TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025133285
公報種別
公開特許公報(A)
公開日
2025-09-11
出願番号
2024031142
出願日
2024-03-01
発明の名称
ウェーハの製造方法
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
7/00 20060101AFI20250904BHJP(研削;研磨)
要約
【課題】一方の面と他方の面で研削量の比率を適切に設定することによって、反りのない均一な厚みのウェーハを得ることができるウェーハの製造方法を提供すること。
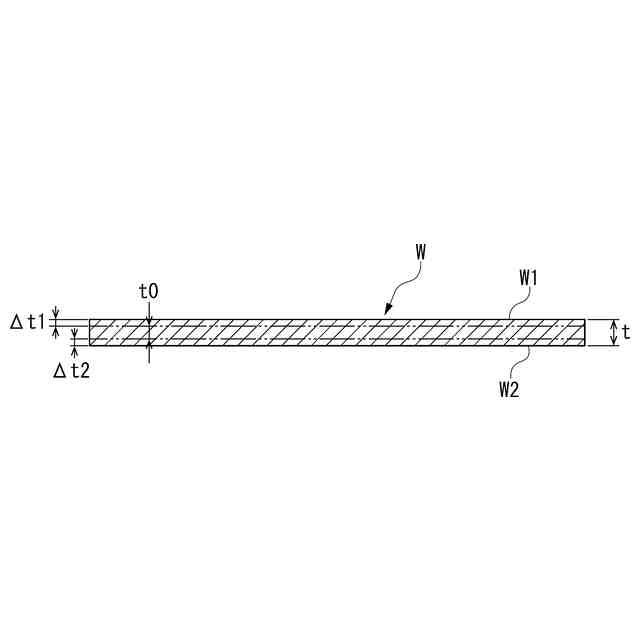
【解決手段】ウェーハWの製造方法は、仕上げ前ウェーハWの第1面W1の研削量Δt1と第2面の研削量Δt2との比率を設定する比率設定工程と、ウェーハWの厚みtから予め設定した研削後の仕上げ厚みt0を差し引いた総研削量(t-t0)と比率設定工程で設定した比率に基づいて、ウェーハWの第1面W1の第1研削量Δt1と第2面W2の第2研削量Δt2を算出する研削量算出工程と、チャックテーブルに保持されたウェーハWの第1面W1を第1研削量Δt1だけ研削する第1研削工程と、ウェーハWの第1研削工程で研削された第1面W1をチャックテーブルに保持し、該ウェーハWの第2面W2を第2研削量Δt2だけ研削する第2研削工程と、を経て所定厚みのウェーハWを製造する。
【選択図】図6
特許請求の範囲
【請求項1】
両面を研削して所定厚みのウェーハを製造するウェーハの製造方法であって、
仕上げ前ウェーハの一方の面の研削量と他方の面の研削量との比率を設定する比率設定工程と、
前記仕上げ前ウェーハの厚みから予め設定した研削後の仕上げ厚みを差し引いた総研削量と前記比率設定工程で設定した比率に基づいて、前記仕上げ前ウェーハの一方の面の第1研削量と他方の面の第2研削量を算出する研削量算出工程と、
チャックテーブルに保持された前記仕上げ前ウェーハの一方の面を前記第1研削量だけ研削する第1研削工程と、
前記仕上げ前ウェーハの前記第1研削工程で研削された一方の面を前記チャックテーブルに保持し、該仕上げ前ウェーハの他方の面を前記第2研削量だけ研削する第2研削工程と、
を経て所定厚みのウェーハを製造することを特徴とするウェーハの製造方法。
続きを表示(約 340 文字)
【請求項2】
前記研削量算出工程の前に、前記仕上げ前ウェーハの厚みを厚み測定器によって測定する厚み測定工程を実施することを特徴とする請求項1記載のウェーハの製造方法。
【請求項3】
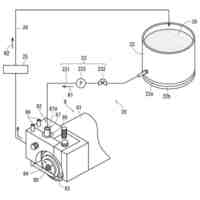
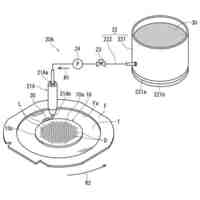
少なくとも前記第1研削工程の前に、前記仕上げ前ウェーハの他方の面全面に液状樹脂を拡張させて硬化させることによって保護部材を形成する保護部材形成工程を実施するとともに、
前記第1研削工程の後で、且つ、前記第2研削工程の前に、前記保護部材を除去する保護部材除去工程を実施し、
前記第1研削工程においては、前記仕上げ前ウェーハを前記チャックテーブルに前記保護部材を介して保持させて該仕上げ前ウェーハの一方の面を研削することを特徴とする請求項1記載のウェーハの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、インゴットからスライスされたスライスウェーハ(仕上げ前ウェーハ)を研削して所定厚みのウェーハを製造するウェーハの製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
インゴットをスライスして得られるスライスウェーハは、反りとうねりを有している。この反りとうねりを除去するため、スライスウェーハの一方の面に紫外線硬化性樹脂などの保護部材を形成してその面を平坦化し、この保護部材の平坦な表面をチャックテーブルの保持面で保持した状態でスライスウェーハの他方の面を研削して該他方の面を平坦化した後、該スライスウェーハから保護部材を剥離させて除去し、平坦な他方の面をチャックテーブルの保持面で保持した状態で該スライスウェーハの一方の面を研削して平坦な面とする加工方法が提案されている(例えば、特許文献1参照)。
【0003】
しかしながら、上記加工方法によってスライスウェーハの両面を研削する場合、両面の研削量が異なっていると、研削後のスライスウェーハの外周部分が反った形状になる可能性があるため、特許文献2には、スライスウェーハの両面を同量ずつ研削する提案がなされている。
【先行技術文献】
【特許文献】
【0004】
特開2023-058925号公報
特開2024-011097号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、実際には、スライスウェーハは、インゴットによって一方の面の粗さと他方の面の粗さが異なる場合があり、このような場合にスライスウェーハの両面を同量ずつ研削すると、該スライスウェーハに反りが発生して均一な厚みのウェーハを製造することができないという問題がある。
【0006】
また、一方の面と他方の面で結晶方位が異なるSiC(炭化ケイ素)ウェーハなどの研削においては、一方の面と他方の面で研削条件が異なるため、研削量も一方の面と他方の面で異なる。
【0007】
本発明は、上記事情に鑑みてなされたもので、その目的は、一方の面と他方の面で研削量の比率を適切に設定することによって、反りのない均一な厚みのウェーハを得ることができるウェーハの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するための本発明は、両面を研削して所定厚みのウェーハを製造するウェーハの製造方法であって、仕上げ前ウェーハの一方の面の研削量と他方の面の研削量との比率を設定する比率設定工程と、前記仕上げ前ウェーハの厚みから予め設定した研削後の仕上げ厚みを差し引いた総研削量と前記比率設定工程で設定した比率に基づいて、前記仕上げ前ウェーハの一方の面の第1研削量と他方の面の第2研削量を算出する研削量算出工程と、チャックテーブルに保持された前記仕上げ前ウェーハの一方の面を前記第1研削量だけ研削する第1研削工程と、前記仕上げ前ウェーハの前記第1研削工程で研削された一方の面を前記チャックテーブルに保持し、該仕上げ前ウェーハの他方の面を前記第2研削量だけ研削する第2研削工程と、を経て所定厚みのウェーハを製造することを特徴とする。
【発明の効果】
【0009】
本発明によれば、ウェーハの一方の面と他方の面とで研削量の比率を異なる値、具体的には、インゴットによる両面の粗さや結晶方位の違いに応じて研削量の比率を設定したため、両面の粗さや結晶方位の違いによっても、反りのない均一な厚みのウェーハを製造することができるという効果が得られる。
【図面の簡単な説明】
【0010】
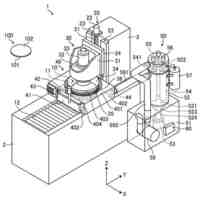
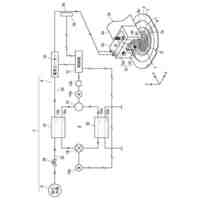
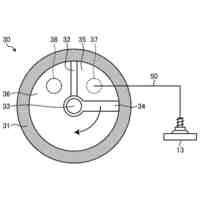
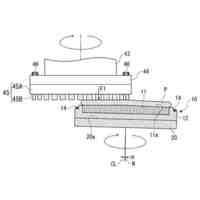
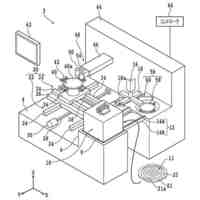
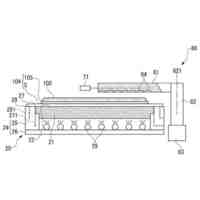
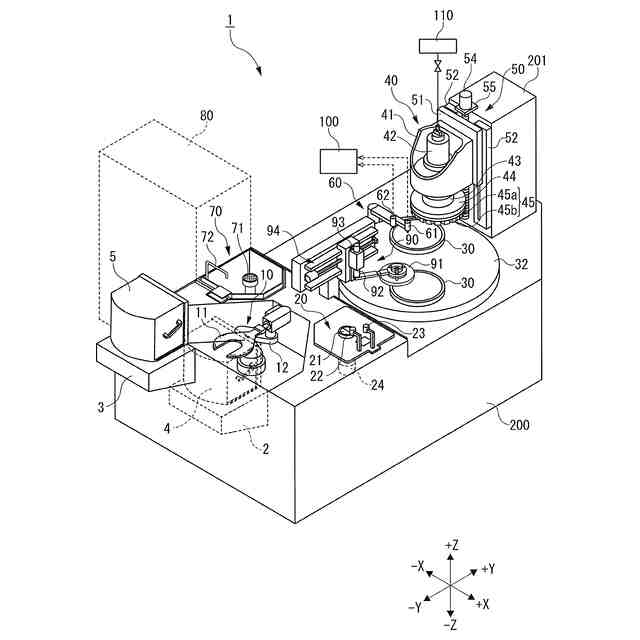
本発明に係るウェーハの製造方法を実施するための研削装置の斜視図である。
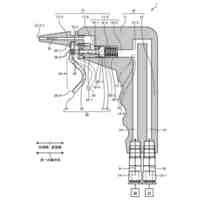
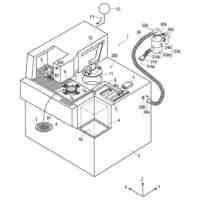
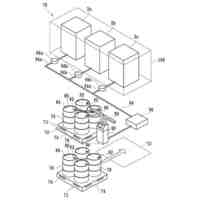
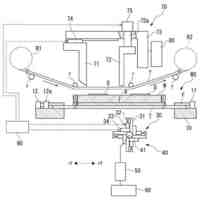
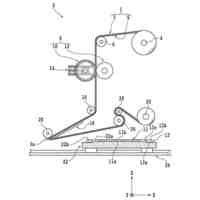
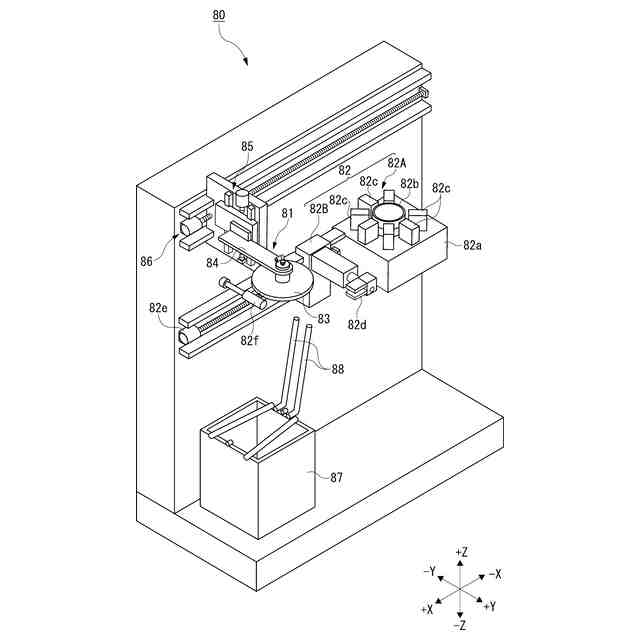
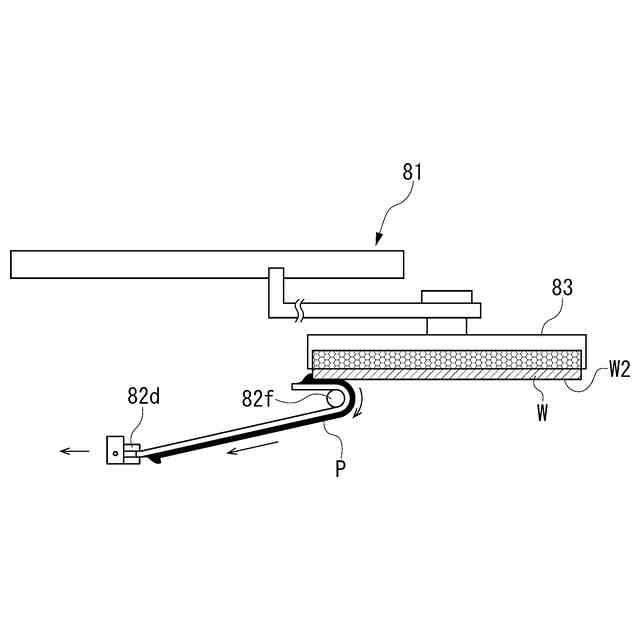
図1に示す研削装置に設けられた剥離装置の斜視図である。
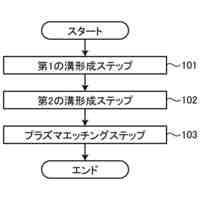
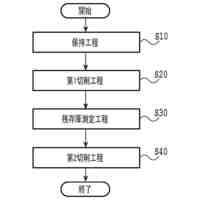
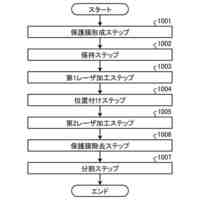
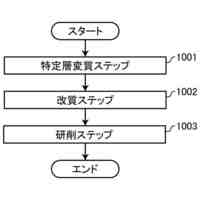
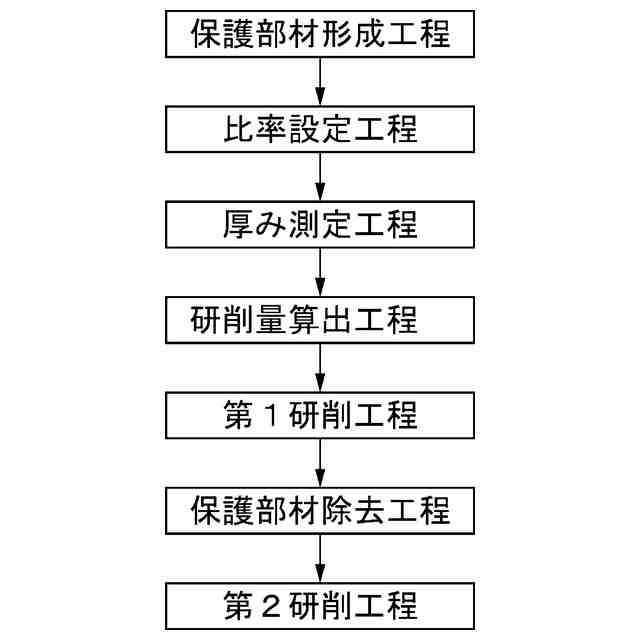
本発明に係るウェーハの製造方法の各工程を示すブロック図である。
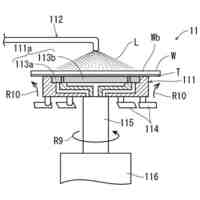
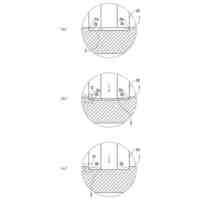
(a)~(c)は本発明のウェーハの製造方法における保護部材形成工程をその順に示す縦断面図である。
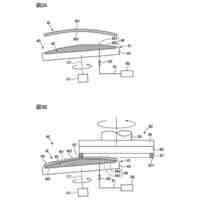
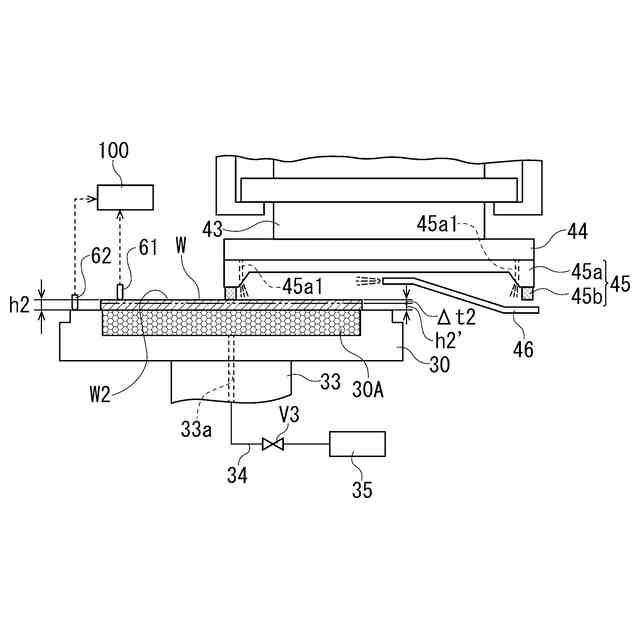
本発明に係るウェーハの製造方法における厚み測定工程を示す縦断面図である。
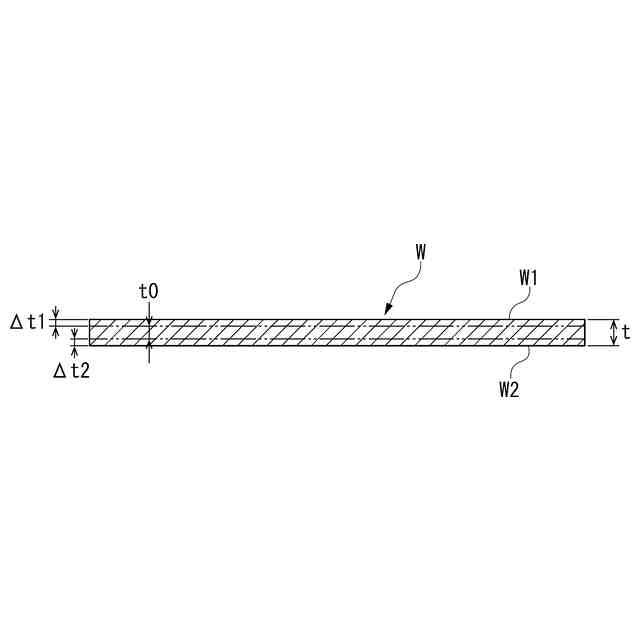
本発明に係るウェーハの製造方法における研削量算出工程を示す仕上げ前ウェーハの縦断面図である。
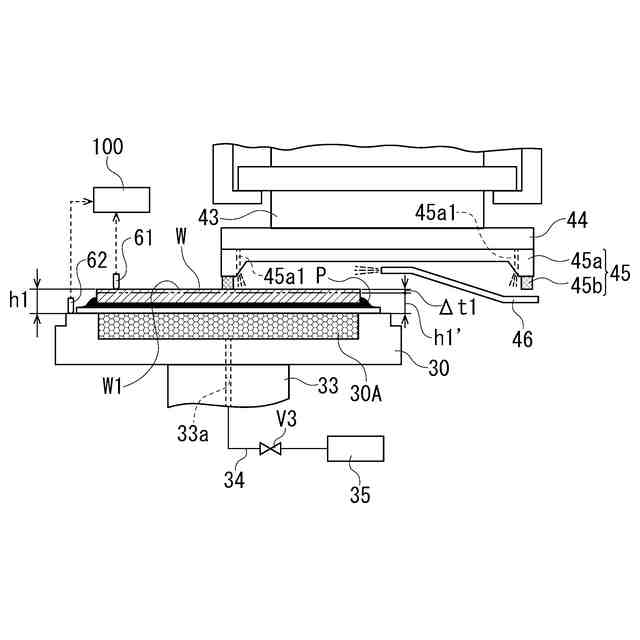
本発明に係るウェーハの製造方法における第1研削工程を示す縦断面図である。
本発明に係るウェーハの製造方法における保護部材除去工程を示す縦断面図である。
本発明に係るウェーハの製造方法における第2研削工程を示す縦断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
ノズル
20日前
株式会社ディスコ
加工装置
今日
株式会社ディスコ
研磨装置
7日前
株式会社ディスコ
加工装置
20日前
株式会社ディスコ
フレーム
20日前
株式会社ディスコ
切削装置
13日前
株式会社ディスコ
加工装置
今日
株式会社ディスコ
診断方法
10日前
株式会社ディスコ
切削装置
20日前
株式会社ディスコ
加工方法
2日前
株式会社ディスコ
研削装置
6日前
株式会社ディスコ
搬送システム
6日前
株式会社ディスコ
ノズルユニット
10日前
株式会社ディスコ
加工水供給装置
13日前
株式会社ディスコ
切削ブレード治具
10日前
株式会社ディスコ
液体供給システム
20日前
株式会社ディスコ
ブレーキング装置
6日前
株式会社ディスコ
被加工物の加工方法
20日前
株式会社ディスコ
洗浄装置及び洗浄方法
7日前
株式会社ディスコ
積層ウェーハの加工方法
10日前
株式会社ディスコ
搬送機構および搬送方法
7日前
株式会社ディスコ
押圧試験装置の評価方法
20日前
株式会社ディスコ
貼り合わせ基板の加工方法
20日前
株式会社ディスコ
試験装置、試験片の試験方法
10日前
株式会社ディスコ
窒化ガリウム基板の製造方法
2日前
株式会社ディスコ
加工方法及びレーザ加工装置
20日前
株式会社ディスコ
チャックテーブルの整形方法
1日前
株式会社ディスコ
端面処理工具及び端面処理方法
13日前
株式会社ディスコ
加工装置及び被加工物の加工方法
20日前
株式会社ディスコ
保護シート、及びシート配設方法
6日前
株式会社ディスコ
研磨装置及びウェーハの研磨方法
21日前
株式会社ディスコ
加工装置およびウェーハの加工方法
21日前
株式会社ディスコ
板状ワークの研削方法及び研削装置
2日前
株式会社ディスコ
加工方法及びレーザ加工プログラム
20日前
株式会社ディスコ
保護部材形成装置および保護部材の形成方法
20日前
株式会社ディスコ
ウエーハの処理方法及びウエーハの処理装置
8日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ