TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025114010
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2025010102
出願日
2025-01-23
発明の名称
樹脂シート、樹脂成形品、車両、車両部品、樹脂成形品の製造方法、並びに車両及び車両部品の製造方法
出願人
積水化学工業株式会社
代理人
個人
,
個人
主分類
B32B
27/32 20060101AFI20250728BHJP(積層体)
要約
【課題】射出成形と同時にポリプロピレン系樹脂などの難接着樹脂と一体化したとき、接着性が良好な樹脂シート、その樹脂シートと一体化された樹脂成形体を備える樹脂成形品、その樹脂成形品を有する車両及び車両部品、その樹脂成形品の製造方法、並びにその車両及びその車両部品の製造方法を提供する。
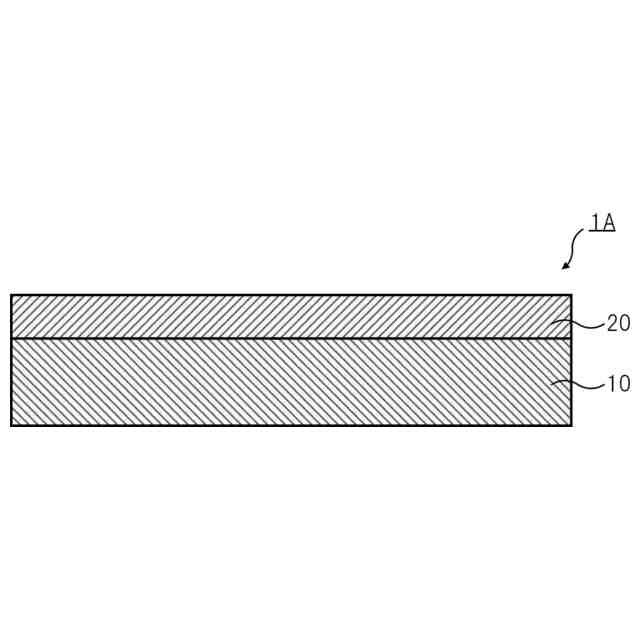
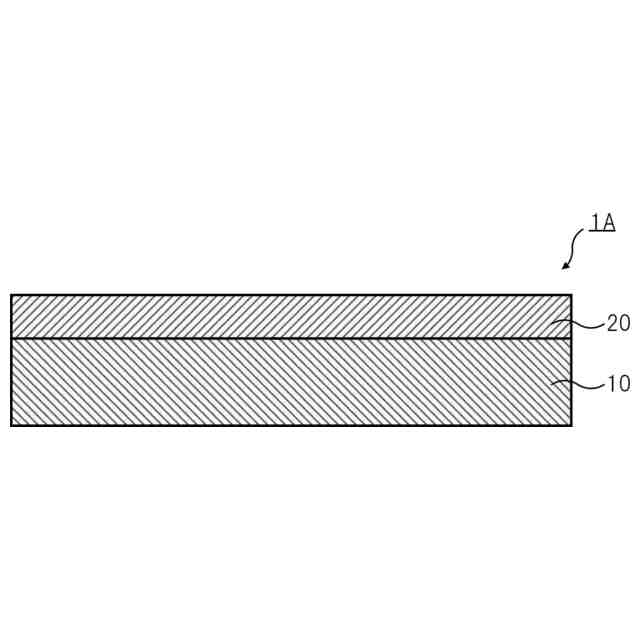
【解決手段】本発明は、支持フィルム10と、支持フィルム上に設けられた硬化性樹脂組成物からなる硬化性樹脂層20とを備える樹脂シート1Aであって、支持フィルム10が、酸変性ポリプロピレン系樹脂及び塩素化ポリオレフィン系樹脂からなる群から選択される少なくとも1種の樹脂を含有するか、又は、樹脂シートが、支持フィルムにおいて硬化性樹脂層側に設けられたプライマー層をさらに備え、かつプライマー層が酸変性ポリプロピレン系樹脂及び塩素化ポリオレフィン系樹脂からなる群から選択される少なくとも1種の樹脂を含有する。
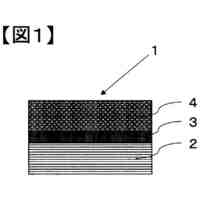
【選択図】図1
特許請求の範囲
【請求項1】
支持フィルムと、前記支持フィルム上に設けられた硬化性樹脂組成物からなる硬化性樹脂層とを備える樹脂シートであって、
前記支持フィルムが、酸変性ポリプロピレン系樹脂及び塩素化ポリオレフィン系樹脂からなる群から選択される少なくとも1種の樹脂を含有するか、又は、
前記樹脂シートが、前記支持フィルムにおいて前記硬化性樹脂層側に設けられたプライマー層をさらに備え、かつ前記プライマー層が酸変性ポリプロピレン系樹脂及び塩素化ポリオレフィン系樹脂からなる群から選択される少なくとも1種の樹脂を含有する、樹脂シート。
続きを表示(約 930 文字)
【請求項2】
前記酸変性ポリプロピレン系樹脂が、プロピレンもしくはプロピレン及びエチレンと、無水マレイン酸、イタコン酸、フマル酸、オレイン酸、アクリル酸及びメタクリル酸からなる群から選択される少なくとも1種の不飽和カルボン酸との共重合体である請求項1に記載の樹脂シート。
【請求項3】
前記塩素化ポリオレフィン系樹脂が、塩素化したポリプロピレン、塩素化したエチレン-プロピレン共重合体、塩素化したプロピレン-ブテン共重合体、及び塩素化したエチレン-プロピレン-ブテン共重合体からなる群から選択される少なくとも1種の樹脂である請求項1に記載の樹脂シート。
【請求項4】
前記樹脂シートの厚みに対する前記支持フィルムの厚みの割合が30%以上である請求項1に記載の樹脂シート。
【請求項5】
前記硬化性樹脂組成物が熱硬化性樹脂組成物である請求項1に記載の樹脂シート。
【請求項6】
請求項1~5のいずれか1項に記載の樹脂シートと、前記樹脂シートと一体化された樹脂成形体とを備える樹脂成形品。
【請求項7】
請求項6に記載の樹脂成形品を有する車両。
【請求項8】
請求項6に記載の樹脂成形品を有する車両部品。
【請求項9】
請求項1~5のいずれか1項に記載の樹脂シートを射出成形型に挿入し、前記射出成形型を型締めして形成されたキャビティ内に流動状態の樹脂を射出して、前記硬化性樹脂層に対して前記支持フィルム側で前記樹脂シートと射出した前記樹脂とを一体化する工程を含む樹脂成形品の製造方法。
【請求項10】
請求項1~5のいずれか1項に記載の樹脂シートを加熱して軟化させた後、真空成形型を用いて前記樹脂シートを真空成形し、前記樹脂シートの成形体を作製する工程、及び
前記成形体を射出成形型に挿入し、前記射出成形型を型締めして形成されたキャビティ内に流動状態の樹脂を射出して、前記硬化性樹脂層に対して前記支持フィルム側で前記成形体と射出した前記樹脂とを一体化する工程を含む樹脂成形品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂シート、樹脂成形品、車両、車両部品、樹脂成形品の製造方法、並びに車両及び車両部品の製造方法に関する。
続きを表示(約 4,200 文字)
【背景技術】
【0002】
従来から、射出成形と同時に加飾する方法として、例えばインサート成形法及びインモールド成形法がある。インサート成形法では、真空成形型により予め三次元形状に成形した加飾シートを射出成形型に挿入し、溶融樹脂を型内に射出して、成形された加飾シートと樹脂とを一体化する。インモールド成形法では、射出成形型内に加飾シートを挿入し、型内で加飾シートを成形し、溶融樹脂を型内に射出して、成形された加飾シートと樹脂とを一体化する。そのような加飾方法に使用する加飾シートとして、例えば特許文献1に記載された加飾シートが従来技術として知られている。特許文献1に記載の加飾シートは、ABS樹脂を含有する支持体シートと、支持体シート上に設けられた表面層とを備える。
【先行技術文献】
【特許文献】
【0003】
特開2018-52089号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の加飾シートでは、射出成形樹脂が難接着樹脂であるポリプロピレン系樹脂である場合、加飾シートと射出成形樹脂との間の接着が不十分になるという問題が生じる場合があった。
【0005】
そこで、本発明は、射出成形と同時にポリプロピレン系樹脂などの難接着樹脂と一体化したとき、ポリプロピレン系樹脂などの難接着樹脂との間の接着性が良好な樹脂シート、その樹脂シートと一体化された樹脂成形体を備える樹脂成形品、その樹脂成形品を有する車両及び車両部品、その樹脂成形品の製造方法、並びにその車両及びその車両部品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者は、鋭意検討の結果、支持フィルムに所定の樹脂を含有させるか、または支持フィルム上に所定の樹脂を含有したプライマー層を形成することにより、上記課題を解決できることを見出し、本発明を完成させた。本発明の要旨は、以下の通りである。
[1]支持フィルムと、前記支持フィルム上に設けられた硬化性樹脂組成物からなる硬化性樹脂層とを備える樹脂シートであって、
前記支持フィルムが、酸変性ポリプロピレン系樹脂及び塩素化ポリオレフィン系樹脂からなる群から選択される少なくとも1種の樹脂を含有するか、又は、
前記樹脂シートが、前記支持フィルムにおいて前記硬化性樹脂層側に設けられたプライマー層をさらに備え、かつ前記プライマー層が酸変性ポリプロピレン系樹脂及び塩素化ポリオレフィン系樹脂からなる群から選択される少なくとも1種の樹脂を含有する、樹脂シート。
[2]前記酸変性ポリプロピレン系樹脂が、プロピレンもしくはプロピレン及びエチレンと、無水マレイン酸、イタコン酸、フマル酸、オレイン酸、アクリル酸及びメタクリル酸からなる群から選択される少なくとも1種の不飽和カルボン酸との共重合体である上記[1]に記載の樹脂シート。
[3]前記塩素化ポリオレフィン系樹脂が、塩素化したポリプロピレン、塩素化したエチレン-プロピレン共重合体、塩素化したプロピレン-ブテン共重合体、及び塩素化したエチレン-プロピレン-ブテン共重合体からなる群から選択される少なくとも1種の樹脂である上記[1]又は[2]に記載の樹脂シート。
[4]前記樹脂シートの厚みに対する前記支持フィルムの厚みの割合が30%以上である上記[1]~[3]のいずれか1つに記載の樹脂シート。
[5]前記硬化性樹脂組成物が熱硬化性樹脂組成物である上記[1]~[4]のいずれか1つに記載の樹脂シート。
[6]上記[1]~[5]のいずれか1つに記載の樹脂シートと、前記樹脂シートと一体化された樹脂成形体とを備える樹脂成形品。
[7]上記[6]に記載の樹脂成形品を有する車両。
[8]上記[6]に記載の樹脂成形品を有する車両部品。
[9]上記[1]~[5]のいずれか1つに記載の樹脂シートを射出成形型に挿入し、前記射出成形型を型締めして形成されたキャビティ内に流動状態の樹脂を射出して、前記硬化性樹脂層に対して前記支持フィルム側で前記樹脂シートと射出した前記樹脂とを一体化する工程を含む樹脂成形品の製造方法。
[10]上記[1]~[5]のいずれか1つに記載の樹脂シートを加熱して軟化させた後、真空成形型を用いて前記樹脂シートを真空成形し、前記樹脂シートの成形体を作製する工程、及び
前記成形体を射出成形型に挿入し、前記射出成形型を型締めして形成されたキャビティ内に流動状態の樹脂を射出して、前記硬化性樹脂層に対して前記支持フィルム側で前記成形体と射出した前記樹脂とを一体化する工程を含む樹脂成形品の製造方法。
[11]前記樹脂シートの前記硬化性樹脂組成物が熱硬化性樹脂組成物であり、
前記真空成形型において前記樹脂シートを熱硬化させ、又は、前記射出成形型において射出した前記樹脂によって前記樹脂シートを熱硬化させ、又はこれらの両方で前記樹脂シートを熱硬化させる上記[10]に記載の樹脂成形品の製造方法。
[12]上記[1]~[5]のいずれか1つに記載の樹脂シートを加熱して軟化させる工程、軟化させた前記樹脂シートを真空吸引して射出成形型の成形面に沿って密着させることにより予備成形する工程、及び
前記射出成形型を型締めして形成されたキャビティ内に流動状態の樹脂を射出して、前記硬化性樹脂層に対して前記支持フィルム側で予備成形した前記樹脂シートと射出した前記樹脂とを一体化する工程を含む樹脂成形品の製造方法。
[13]前記樹脂シートの前記硬化性樹脂組成物が熱硬化性樹脂組成物であり、
前記射出成形型の成形面に沿って密着させているとき前記樹脂シートを熱硬化させ、又は前記射出成形型において射出した前記樹脂によって前記樹脂シートを熱硬化させ、又はこれらの両方で前記樹脂シートを熱硬化させる上記[12]に記載の樹脂成形品の製造方法。
[14]樹脂成形品を有する車両の製造方法であって、
上記[9]~[13]のいずれか1つに記載の樹脂成形品の製造方法により前記樹脂成形品を製造する工程を含む車両の製造方法。
[15]樹脂成形品を有する車両部品の製造方法であって、
上記[9]~[13]のいずれか1つに記載の樹脂成形品の製造方法により前記樹脂成形品を製造する工程を含む車両部品の製造方法。
【発明の効果】
【0007】
本発明によれば、射出成形と同時にポリプロピレン系樹脂などの難接着樹脂と一体化したとき、ポリプロピレン系樹脂などの難接着樹脂との間の接着性が良好な樹脂シート、その樹脂シートと一体化された樹脂成形体を備える樹脂成形品、その樹脂成形品を有する車両及び車両部品、その樹脂成形品の製造方法、並びにその車両及びその車両部品の製造方法を提供することができる。
【図面の簡単な説明】
【0008】
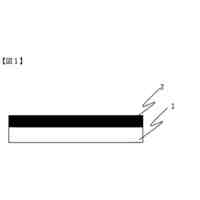
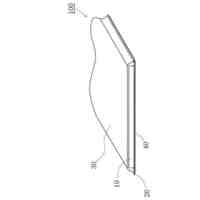
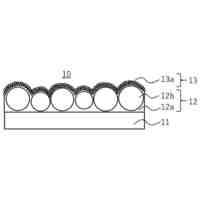
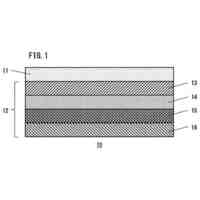
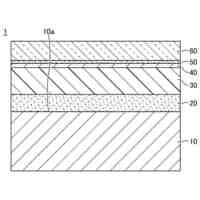
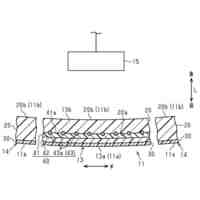
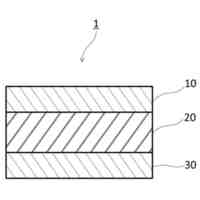
図1は、本発明の第1の実施形態の樹脂シートの模式的な断面図である。
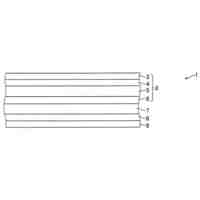
図2は、本発明の第1の実施形態の樹脂シートの変形例の模式的な断面図である。
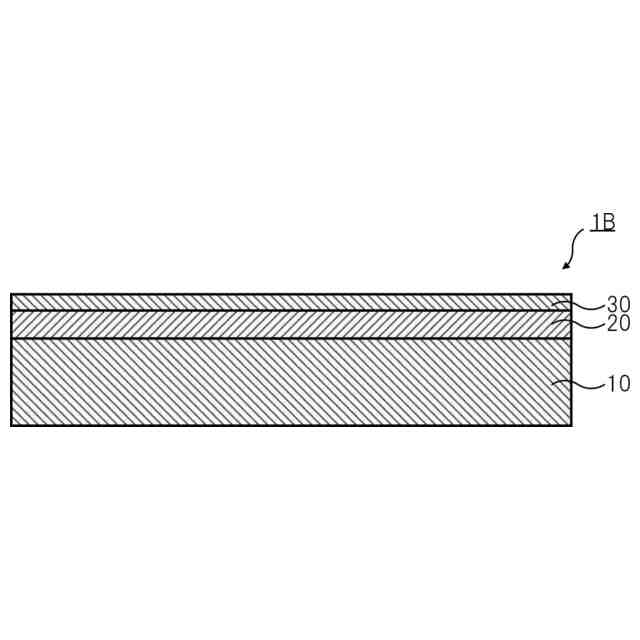
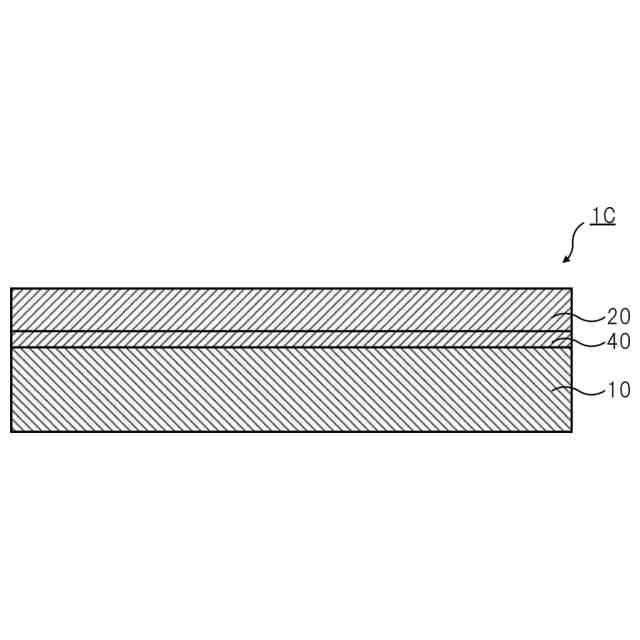
図3は、本発明の第2の実施形態の樹脂シートの模式的な断面図である。
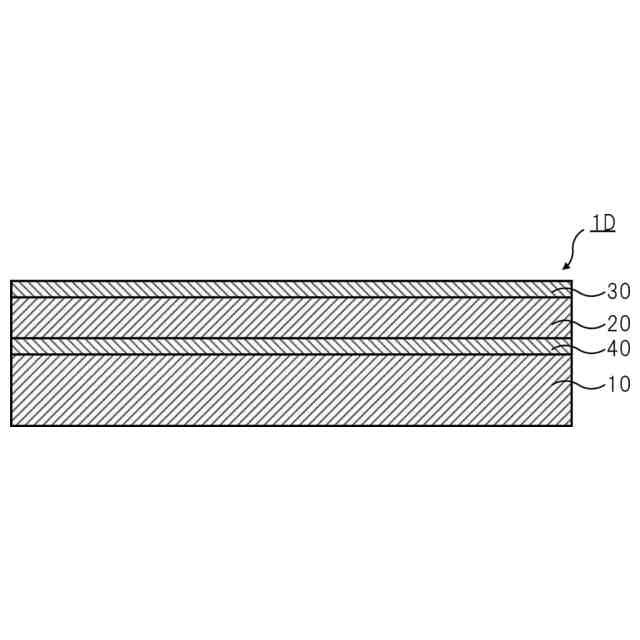
図4は、本発明の第2の実施形態の樹脂シートの変形例の模式的な断面図である。
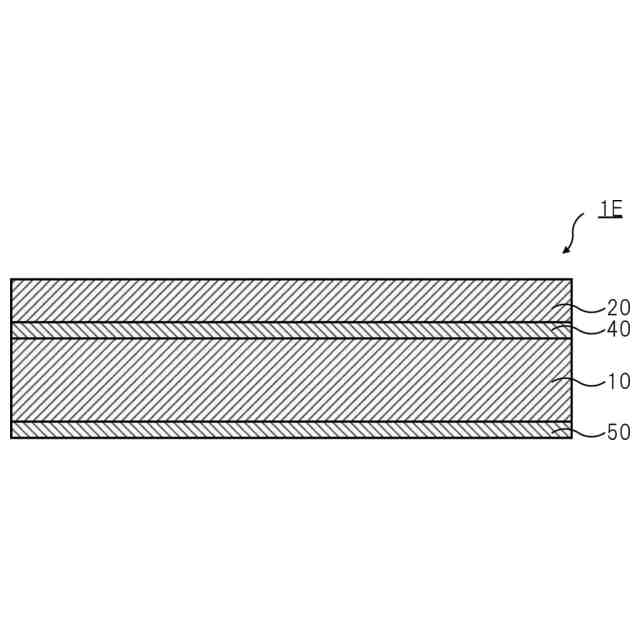
図5は、本発明の第2の実施形態の樹脂シートの変形例の模式的な断面図である。
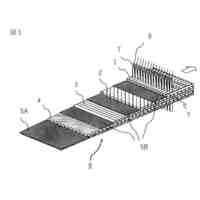
図6は、本発明の第1の樹脂成形品の製造方法の一例の工程Aを説明するための図である。
図7は、本発明の第1の樹脂成形品の製造方法の一例の工程Aを説明するための図である。
図8は、本発明の第1の樹脂成形品の製造方法の一例の工程Aを説明するための図である。
図9は、本発明の第1の樹脂成形品の製造方法の一例の工程Bを説明するための図である。
図10は、本発明の第1の樹脂成形品の製造方法の一例の工程Bを説明するための図である。
図11は、本発明の第1の樹脂成形品の製造方法の一例の工程Bを説明するための図である。
図12は、本発明の第1の樹脂成形品の製造方法の一例の工程Bを説明するための図である。
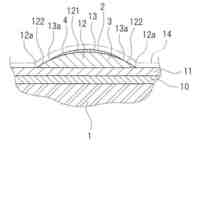
図13は、本発明の樹脂成形品の一例の模式的な断面図である。
図14は、本発明の第2の樹脂成形品の製造方法の一例の工程Aを説明するための図である。
図15は、本発明の第2の樹脂成形品の製造方法の一例の工程Bを説明するための図である。
図16は、射出成形型の成形面に沿って密着させているときの樹脂シートの熱硬化を説明する図である。
図17は、本発明の第3の樹脂成形品の製造方法の一例を説明するための図である。
図18は、本発明の第3の樹脂成形品の製造方法の一例を説明するための図である。
図19は、本発明の第3の樹脂成形品の製造方法の一例を説明するための図である。
図20は、本発明の樹脂成形品の一例の模式的な断面図である。
【発明を実施するための形態】
【0009】
[樹脂シート]
(第1の実施形態)
以下、図を参照して、本発明の第1の実施形態の樹脂シートを説明する。
図1に示すように、本発明の第1の実施形態の樹脂シート1Aは、酸変性ポリプロピレン系樹脂及び塩素化ポリオレフィン系樹脂からなる群から選択される少なくとも1種の樹脂を含有する支持フィルム10と、支持フィルム上に設けられた硬化性樹脂組成物からなる硬化性樹脂層20とを備える。
【0010】
<支持フィルム>
支持フィルム10は、酸変性ポリプロピレン系樹脂及び塩素化ポリオレフィン系樹脂からなる群から選択される少なくとも1種の樹脂を含有する。これにより、射出成形と同時に樹脂シート1Aをポリプロピレン系樹脂などの難接着樹脂と一体化したとき、樹脂シート1Aの難接着樹脂に対する接着性が良好となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
積層体
2か月前
個人
箔転写シート
2か月前
東レ株式会社
強化繊維基材
2か月前
東レ株式会社
積層フィルム
1か月前
個人
鋼材の塗膜構造
4日前
東レ株式会社
積層フィルム
4か月前
東レ株式会社
強化繊維基材
2か月前
積水樹脂株式会社
磁性シート
4か月前
東ソー株式会社
多層フィルム
2か月前
アイカ工業株式会社
光学積層体
3か月前
日本バイリーン株式会社
表皮材
1か月前
artience株式会社
積層体
2か月前
artience株式会社
積層体
1か月前
東洋アルミニウム株式会社
積層体
1か月前
豊田合成株式会社
樹脂製品
1か月前
株式会社ニッカテクノ
転写箔
1か月前
株式会社シマノ
装飾物品及び釣竿
3か月前
マクセル株式会社
複合部品
3か月前
東レ株式会社
積層体およびその製造方法
3か月前
東レ株式会社
フィルム及びその製造方法
4か月前
日東電工株式会社
複層構造体
4か月前
コンバーテクノ合同会社
化粧シート
1か月前
フクビ化学工業株式会社
壁材
2か月前
東レ株式会社
強化繊維基材とその製造方法
2か月前
住友化学株式会社
積層体
2か月前
東洋紡株式会社
耐熱性ポリエステルフィルム
4か月前
豊田合成株式会社
車両用外装品
16日前
住友化学株式会社
積層体
2か月前
住友化学株式会社
積層体
2か月前
大日本印刷株式会社
化粧板
3か月前
東洋紡エムシー株式会社
防護材料および防護衣
1か月前
大日本印刷株式会社
防錆フィルム
1か月前
三菱ケミカル株式会社
積層フィルム
4か月前
矢崎総業株式会社
積層導電布テープ
4か月前
ダイキン工業株式会社
積層体
6日前
大倉工業株式会社
積層体、包装材料および包装袋
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ