TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025117128
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2024011824
出願日
2024-01-30
発明の名称
ボディー部材、及びボディー部材の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B62D
25/20 20060101AFI20250804BHJP(鉄道以外の路面車両)
要約
【課題】衝突性能の向上を促す。
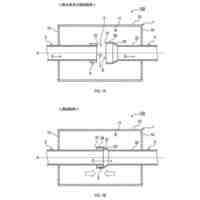
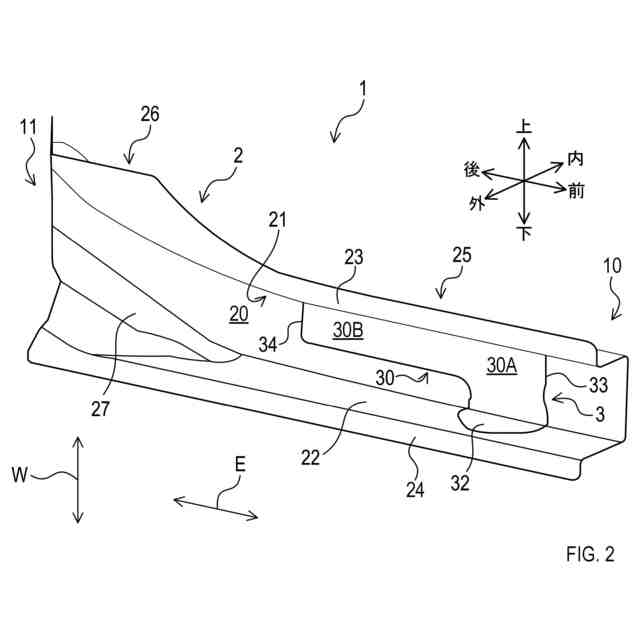
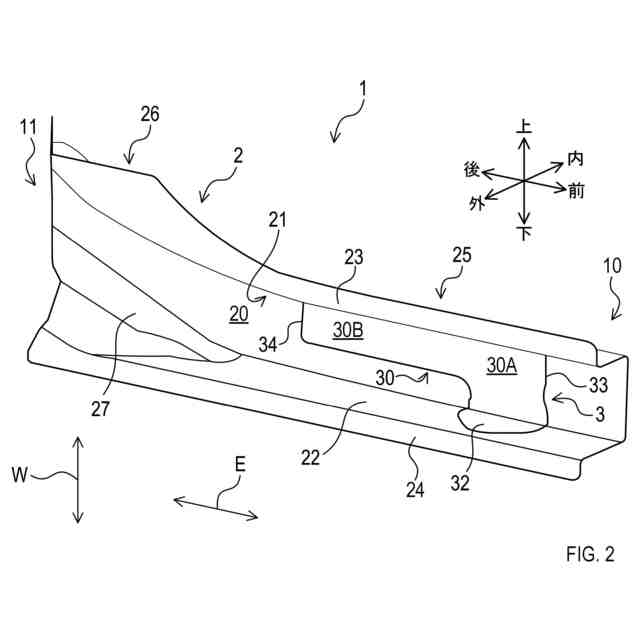
【解決手段】車両のボディー部材は、板状の本体部材及び補強部材を備える。本体部材は、延伸方向に延びる天板部と、第1及び第2側壁部と、第1及び第2フランジ部と、を備える。第1及び第2側壁部は、それぞれ、天板部の幅方向の両端から突出する。第1及び第2フランジ部は、それぞれ、第1及び第2側壁部における天板部の反対側の端部に設けられる。補強部材は、パッチワークでの溶接により本体部材の内周面に接合されていると共に、天板部と、第1及び第2側壁部と、第1及び第2フランジ部とは、パッチワークでのプレス成形により形成される。
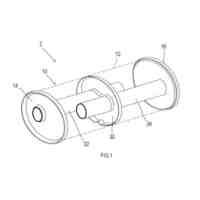
【選択図】図2
特許請求の範囲
【請求項1】
車両のボディーの一部を構成するボディー部材であって、
板状の部材である本体部材及び補強部材を備え、
前記本体部材は、
延伸方向に延びる板状の部位である天板部と、
前記天板部における前記延伸方向に略直交する幅方向の両端から突出する壁状の部位であって、前記幅方向に対面する部位である第1及び第2側壁部と、
前記第1側壁部における前記天板部の反対側の端部に設けられ、前記第2側壁部の反対側に突出する第1フランジ部と、
前記第2側壁部における前記天板部の反対側の端部に設けられ、前記第1側壁部の反対側に突出する第2フランジ部と、を備え、
前記補強部材は、パッチワークでの溶接により前記本体部材の内周面に接合されていると共に、前記天板部と、前記第1及び第2側壁部と、前記第1及び第2フランジ部とは、前記パッチワークでのプレス成形により形成される
ボディー部材。
続きを表示(約 790 文字)
【請求項2】
請求項1に記載のボディー部材であって、
前記本体部材は、テーラードブランク溶接により接合された板状の部位である第1部位と第2部位とを有する
ボディー部材。
【請求項3】
請求項2に記載のボディー部材であって、
前記第1部位と前記第2部位とは、それぞれ、前記延伸方向の第1端側と第2端側とに位置し、
前記第2部位は、前記第2端側に向かうに従い前記幅方向の長さが増加し、
前記第1部位の引張強度は、前記第2板材の引張強度よりも高い
ボディー部材。
【請求項4】
請求項2又は請求項3に記載のボディー部材であって、
前記補強部材は、前記本体部材における前記第1部位と前記第2部位との境界を跨ぐように配置され、前記第1部位と前記第2部位とに接合されている
ボディー部材。
【請求項5】
請求項1又は請求項2に記載のボディー部材であって、
前記ボディー部材は、前記延伸方向が前記車両の前後方向と略一致した状態で、車両に搭載されるロッカーリアインナー部材である
ボディー部材。
【請求項6】
請求項1に記載されたボディー部材の製造方法であって、
前記パッチワークでの溶接により、前記本体部材と前記補強部材とを接合することと、
溶接された前記本体部材及び前記補強部材に対し、前記パッチワークにおけるプレス成形を行うことと、
を備えるボディー部材の製造方法。
【請求項7】
請求項6に記載のボディー部材の製造方法であって、
テーラードブランク溶接により、板状の部材である第1板材及び第2板材を接合することで、前記本体部材を形成すること
をさらに備えるボディー部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、車両のボディーの一部を構成するボディー部材、及びボディー部材の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1に記載されているように、ロッカーインナーパネルとロッカーリインホースとにより、車両のドアの下部に位置する角筒状の部材であるロッカーを形成することが知られている。また、特許文献1のロッカーでは、ロッカーリインホースの内周面に、断面がL字状のL字リインホースの外周面が溶接されている。
【先行技術文献】
【特許文献】
【0003】
特開2008-222172号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1のロッカーでは、L字リインホースには、外周面から突出する複数の座面が設けられており、これらの座面がロッカーリインホースに溶接されている。このため、L字リインホースとロッカーリインホースとの間に隙間が生じており、これにより、ロッカーの全塑性モーメントが低下し、ロッカーの衝突性能が低下する恐れがある。
【0005】
本開示の一態様では、衝突性能の向上を促すのが望ましい。
【課題を解決するための手段】
【0006】
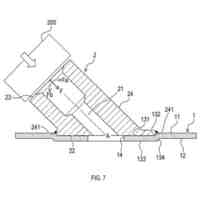
本開示の一態様は、車両のボディーの一部を構成するボディー部材であって、板状の部材である本体部材及び補強部材を備える。本体部材は、天板部と、第1及び第2側壁部と、第1フランジ部と、第2フランジ部と、を備える。天板部は、延伸方向に延びる板状の部位である。第1及び第2側壁部は、天板部における延伸方向に略直交する幅方向の両端から突出する壁状の部位であって、幅方向に対面する部位である。第1フランジ部は、第1側壁部における天板部の反対側の端部に設けられ、第2側壁部の反対側に突出する。第2フランジ部は、第2側壁部における天板部の反対側の端部に設けられ、第1側壁部の反対側に突出する。補強部材は、パッチワークでの溶接により本体部材の内周面に接合されていると共に、天板部と、第1及び第2側壁部と、第1及び第2フランジ部とは、パッチワークでのプレス成形により形成される。
【0007】
上記構成によれば、本体部材と補強部材とはパッチワークにより溶接されているため、本体部材の内周面と補強部材との間に隙間が生じるのを抑制でき、これにより、ボディー部材の全塑性モーメントが向上する。したがって、ボディー部材の衝突性能が向上する。
【0008】
本開示の一態様では、本体部材は、テーラードブランク溶接により接合された板状の部位である第1部位と第2部位とを有してもよい。
上記構成によれば、本体部材の各部位を適切な材料で構成できる。このため、衝突性能の低下を抑制しつつ、ボディー部材の製造をより容易にすることができる。
【0009】
本開示の一態様では、第1部位と第2部位とは、それぞれ、延伸方向の第1端側と第2端側とに位置してもよい。第2部位は、第2端側に向かうに従い幅方向の長さが増加してもよい。第1部位の引張強度は、第2板材の引張強度よりも高くてもよい。
【0010】
上記構成によれば、第2部位は、第1部位よりも引張強度が低いため、プレス成形が容易になるよう促すことができ、テーラードブランク溶接により本体部材を形成したことで、より好適によりボディー部材を製造できる。また、第1部位の衝突性能を向上できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
フタバ産業株式会社
消音器
13日前
フタバ産業株式会社
消音器
1日前
フタバ産業株式会社
排気系部品
1日前
個人
カート
2か月前
個人
走行装置
3か月前
個人
乗り物
4か月前
個人
電動走行車両
3か月前
個人
電動モビリティ
7か月前
個人
折り畳み自転車
10か月前
個人
発音装置
6か月前
個人
駐輪設備
28日前
個人
閂式ハンドル錠
3か月前
個人
自転車用傘捕捉具
11か月前
個人
ボギー・フレーム
1か月前
個人
自由方向乗車自転車
7か月前
個人
ルーフ付きトライク
1か月前
個人
ルーフ付きトライク
2か月前
個人
体重掛けリフト台車
10か月前
個人
“zen-go.”
2か月前
個人
キャンピングトライク
8か月前
個人
自転車用荷物台
10か月前
個人
パワーアシスト自転車
1か月前
個人
アタッチメント
11か月前
個人
ステアリングの操向部材
8か月前
株式会社CPM
駐輪機
11か月前
株式会社豊田自動織機
産業車両
4か月前
株式会社三五
リアサブフレーム
10か月前
個人
フロントフットブレーキ。
3か月前
個人
乗用自動車のディフューザー
7日前
学校法人千葉工業大学
車両
9か月前
学校法人千葉工業大学
車両
9か月前
個人
ホイールハブ駆動構造
3か月前
豊田鉄工株式会社
小型車両
2か月前
学校法人千葉工業大学
車両
9か月前
ヤマハ発動機株式会社
車両
11か月前
ヤマハ発動機株式会社
車両
11か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ