TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025126276
公報種別
公開特許公報(A)
公開日
2025-08-28
出願番号
2025106425,2024033684
出願日
2025-06-24,2020-03-13
発明の名称
加工装置
出願人
株式会社東京精密
代理人
個人
主分類
B24B
7/04 20060101AFI20250821BHJP(研削;研磨)
要約
【課題】ワークを所望の厚みに加工する加工装置を提供する。
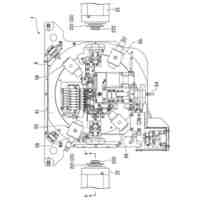
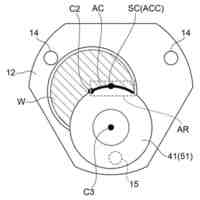
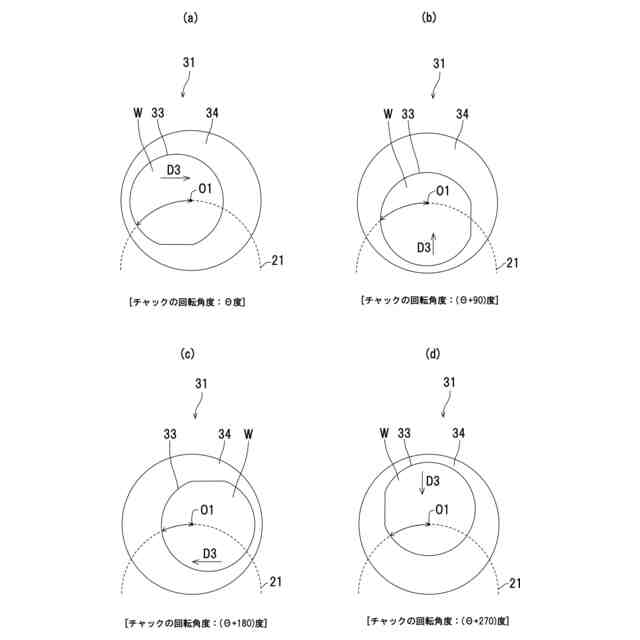
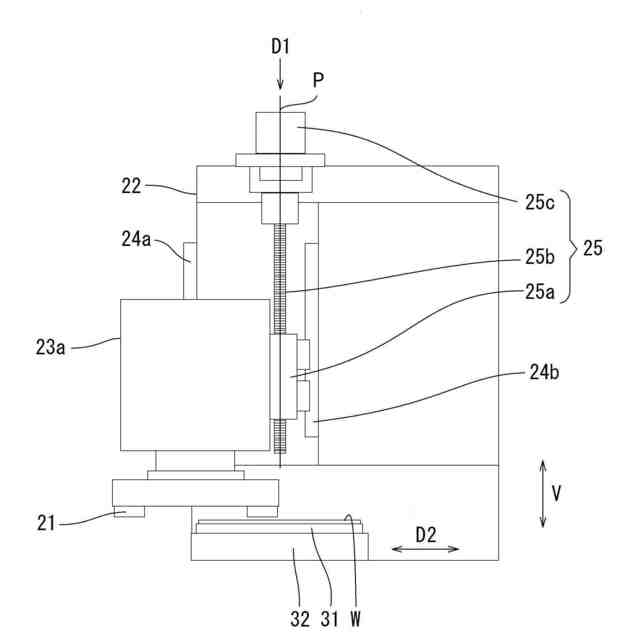
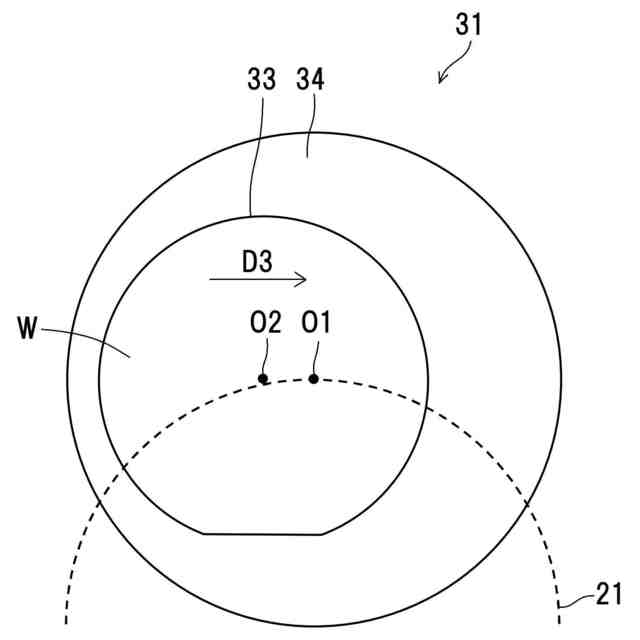
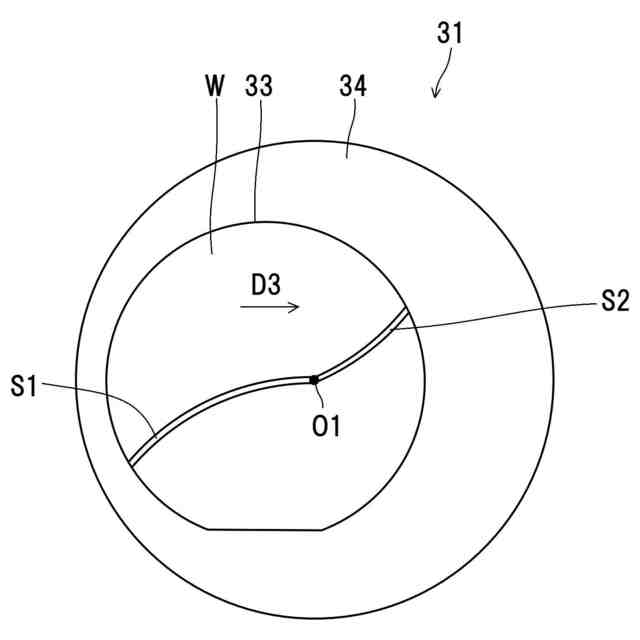
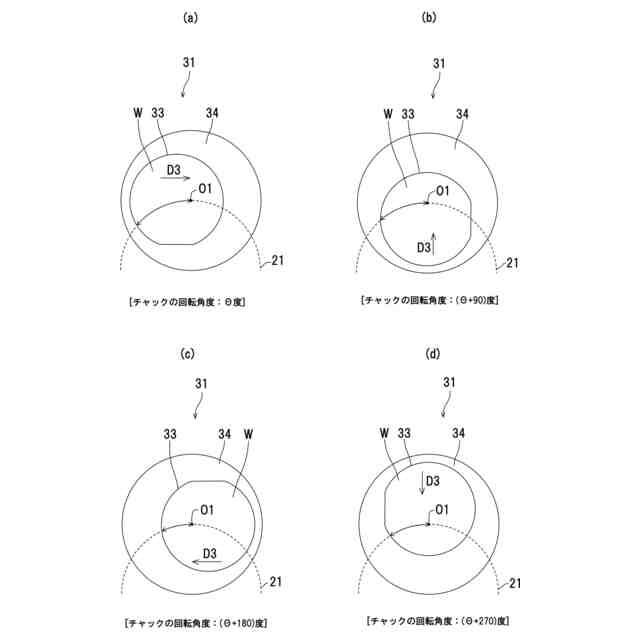
【解決手段】ワークWをインフィード研削する研削装置1は、ワークWを吸着保持した状態で回転可能なチャック31と、チャック31の回転中心を通るように回転しながらワークWに押し付けられて、ワークWを研削する砥石21と、を備えている。ワークWのインフィード研削の際、ワークWは、チャック31の回転中心からワークWのオフセット方向の上流側に偏心した状態でチャック31に吸着保持される。
【選択図】図7
特許請求の範囲
【請求項1】
ワークを平面加工する加工装置であって、
前記ワークを吸着保持した状態で回転可能なチャックと、
前記チャックの回転中心を通るように回転しながら前記ワークに押し付けられて、前記ワークを平面加工する砥石と、
を備え、
前記ワークは、前記チャックの回転中心から前記ワークのオフセット方向の上流側に偏心した状態で前記チャックに吸着保持されることを特徴とする加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、非円形状のワークを加工する加工装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
半導体製造分野では、シリコンウェハ等の半導体ウェハ(以下、「ワーク」という)を薄膜に形成するために、ワークの裏面を研削する裏面研削が行われている。
【0003】
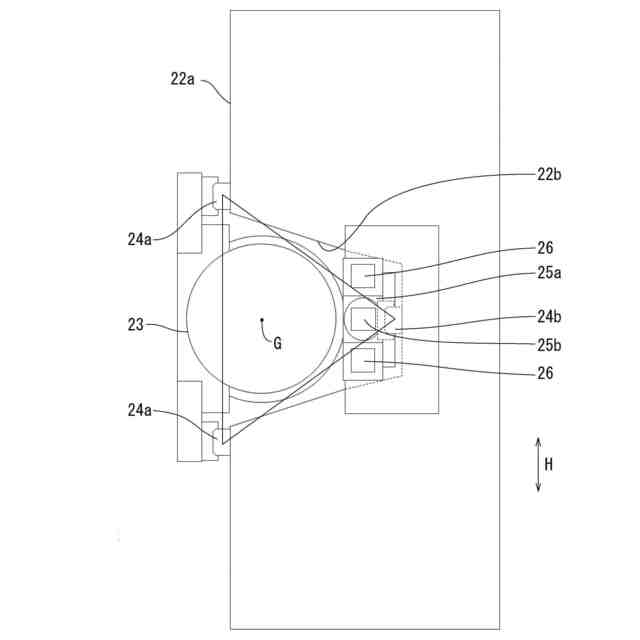
ワークの裏面研削を行う加工装置として、特許文献1に示すように、下端に砥石が取り付けられたスピンドル送り機構が定圧シリンダに吊設され、ワークに切り込ませた砥石に作用する摩擦力が所定値より高い場合に、定圧シリンダが、スピンドル及びスピンドル送り機構を鉛直方向に上昇させるものが知られている。
【0004】
このような研削盤では、砥石に作用する摩擦力が過大となる場合に、定圧シリンダが、スピンドルとスピンドル送り機構とを一時的に上昇させるため、砥石とワークとが過度に接触しない状態でワークが延性モード研削されるため、ワークにダメージを与えることなく安定して研削することができる。
【先行技術文献】
【特許文献】
【0005】
特許第6030265号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
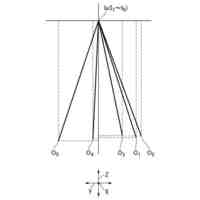
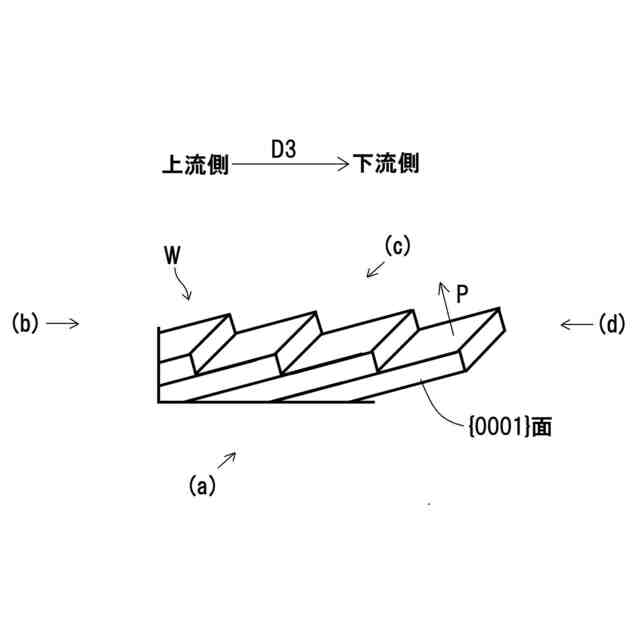
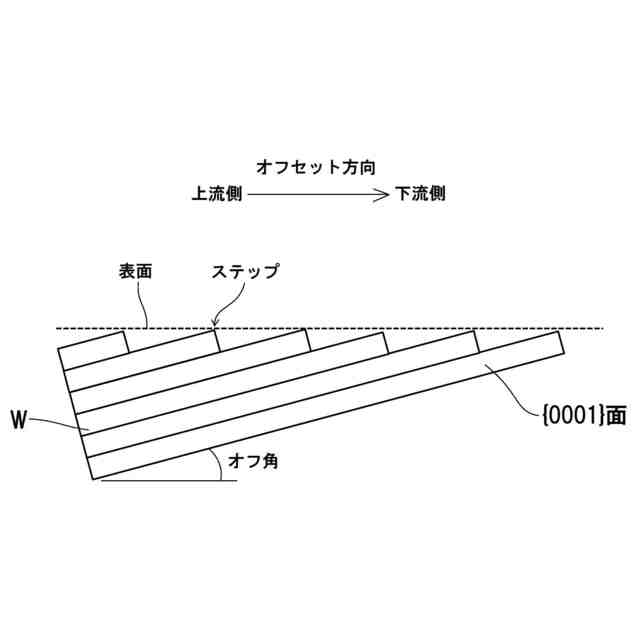
ところで、図8に示すように、シリコンウェハ等のワークWでは、結晶欠陥が少なくなるように、1~4度程度のオフ角を付けてエピタキシャル膜を形成しており、ワークW表面は、{0001}面(基底面)に対してオフ角の角度だけ傾斜している。
【0007】
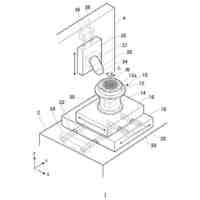
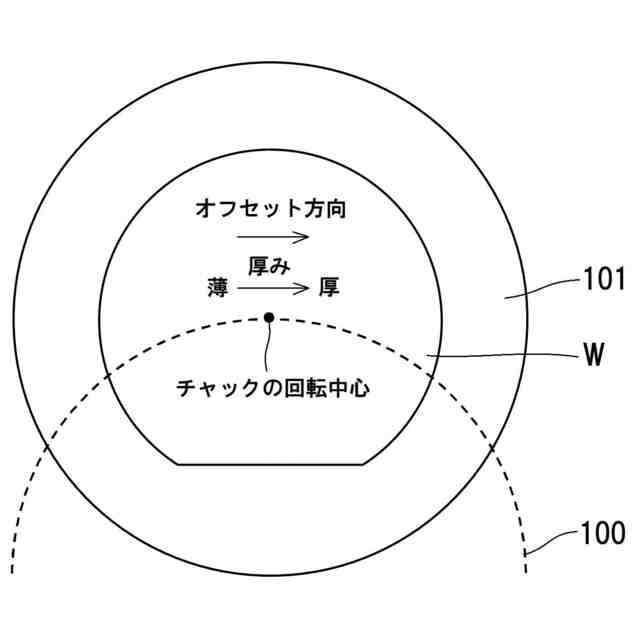
このようなワークWをインフィード研削する場合、すなわち、図9に示すように、砥石100及びチャック101に保持されたワークWをそれぞれ回転させた状態で砥石100をワークWに押し付けて研削する場合には、砥石100がワークW表面に対してあらゆる角度から切り込むため、砥石100がワークWのステップに滑らかに切り込む(砥石が、オフセット方向の上流側から下流側に向かって切り込む)ときの研削抵抗は、砥石がワークのステップに引っかかるように切り込む(砥石が、オフセット方向の下流側から上流側に向かって切り込む)ときの研削抵抗より小さいため、ワークW面内においてオフセット方向の上流側が下流側より薄くなりがちで、加工後のワークに厚みばらつきが生じるという問題があった。
【0008】
そこで、ワークを所望の厚みに加工するために解決すべき技術的課題が生じてくるのであり、本発明はこの課題を解決することを目的とする。
【課題を解決するための手段】
【0009】
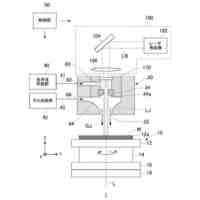
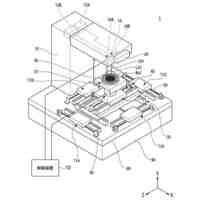
上記目的を達成するために、本発明に係る加工装置は、ワークを平面加工する加工装置であって、前記ワークを吸着保持した状態で回転可能なチャックと、前記チャックの回転中心を通るように回転しながら前記ワークに押し付けられて、前記ワークを平面加工する砥石と、を備え、前記ワークは、前記チャックの回転中心から前記ワークのオフセット方向の上流側に偏心した状態で前記チャックに吸着保持される。
【0010】
この構成によれば、ワークがチャックの回転中心からオフセット方向の上流側に偏心された状態で研削され、砥石とワークとの接触面積が変動することに起因してワークのオフセット方向の下流側が上流側に比べて大研削量で研削されることにより、ワークのオフセット方向の下流側が上流側に比べて厚くなりがちな研削量のバラつきが相殺されるため、加工後のワークの厚みバラつきを軽減することができる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
6日前
株式会社東京精密
搬送装置
4日前
株式会社東京精密
プローバ
6日前
株式会社東京精密
加工装置
4日前
株式会社東京精密
プローバ
25日前
株式会社東京精密
プローバ
15日前
株式会社東京精密
ロッカー
1か月前
株式会社東京精密
加工装置
25日前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
プローバ
5日前
株式会社東京精密
プローバ
12日前
株式会社東京精密
研削装置
4日前
株式会社東京精密
加工装置
11日前
株式会社東京精密
プローバ
11日前
株式会社東京精密
研削装置
今日
株式会社東京精密
加工方法
6日前
株式会社東京精密
加工装置
6日前
株式会社東京精密
加工装置
25日前
株式会社東京精密
亀裂測定器
4日前
株式会社東京精密
亀裂測定器
4日前
株式会社東京精密
電池検査装置
15日前
株式会社東京精密
カーフ洗浄装置
2か月前
株式会社東京精密
レーザ加工装置
4日前
株式会社東京精密
レーザ加工装置
2か月前
株式会社東京精密
半導体製造装置
4日前
株式会社東京精密
テープ貼付装置
4日前
株式会社東京精密
ダイシング装置
今日
株式会社東京精密
レーザ加工装置
4日前
株式会社東京精密
レーザ加工装置
4日前
株式会社東京精密
ダイシング装置
4日前
株式会社東京精密
ハブレスブレード
6日前
株式会社東京精密
スラリー供給装置
26日前
株式会社東京精密
収容ボックスシステム
5日前
株式会社東京精密
校正方法及び校正装置
11日前
株式会社東京精密
ケーブルのガイド方法
4日前
株式会社東京精密
吸着装置及び研削装置
4日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ