス領域と、該デバイス領域を囲む外周余剰領域と、を表面に有するデバイスウェーハを加工する加工方法であって、
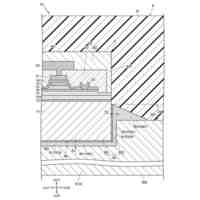
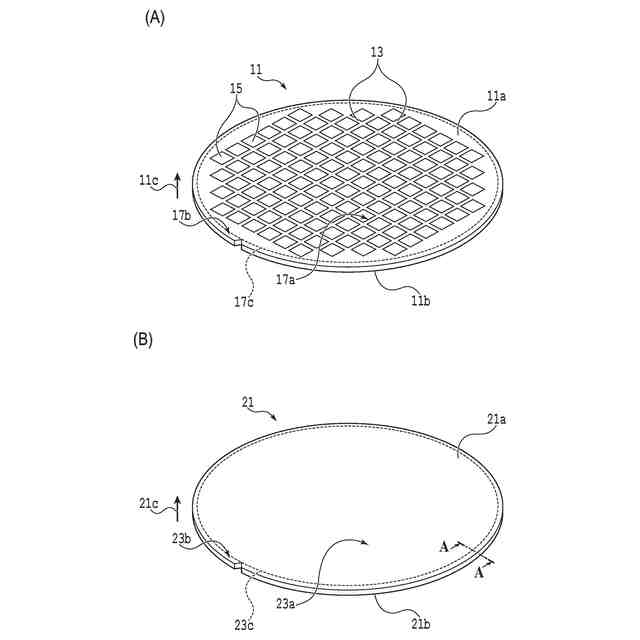
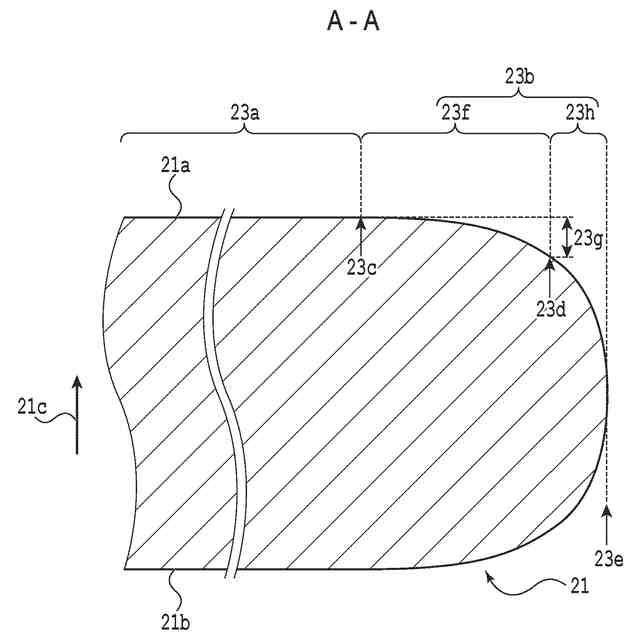
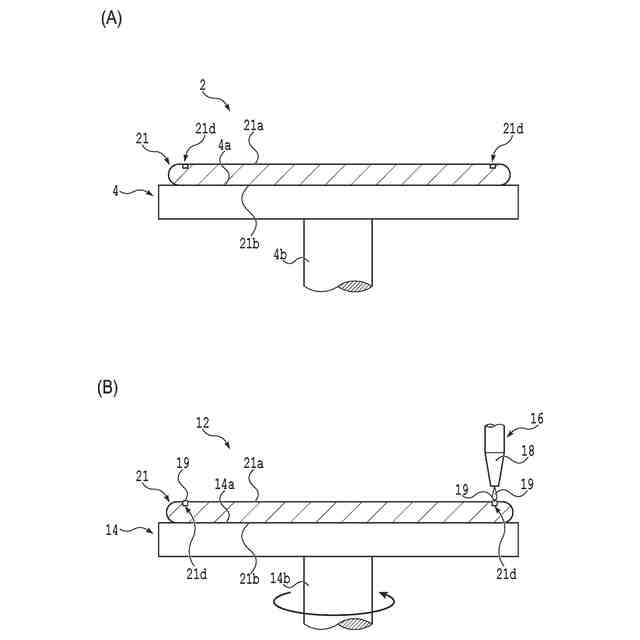
該デバイス領域の径以上のサイズを有する一面を含み該デバイスウェーハを支持する支持板において、該デバイス領域に対応する中央領域よりも外側に位置する該一面の外周領域に該支持板の周方向に沿う凹部を形成する、又は、該デバイスウェーハの該表面の該外周余剰領域に該デバイスウェーハの周方向に沿う凹部を形成する、凹部形成工程と、
該凹部に樹脂を供給する樹脂供給工程と、
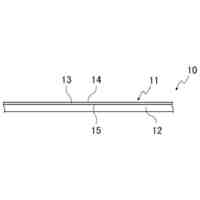
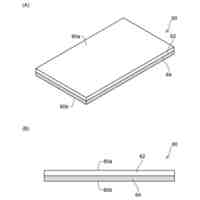
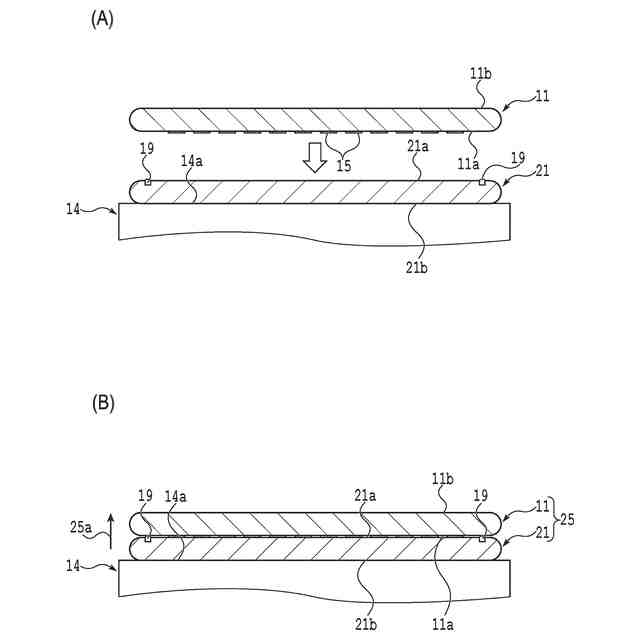
少なくとも該樹脂を利用して、該支持板の該一面と、該デバイスウェーハの該表面と、を貼り合わせて、積層体を形成する貼合工程と、
該デバイスウェーハの厚さ方向において該デバイスウェーハの該表面とは反対側に位置する該デバイスウェーハの裏面に対して、研削及び研磨の一方又は両方により該デバイスウェーハを薄化する薄化工程と、
該樹脂のうち該デバイスウェーハ及び該支持板の貼り合わせに寄与している領域を該デバイスウェーハの周方向に沿って除去することにより、該積層体の厚さ方向での該デバイスウェーハと該支持板との結合力を低下させる樹脂除去工程、又は、該デバイスウェーハの該デバイス領域よりも外側且つ該凹部に対応する環状領域よりも内側において該表面から該裏面に至る環状溝を形成することで該デバイス領域を含む該デバイスウェーハの一部を該支持板から切り離す環状溝形成工程、を有する分離予備工程と、
該デバイス領域を含む該デバイスウェーハの一部を、該支持板から分離する分離工程と、
を備えることを特徴とする加工方法。
続きを表示(約 1,100 文字)
【請求項2】
該貼合工程の前に、該支持板の該一面と、該デバイスウェーハの該表面と、のうち、該凹部形成工程で該凹部が形成されなかった方の該外周余剰領域又は該外周領域に周方向に沿って追加凹部を形成する追加凹部形成工程と、
該貼合工程の前に、該追加凹部に追加樹脂を供給する追加樹脂供給工程と、
を更に備えることを特徴とする請求項1に記載の加工方法。
【請求項3】
該樹脂除去工程では、該デバイスウェーハの該裏面から第1の深さに切削ブレードの下端を位置付けた状態で、又は、該支持板の厚さ方向において該支持板の該一面とは反対側に位置する該支持板の他面から第2の深さまで該切削ブレードの下端を位置付けた状態で、該樹脂のうち該デバイスウェーハ及び該支持板の貼り合わせに寄与している領域を該デバイスウェーハの周方向に沿って該切削ブレードで除去することより、該積層体の厚さ方向での該デバイスウェーハと該支持板との結合力を低下させることを特徴とする請求項1に記載の加工方法。
【請求項4】
該樹脂除去工程では、該デバイスウェーハに吸収される波長を有するパルス状のレーザービームを、該デバイスウェーハの該裏面から該支持板の厚さ方向において該支持板の該一面とは反対側に位置する該支持板の他面へ向けて、又は、該支持板の該他面から該デバイスウェーハの該裏面へ向けて照射することにより、該樹脂のうち該デバイスウェーハ及び該支持板の貼り合わせに寄与している領域を該デバイスウェーハの周方向に沿って除去することにより、該積層体の厚さ方向での該デバイスウェーハと該支持板との結合力を低下させることを除去することを特徴とする請求項1に記載の加工方法。
【請求項5】
該薄化工程では、該デバイスウェーハの該裏面のうち該デバイス領域に対応する中央部を薄化することで、該外周余剰領域に対応する外周部にリング状補強部を形成し、
該分離予備工程では、該樹脂除去工程を行うことを特徴とする請求項1記載の加工方法。
【請求項6】
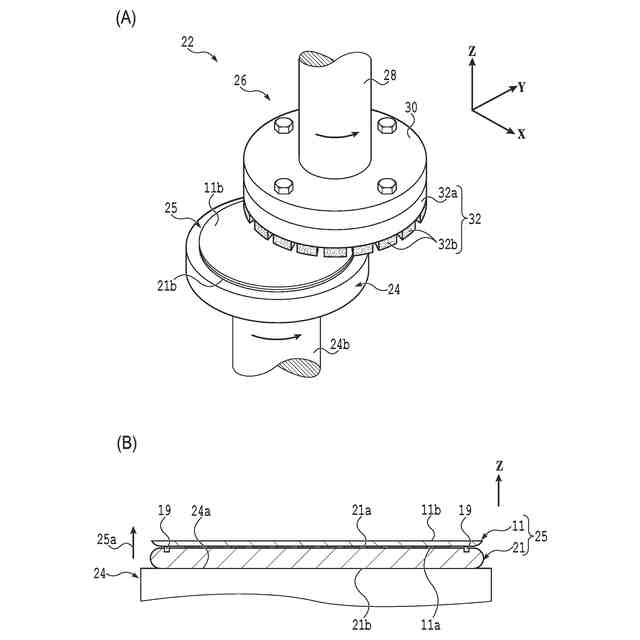
該分離予備工程では、該支持板を保持テーブルで保持し、且つ、該デバイスウェーハを該保持テーブルとは異なる保持板で保持した状態で、該樹脂除去工程又は該環状溝形成工程を行うことを特徴とする請求項1から5のいずれかに記載の加工方法。
【請求項7】
該支持板は、該一面の該中央領域から該支持板の厚さ方向に沿って該一面とは反対側に位置する該支持板の他面までそれぞれ貫通する複数の細孔を含み、
該貼合工程では、該支持板の該一面と、該デバイスウェーハの該表面と、を貼り合わせることを特徴とする請求項1から5のいずれかに記載の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、デバイスが形成されているデバイス領域と、該デバイス領域を囲む外周余剰領域と、を表面に有するデバイスウェーハを加工する加工方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
携帯電話、PC(Personal Computer)等の電子機器には、デバイスチップが搭載されている。デバイスチップは、例えば、IC(Integrated Circuit)等の複数のデバイスが表面に形成された単結晶シリコン製のウェーハの裏面を研削装置で研削して薄化した後、薄化されたウェーハを切削装置でデバイス単位に分割することで製造される。
【0003】
近年、電子機器の軽量化及び小型化を達成するために、ウェーハの厚さを50μmから100μmの厚さまで薄化することが要求されている。しかし、ウェーハの厚さを100μm以下にすると、薄化後の搬送時等にウェーハが破損しやすくなるので、100μm超の厚さを有するウェーハに比べて取り扱いが難しくなる。
【0004】
そこで、紫外線硬化樹脂等の有機系の接着剤を利用して、ガラス製の支持板(支持基板、キャリアウェーハ等とも呼ばれる)の一面に、ウェーハの表面(即ち、デバイス面)を貼り合わせた状態で、ウェーハの裏面を研削する方法が知られている(例えば、特許文献1参照)。
【0005】
ウェーハの裏面を研削した後、ウェーハから支持板を剥離する際には、支持板を介して接着剤に紫外線を照射して接着力を低減した後、ウェーハを支持板から剥離する。これにより、薄化後の搬送時においてウェーハの破損を防止できると共に、支持板から剥離された薄化後のウェーハを次工程で加工できる。
【0006】
しかし、特許文献1に記載の方法では、支持板から剥離された薄化後のウェーハの表面に接着剤が残存するという問題がある。そこで、ウェーハの外周余剰領域に対応する支持板の外周領域に環状の凹部(即ち、有底の環状溝)を形成し、この凹部に接着剤を供給した上で、ウェーハとキャリアウェーハとを当該接着剤を利用して貼り合わせることが提案されている(例えば、特許文献2参照)。
【0007】
しかし、特許文献2に記載の方法において、接着剤として紫外線硬化樹脂が使用される場合、ウェーハを支持板から剥離する際に接着剤の結合力を低下させるためには、接着剤に紫外線を照射する必要がある。
【0008】
但し、紫外線は単結晶シリコン製のウェーハを殆ど透過しないので、単結晶シリコン製のウェーハに代えて、紫外線が透過可能な(例えば、ガラス製の)支持板を使用する必要があるという、支持板の材料への制約が生じる。
【0009】
また、接着剤として熱硬化性樹脂を使用する場合、紫外線の波長帯域を有するレーザービームを接着剤に照射して接着剤の結合力を低下させるレーザーデボンディング(Laser Debonding)が考えられるが、この場合にも、紫外線が透過可能な(例えば、ガラス製の)支持板を使用する必要があるという、支持板の材料への制約が生じる。
【先行技術文献】
【特許文献】
【0010】
特開2015-222755号公報
特開2013-026614号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
検出方法及び処理装置
1日前
株式会社ディスコ
搬出装置及び切削装置
1日前
株式会社ディスコ
ドレッシングツール、保持テーブル、加工装置、及び、ドレッシング方法
1日前
個人
フレキシブル電気化学素子
1日前
日本発條株式会社
積層体
12日前
個人
防雪防塵カバー
12日前
ローム株式会社
半導体装置
10日前
ローム株式会社
半導体装置
10日前
ローム株式会社
半導体装置
3日前
ローム株式会社
半導体装置
10日前
ローム株式会社
半導体装置
8日前
株式会社ユーシン
操作装置
1日前
オムロン株式会社
電磁継電器
2日前
株式会社GSユアサ
蓄電設備
1日前
株式会社GSユアサ
蓄電装置
12日前
株式会社GSユアサ
蓄電設備
1日前
株式会社GSユアサ
蓄電装置
8日前
太陽誘電株式会社
コイル部品
1日前
株式会社ホロン
冷陰極電子源
8日前
個人
半導体パッケージ用ガラス基板
11日前
太陽誘電株式会社
全固体電池
8日前
TDK株式会社
電子部品
8日前
トヨタ自動車株式会社
二次電池
12日前
日本特殊陶業株式会社
保持装置
10日前
ローム株式会社
電子装置
12日前
日本特殊陶業株式会社
保持装置
8日前
トヨタ自動車株式会社
蓄電装置
1日前
日本特殊陶業株式会社
保持装置
12日前
日本特殊陶業株式会社
保持装置
8日前
トヨタ自動車株式会社
バッテリ
2日前
サクサ株式会社
電池の固定構造
1日前
日東電工株式会社
積層体
2日前
ノリタケ株式会社
熱伝導シート
1日前
住友電装株式会社
コネクタ
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ