TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025131202
公報種別
公開特許公報(A)
公開日
2025-09-09
出願番号
2024028796
出願日
2024-02-28
発明の名称
溶接用ゲージ
出願人
新潟精機株式会社
代理人
個人
,
個人
主分類
G01B
3/20 20060101AFI20250902BHJP(測定;試験)
要約
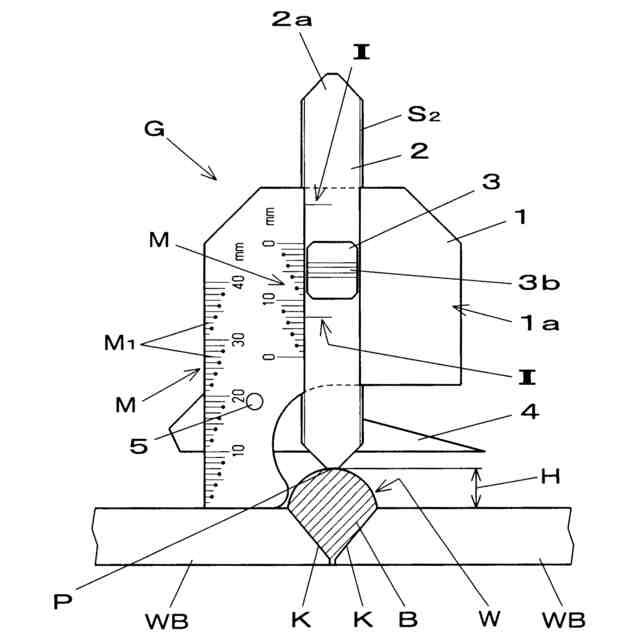
【課題】例えば、一対の母材と母材との突き合わせ溶接後における溶接部位の溶接ビードの余盛高さの寸法測定や溶接部位の溶接ビードの余盛高さを測定することができ、ゲージ本体と摺動尺体との摺動を円滑かつ確実に行うことができ、それだけ、読取指標と長さ目盛とによる寸法測定を確実に行うことができ、測定精度を向上することができ、測定作業性を高めることができる。
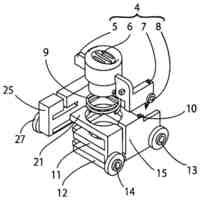
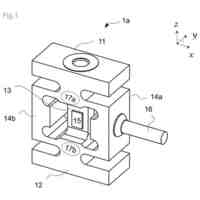
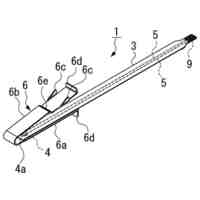
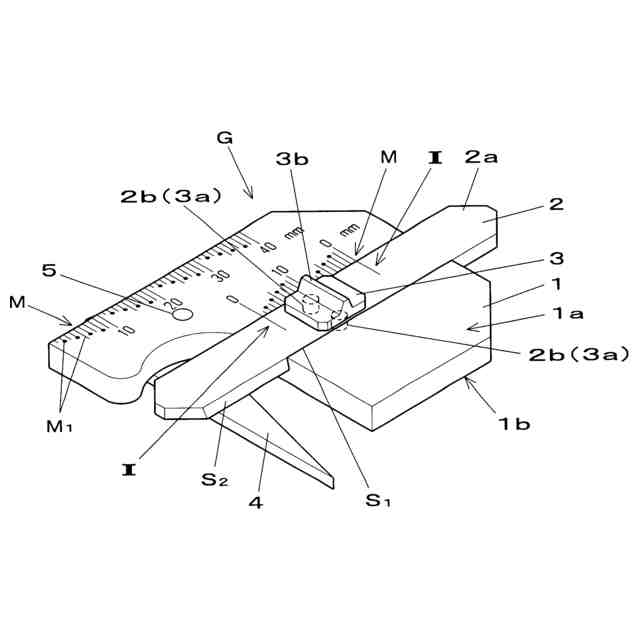
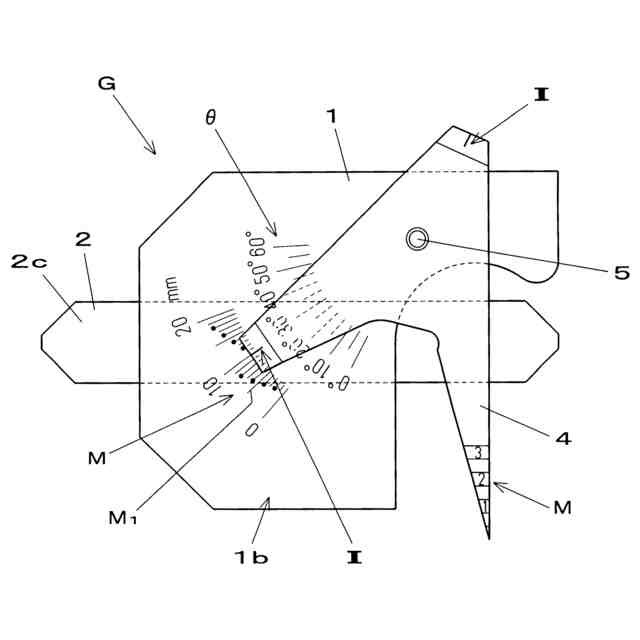
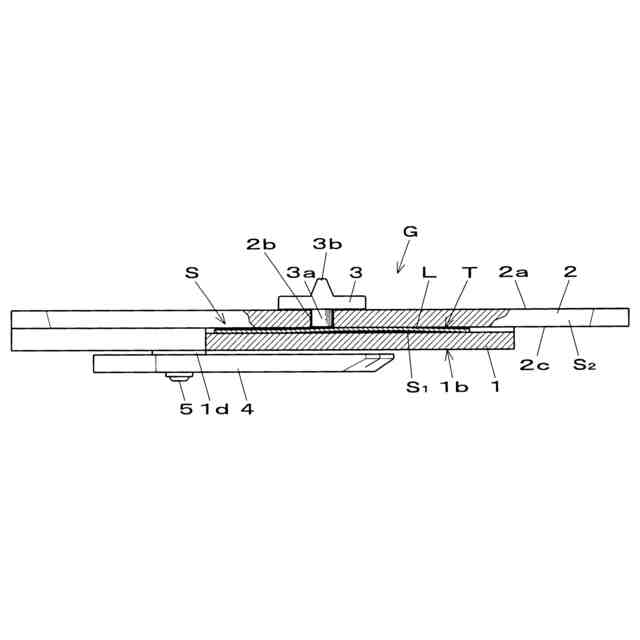
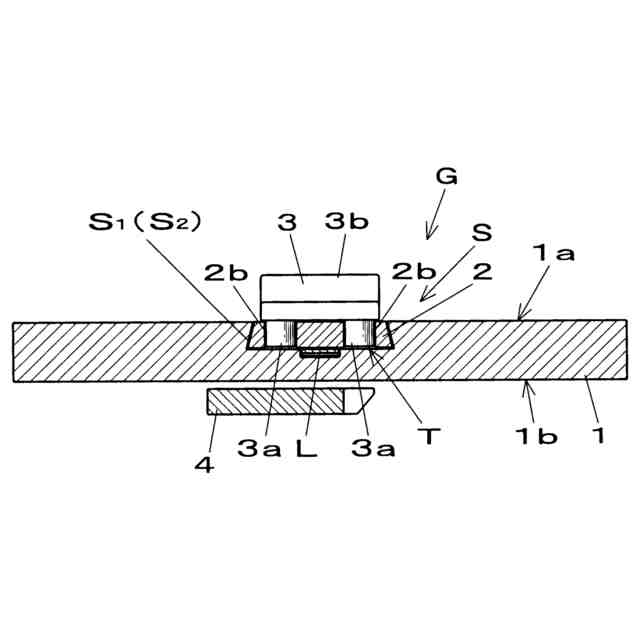
【解決手段】ゲージ本体1の表面1aと摺動尺体2の表面2aとは面一状態とされ、ゲージ本体と摺動尺体とは蟻溝構造により摺動自在に配置され、ゲージ本体と摺動尺体との間の摺動間隙に板バネLが介装されてなり、摺動尺体の表面に指掛凸体3が固定配置されてなる。
【選択図】図3
特許請求の範囲
【請求項1】
板状のゲージ本体に板状の摺動尺体が摺動自在に配置され、該ゲージ本体の表面及び/又は裏面に長さ目盛が形成され、該摺動尺体の表面及び/又は裏面に読取指標が形成され、各種の溶接部位の仕様に応じてゲージ本体に対して摺動尺体を摺動させ、上記長さ目盛及び上記読取指標により溶接前、溶接中及び溶接後の溶接部位の寸法測定に用いられる溶接用ゲージであって、上記ゲージ本体の表面と上記摺動尺体の表面とは面一状態とされ、上記ゲージ本体と上記摺動尺体とは蟻溝構造により摺動自在に配置され、該ゲージ本体と上記摺動尺体との間の摺動間隙に板バネが介装されてなり、上記摺動尺体の表面に指掛凸体が固定配置されてなることを特徴とする溶接用ゲージ。
続きを表示(約 420 文字)
【請求項2】
上記長さ目盛は、その各々の目盛線の高さ寸法が階段状に異なる、所謂、階段状目盛に形成されていることを特徴とする請求項1記載の溶接用ゲージ。
【請求項3】
上記指掛凸体と上記摺動尺体とは互いに嵌合可能な嵌挿凸部及び嵌挿穴部により嵌着されてなることを特徴とする請求項1又は2記載の溶接用ゲージ。
【請求項4】
上記指掛凸体は山稜状部に形成されてなることを特徴とする請求項1又は2記載の溶接用ゲージ。
【請求項5】
上記指掛凸体の上面は山波状部に形成されてなることを特徴とする請求項1又は2記載の溶接用ゲージ。
【請求項6】
上記指掛凸体はブロック状部に形成されてなることを特徴とする請求項1又は2記載の溶接用ゲージ。
【請求項7】
上記指掛凸体の上面はローレット目状部に形成されてなることを特徴とする請求項1又は2記載の溶接用ゲージ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば、鉄骨製作や鉄骨工事等の各種の溶接作業において、溶接部位の寸法を測定する際に用いられる溶接用ゲージに関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、この種の溶接用ゲージとして、例えば、溶接前、溶接中及び溶接後の溶接部位の寸法測定を行うための各種の構造及び形態のものが知られている。
【0003】
そして、これら各種、溶接用ゲージ中には、ゲージ本体に対して摺動尺体を測定者の指により摺動させ、長さ目盛及び読取指標により、溶接前、溶接中及び溶接後の溶接部位の寸法測定に用いる構造のものも多数存在している。
【0004】
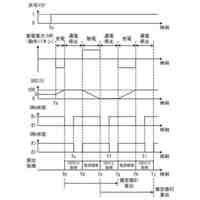
ここに、溶接前、溶接中及び溶接後の溶接部位の寸法測定とは、例えば、溶接前の寸法測定として、母材の板厚、ベベル角度、ルート面、ルート間隔、開先深さ、開先角度の測定があり、溶接中の寸法測定として、合否判定のためのアンダーカット深さ、オーバーラップ深さの限界値測定、溶接後の溶接部位の寸法測定として、すみ肉のど厚、脚長、余盛高さ、食い違い寸法の段差測定がある。
【先行技術文献】
【特許文献】
【0005】
特公昭34-4635号公報
実公昭61-45983号公報
特許第7411049号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら上記摺動尺体をもつ従来構造の場合、溶接部位の寸法測定に際し、ゲージ本体に対して摺動尺体を摺動させ、長さ目盛及び読取指標を読み取り、溶接部位の寸法測定を行うため、長さ目盛と上記読取指標との読み取り作業の迅速化は勿論のこと、ゲージ本体に配置された摺動尺体の摺動の円滑化が望まれるにも拘わらず、摺動尺体の表面は滑らかな平坦面となっており、摺動尺体の表面とゲージ本体の表面とが面一状態となっているため、測定者の指面が摺動尺体の表面を滑り易いこともあり、摺動尺体の押引の摺動操作が困難となり、それだけ、溶接部位の測定作業性の低下及び摺動操作に伴う人為的誤差により測定精度の低下が生じたりすることがあるという不都合を有している。
【課題を解決するための手段】
【0007】
本発明はこれらの不都合を解決することを目的とするもので、本発明のうちで、請求項1記載の発明は、板状のゲージ本体に板状の摺動尺体が摺動自在に配置され、該ゲージ本体の表面及び/又は裏面に長さ目盛が形成され、該摺動尺体の表面及び/又は裏面に読取指標が形成され、各種の溶接部位の仕様に応じてゲージ本体に対して摺動尺体を摺動させ、上記長さ目盛及び上記読取指標により溶接前、溶接中及び溶接後の溶接部位の寸法測定に用いられる溶接用ゲージであって、上記ゲージ本体の表面と上記摺動尺体の表面とは面一状態とされ、上記ゲージ本体と上記摺動尺体とは蟻溝構造により摺動自在に配置され、該ゲージ本体と上記摺動尺体との間の摺動間隙に板バネが介装されてなり、上記摺動尺体の表面に指掛凸体が固定配置されてなることを特徴とする溶接用ゲージにある。
【0008】
又、請求項2記載の発明は、上記長さ目盛は、その各々の目盛線の高さ寸法が階段状に異なる、所謂、階段状目盛に形成されていることを特徴とするものであり、又、請求項3記載の発明は、上記指掛凸体と上記摺動尺体とは互いに嵌合可能な嵌挿凸部及び嵌挿穴部により嵌着されてなることを特徴とするものであり、又、請求項4記載の発明は、上記指掛凸体は山稜状部に形成されてなることを特徴とするものである。
【0009】
又、請求項5記載の発明は、上記指掛凸体の上面は山波状部に形成されてなることを特徴とするものであり、又、請求項6載の発明は、上記指掛凸体はブロック状部に形成されてなることを特徴とするものであり、又、請求項7記載の発明は、上記指掛凸体の上面はローレット目状部に形成されてなることを特徴とするものである。
【発明の効果】
【0010】
本発明は上述の如く、請求項1記載の発明にあっては、板状のゲージ本体に板状の摺動尺体が摺動自在に配置され、ゲージ本体の表面及び/又は裏面に長さ目盛が形成され、摺動尺体の表面及び/又は裏面に読取指標が形成され、各種の溶接部位の仕様に応じてゲージ本体に対して摺動尺体を摺動させ、上記長さ目盛及び上記読取指標により溶接前、溶接中及び溶接後の溶接部位の寸法測定に用いられる溶接用ゲージであって、上記ゲージ本体の表面と上記摺動尺体の表面とは面一状態とされ、上記ゲージ本体と上記摺動尺体とは蟻溝構造により摺動自在に配置され、ゲージ本体と上記摺動尺体との間の摺動間隙に板バネが介装されてなり、例えば、一対の母材と母材との突き合わせ溶接後における溶接部位の溶接ビードの余盛高さの寸法測定や溶接部位の溶接ビードの余盛高さを測定することができ、又、例えば、フランジ材とウエブ材とのすみ肉溶接後において、ゲージ本体に対して摺動尺体を摺動させ、読取指標と長さ目盛とにより溶接ビードのすみ肉のど厚を測定することができ、この測定作業に際し、上記ゲージ本体の表面と上記摺動尺体の表面とは面一状態とされ、上記摺動尺体の表面に指掛凸体が固定配置されているから、ゲージ本体に対する摺動尺体の摺動操作を容易に行うことができ、上記ゲージ本体と上記摺動尺体とは蟻溝構造により摺動自在に配置され、ゲージ本体と上記摺動尺体との間の摺動間隙に板バネが介装されているから、上記ゲージ本体と上記摺動尺体との摺動を円滑かつ確実に行うことができ、それだけ、読取指標と長さ目盛とによる寸法測定を確実に行うことができ、測定精度を向上することができ、測定作業性を高めることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
新潟精機株式会社
溶接用ゲージ
1か月前
個人
メジャー文具
9日前
個人
アクセサリー型テスター
2日前
個人
高精度同時多点測定装置
1日前
ユニパルス株式会社
ロードセル
8日前
アズビル株式会社
圧力センサ
14日前
株式会社チノー
放射光測温装置
8日前
ダイキン工業株式会社
監視装置
6日前
エイブリック株式会社
磁気センサ回路
14日前
トヨタ自動車株式会社
監視装置
7日前
株式会社ヨコオ
ソケット
7日前
株式会社ヨコオ
ソケット
8日前
TDK株式会社
ガスセンサ
13日前
TDK株式会社
磁気センサ
7日前
TDK株式会社
ガスセンサ
8日前
株式会社東芝
重量測定装置
13日前
ローム株式会社
半導体装置
今日
ローム株式会社
半導体装置
今日
長崎県
形状計測方法
2日前
TDK株式会社
ガスセンサ
14日前
ダイハツ工業株式会社
移動支援装置
7日前
三恵技研工業株式会社
融雪レドーム
7日前
多摩川精機株式会社
冗長エンコーダ
7日前
三菱マテリアル株式会社
温度センサ
9日前
日本特殊陶業株式会社
センサ
6日前
富士電機株式会社
エンコーダ
14日前
中国電力株式会社
電柱管理システム
6日前
日本特殊陶業株式会社
センサ
6日前
日本特殊陶業株式会社
センサ
6日前
株式会社デンソー
電流センサ
今日
TDK株式会社
電磁波センサ
8日前
日本特殊陶業株式会社
センサ
6日前
日本特殊陶業株式会社
センサ
6日前
株式会社精工技研
光電界センサヘッド
14日前
日鉄テックスエンジ株式会社
聴音装置
8日前
住友電気工業株式会社
分析方法
9日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ