TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025131093
公報種別
公開特許公報(A)
公開日
2025-09-09
出願番号
2024028608
出願日
2024-02-28
発明の名称
金属部材の締結構造およびその製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
B62D
25/08 20060101AFI20250902BHJP(鉄道以外の路面車両)
要約
【課題】異なる材質の金属部品同士を接合するときの製造工程やコストの増大を抑制しつつ、接合の強度を向上させることが可能な金属部材の締結構造および製造方法を提供する。
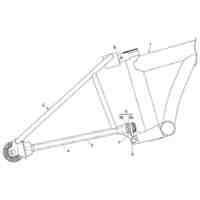
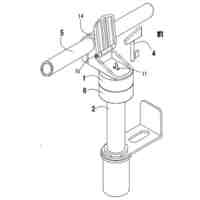
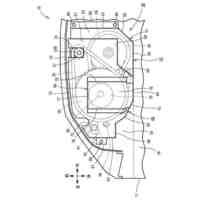
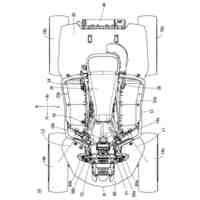
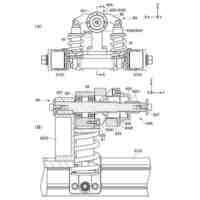
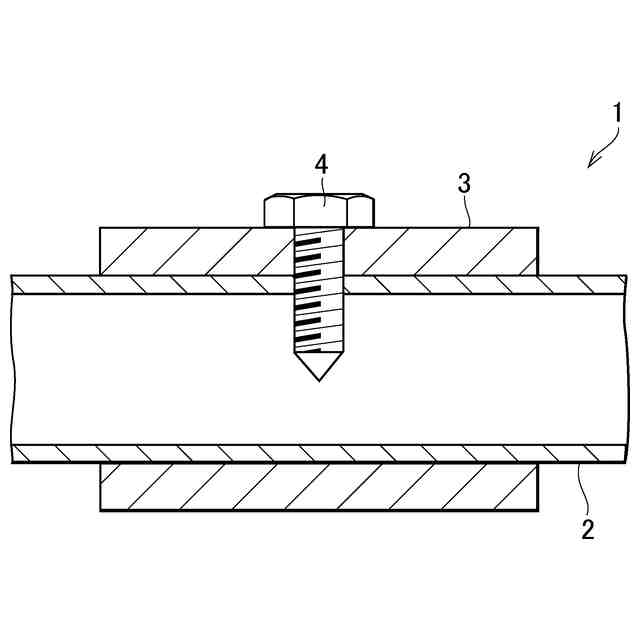
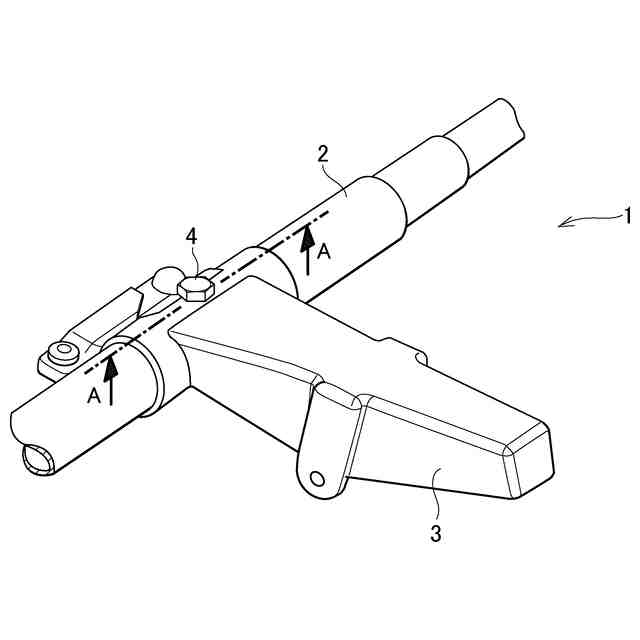
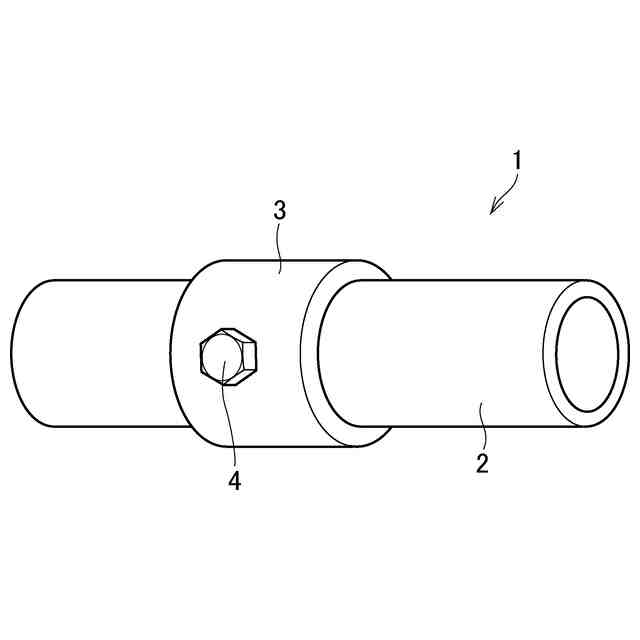
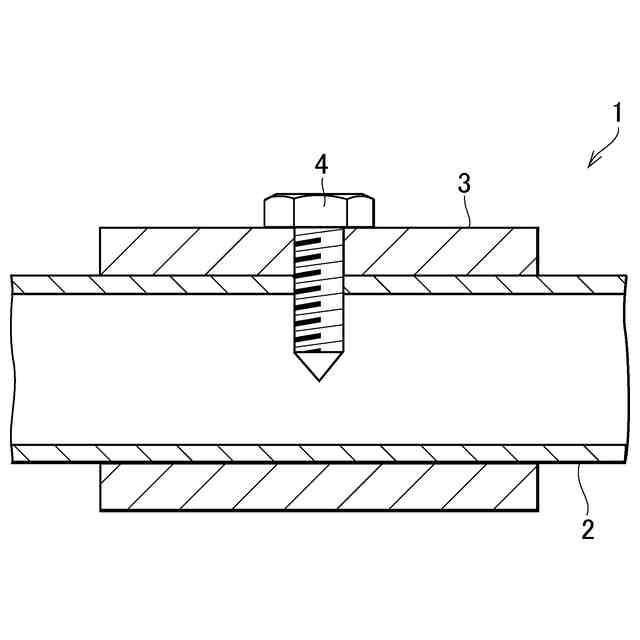
【解決手段】所定の材質の金属材料によって構成された第1金属部材3と、所定の材質とは異なる他の材質の金属材料によって構成された第2金属部材2と、を備え、第2金属部材2の外面に第1金属部材3が接合された金属部材の締結構造1であって、第1金属部材3は、第2金属部材2を鋳包むことによって第2金属部材2と一体化され、第1金属部材3を外周面から内周面に向けて貫通して第2金属部材2に係合する締結部材4によって第1金属部材3と第2金属部材2とが締結されている。
【選択図】図3
特許請求の範囲
【請求項1】
所定の材質の金属材料によって構成された第1金属部材と、前記所定の材質とは異なる他の材質の金属材料によって構成された第2金属部材と、を備え、前記第2金属部材の外面に前記第1金属部材が接合された金属部材の締結構造であって、
前記第1金属部材は、前記第2金属部材を鋳包むことによって前記第2金属部材と一体化され、
前記第1金属部材の外周面から内周面に向けて貫通して前記第2金属部材に前記第1金属部材を係合する締結部材によって前記第1金属部材と前記第2金属部材とが締結されている
ことを特徴とする金属部材の締結構造。
続きを表示(約 840 文字)
【請求項2】
請求項1に記載の金属部材の締結構造であって、
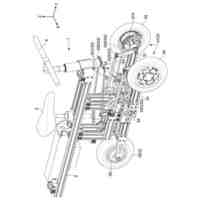
前記第1金属部材は、車両におけるステアリングの操作を車輪に伝達するためのステアリングハンガービームであり、前記第2金属部材は、前記車両おける前記ステアリングハンガービームに前記ステアリングの操作を伝達するためのステアリングコラム取り付け部である
ことを特徴とする金属部材の締結構造。
【請求項3】
所定の材質の金属材料によって構成された第1金属部材が、前記所定の材質とは異なる他の材質の金属材料によって構成された第2金属部材の外面に接合された金属部材の締結構造の製造方法であって、
前記第1金属部材が前記第2金属部材を鋳包むことによって、前記第1金属部材と前記第2金属部材とを一体化し、
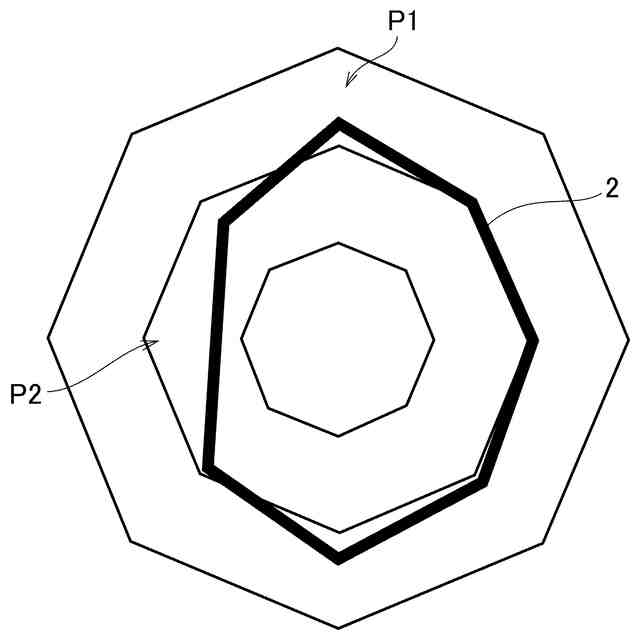
前記第1金属部材が前記第2金属部材を鋳包んだときに生じる前記第2金属部材の形状の変化に基づいて設定された位置に、前記第1金属部材の外周面から内周面に向けて締結部材を貫通させて前記第2金属部材に前記第1金属部材を係合させることにより前記第1金属部材と前記第2金属部材とを締結する
ことを特徴とする金属部材の締結構造の製造方法。
【請求項4】
請求項3に記載の金属部材の締結構造の製造方法であって、
前記第1金属部材の外面に前記締結部材を押し当てた状態で回転させることにより生じる摩擦熱によって前記第1金属部材と前記第2金属部材とを軟化させて前記締結部材を貫通させることによって接合させるFDS接合により、前記第1金属部材と前記第2金属部材とを締結する
ことを特徴とする金属部材の締結構造の製造方法。
【請求項5】
請求項4に記載の金属部材の締結構造の製造方法であって、
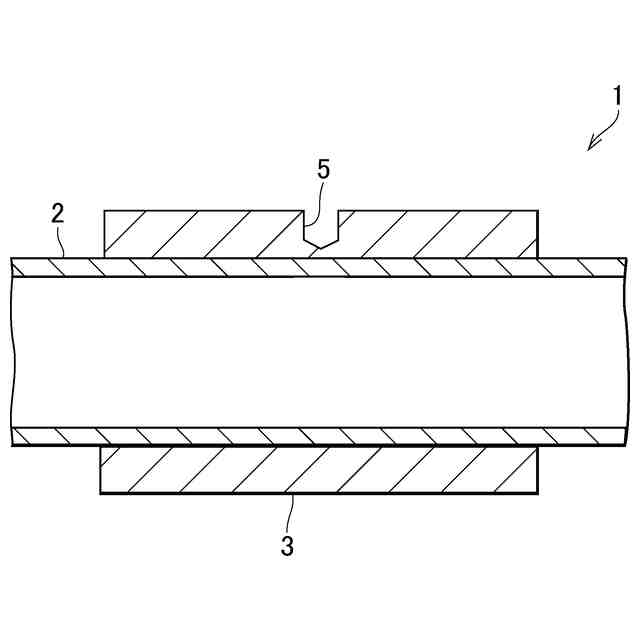
前記第1金属部材で前記第2金属部材を鋳包む際に、前記FDS接合をする部位に鋳抜き穴を形成する
ことを特徴とする金属部材の締結構造の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、異なる材質によって構成された複数の金属部材同士を締結する構造およびその製造方法に関するものである。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
特許文献1には、鋼材によって構成された中空状のステアリングハンガービームと軽金属によって構成されたステアリングコラム取り付け部とを溶接によって接合するように構成された、互いに異なる材質成分の金属部品同士の一体化構造およびその製造方法が開示されている。特許文献1の製造方法では、ステアリンハンガービームが軸線方向で三つの部品に分割されて製造されている。ステアリングコラム取り付け部は、ステアリングコラムをステアリングハンガービームに取り付けるための部材であって、上述した三つの部品のうち中央に位置する所定の部品を軽金属で鋳包むことにより形成される。そして、軽金属の冷却後に所定の部品を取り出し、軽金属に鋳包まれた所定の部品と他の部品とをアーク溶接により接合することによりステアリングハンガービームおよびステアリングコラム取り付け部の一体構造が製造される。また、特許文献1には、上述した所定の部品とステアリングコラム取り付け部とが相対回転することを防ぐために、半径方向に張り出すリング状のアンカー部材を所定の部品の外周面に取り付け、そのアンカー部材ごと鋳包む構成が開示されている。アンカー部材は、ステアリングコラム取り付け部の補強部に鋳包まれるように配置される。特許文献1では、このような構成により、互いに異なる材質成分の金属部品同士を溶接等によって接合する場合と比較して、高い接合強度を維持しつつ容易に接合することができる、としている。
【先行技術文献】
【特許文献】
【0003】
特開2010-260479号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載されているような金属部品同士が接合されている接合部位における接合状態を検査する場合には、X線検査などのいわゆる非破壊検査によって接合状態を検査することが知られている。しかしながら、金属部材に応じてX線やガンマ線などによる透過の度合いが異なるため、金属アーチファクトとも称されるノイズが発生する可能性がある。そのため、異なる材質の金属部材同士については、接合の度合いや強度などを正確に検査することができず、金属部材同士の締結強度を担保することができない可能性がある。
【0005】
また、特許文献1には、ステアリングコラム取り付け部の補強部と所定の部品の外周面に取り付けられたアンカー部材とを位置決めした状態で所定の部品を軽金属で鋳包むことにより、ステアリングハンガービームとステアリングコラム取り付け部との締結強度を向上させる構成が開示されている。しかしながら、金型内において、ステアリングコラム取り付け部の補強部にそのようなアンカー部材が進入するように所定の部品を位置決めしたり、その前段の工程として所定の部材に対してアンカー部材を精度良く溶接したりしなければならず、製造工程全体として複雑になるなどの不都合が生じる可能性がある。すなわち、特許文献1の構造では、必ずしも金属部品同士の接合強度を担保できているとは限らず、また、その接合強度が担保されているか確認することが困難である。したがって、異なる材質の金属部品同士を接合したときの接合強度を担保する構造について未だ改善の余地があった。
【0006】
この発明は、上記の技術的課題に着目してなされたものであって、異なる材質の金属部品同士を接合するときの製造工程やコストの増大を抑制しつつ、接合の強度を向上させることが可能な金属部材の締結構造およびその製造方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
この発明は、上記の目的を達成するために、所定の材質の金属材料によって構成された第1金属部材と、前記所定の材質とは異なる他の材質の金属材料によって構成された第2金属部材と、を備え、前記第2金属部材の外面に前記第1金属部材が接合された金属部材の締結構造であって、前記第1金属部材は、前記第2金属部材を鋳包むことによって前記第2金属部材と一体化され、前記第1金属部材の外周面から内周面に向けて貫通して前記第2金属部材に前記第1金属部材を係合する締結部材によって前記第1金属部材と前記第2金属部材とが締結されていることを特徴とするものである。
【0008】
この発明における前記第1金属部材は、車両におけるステアリングの操作を車輪に伝達するためのステアリングハンガービームであり、前記第2金属部材は、前記車両おける前記ステアリングハンガービームに前記ステアリングの操作を伝達するためのステアリングコラム取り付け部であってよい。
【0009】
また、この発明は、所定の材質の金属材料によって構成された第1金属部材が、前記所定の材質とは異なる他の材質の金属材料によって構成された第2金属部材の外面に接合された金属部材の締結構造の製造方法であって、前記第1金属部材が前記第2金属部材を鋳包むことによって、前記第1金属部材と前記第2金属部材とを一体化し、前記第1金属部材が前記第2金属部材を鋳包んだときに生じる前記第2金属部材の形状の変化に基づいて設定された位置に、前記第1金属部材の外周面から内周面に向けて締結部材を貫通させて前記第2金属部材に前記第1金属部材を係合させることにより前記第1金属部材と前記第2金属部材とを締結することを特徴とする製造方法である。
【0010】
この発明においては、前記第1金属部材の外面に前記締結部材を押し当てた状態で回転させることにより生じる摩擦熱によって前記第1金属部材と前記第2金属部材とを軟化させて前記締結部材を貫通させることによって接合させるFDS接合により、前記第1金属部材と前記第2金属部材とを締結してよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
カート
2か月前
個人
走行装置
2か月前
個人
電動走行車両
2か月前
個人
乗り物
4か月前
個人
折り畳み自転車
9か月前
個人
駐輪設備
6日前
個人
発音装置
6か月前
個人
電動モビリティ
6か月前
個人
閂式ハンドル錠
2か月前
個人
ボギー・フレーム
21日前
個人
自転車用傘捕捉具
10か月前
個人
自由方向乗車自転車
6か月前
個人
“zen-go.”
1か月前
個人
ルーフ付きトライク
13日前
個人
体重掛けリフト台車
9か月前
個人
ルーフ付きトライク
1か月前
個人
キャンピングトライク
7か月前
個人
パワーアシスト自転車
22日前
個人
アタッチメント
10か月前
個人
自転車用荷物台
9か月前
個人
ステアリングの操向部材
7か月前
株式会社CPM
駐輪機
10か月前
株式会社豊田自動織機
産業車両
3か月前
株式会社三五
リアサブフレーム
9か月前
個人
フロントフットブレーキ。
2か月前
学校法人千葉工業大学
車両
8か月前
ダイハツ工業株式会社
車両
11か月前
ヤマハ発動機株式会社
車両
11か月前
ヤマハ発動機株式会社
車両
11か月前
ヤマハ発動機株式会社
車両
11か月前
学校法人千葉工業大学
車両
8か月前
学校法人千葉工業大学
車両
8か月前
豊田合成株式会社
操舵装置
10か月前
豊田鉄工株式会社
小型車両
2か月前
個人
ホイールハブ駆動構造
3か月前
ヤマハ発動機株式会社
車両
11か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ