TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025105847
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2025074335,2021059787
出願日
2025-04-28,2021-03-31
発明の名称
シート製造方法およびシート製造装置
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
D04H
1/732 20120101AFI20250703BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
【課題】樹脂を用いなくても十分な強度を有するシートを製造することができるシート製造方法を提供する。
【解決手段】解繊物を乾式で堆積させてウェブを形成するウェブ形成工程と、前記ウェブに水分を付与する水分付与工程と、水分が付与された前記ウェブを加圧する加圧工程と、水分が付与された前記ウェブを加熱する加熱工程と、を含み、前記水分付与工程で水分が付与された前記ウェブの含水率は、12質量%以上であり、前記加圧工程において前記ウェブに加える圧力は、0.2MPa以上であり、前記加熱工程における前記ウェブの温度は、100℃以下である、シート製造方法。
【選択図】図2
特許請求の範囲
【請求項1】
セルロースからなる繊維を含む解繊物を乾式で堆積させてウェブを形成するウェブ形成工程と、
前記ウェブに水分を付与する水分付与工程と、
水分が付与された前記ウェブを加圧する加圧工程と、
水分が付与された前記ウェブを加熱する加熱工程と、
を含み、
前記水分付与工程で水分が付与された前記ウェブの含水率は、12質量%以上であり、
前記加圧工程において前記ウェブに加える圧力は、0.2MPa以上であり、
前記加熱工程における前記ウェブの温度は、100℃以下であり、
繊維同士を結着させる結着材として樹脂を用いない、シート製造方法。
続きを表示(約 810 文字)
【請求項2】
請求項1において、
前記水分付与工程で水分が付与された前記ウェブの含水率は、40質量%以下である、シート製造方法。
【請求項3】
請求項1または2において、
前記加圧工程において前記ウェブに加える圧力は、10MPa以下である、シート製造方法。
【請求項4】
請求項1ないし3のいずれか1項において、
前記加熱工程における前記ウェブの温度は、60℃以上である、シート製造方法。
【請求項5】
請求項1ないし4のいずれか1項において、
前記加圧工程と前記加熱工程とは、同時に行われる、シート製造方法。
【請求項6】
請求項1ないし5のいずれか1項において、
前記加圧工程および前記加熱工程の前に、前記解繊物および前記ウェブの少なくとも一方に結着材を添加する結着材添加工程を含み、
前記結着材は、澱粉である、シート製造方法。
【請求項7】
請求項1ないし6のいずれか1項において、
前記水分付与工程では、水蒸気またはミストを前記ウェブに付与する、シート製造方法。
【請求項8】
セルロースからなる繊維を含む解繊物を乾式で堆積させてウェブを形成するウェブ形成部と、
前記ウェブに水分を付与する水分付与部と、
水分が付与された前記ウェブを加圧する加圧部と、
水分が付与された前記ウェブを加熱する加熱部と、
を含み、
前記水分付与部で水分が付与された前記ウェブの含水率は、12質量%以上であり、
前記加圧部において前記ウェブに加える圧力は、0.2MPa以上であり、
前記加熱部における前記ウェブの温度は、100℃以下であり、
繊維同士を結着させる結着材として樹脂を用いない、シート製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シート製造方法およびシート製造装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
小型化、省エネルギーのために、乾式によるシート製造方法が提案されている。
【0003】
例えば特許文献1には、被解繊物を大気中で解繊する解繊工程と、解繊された解繊物に樹脂を含む添加物を大気中で混合する混合工程と、解繊物と添加物とを混合した混合物を調湿する調湿工程と、調湿した混合物を加熱する加熱工程と、を含む、シート製造方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2015-137437号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1では、十分な強度を有するシートを製造するために結着材として樹脂が必要であった。近年、樹脂を用いなくても十分な強度を有するシートの製造方法が求められている。
【課題を解決するための手段】
【0006】
本発明に係るシート製造方法の一態様は、
解繊物を乾式で堆積させてウェブを形成するウェブ形成工程と、
前記ウェブに水分を付与する水分付与工程と、
水分が付与された前記ウェブを加圧する加圧工程と、
水分が付与された前記ウェブを加熱する加熱工程と、
を含み、
前記水分付与工程で水分が付与された前記ウェブの含水率は、12質量%以上であり、
前記加圧工程において前記ウェブに加える圧力は、0.2MPa以上であり、
前記加熱工程における前記ウェブの温度は、100℃以下である。
【0007】
本発明に係るシート製造装置の一態様は、
解繊物を乾式で堆積させてウェブを形成するウェブ形成部と、
前記ウェブに水分を付与する水分付与部と、
水分が付与された前記ウェブを加圧する加圧部と、
水分が付与された前記ウェブを加熱する加熱部と、
を含み、
前記水分付与部で水分が付与された前記ウェブの含水率は、12質量%以上であり、
前記加圧部において前記ウェブに加える圧力は、0.2MPa以上であり、
前記加熱部における前記ウェブの温度は、100℃以下である。
【図面の簡単な説明】
【0008】
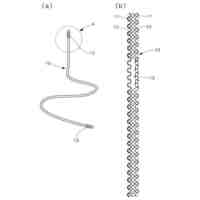
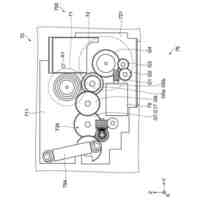
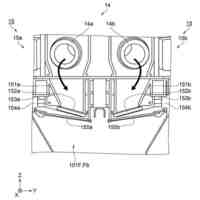
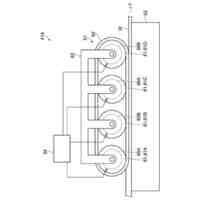
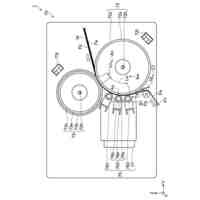
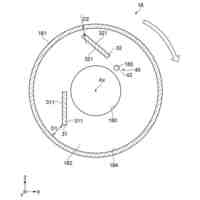
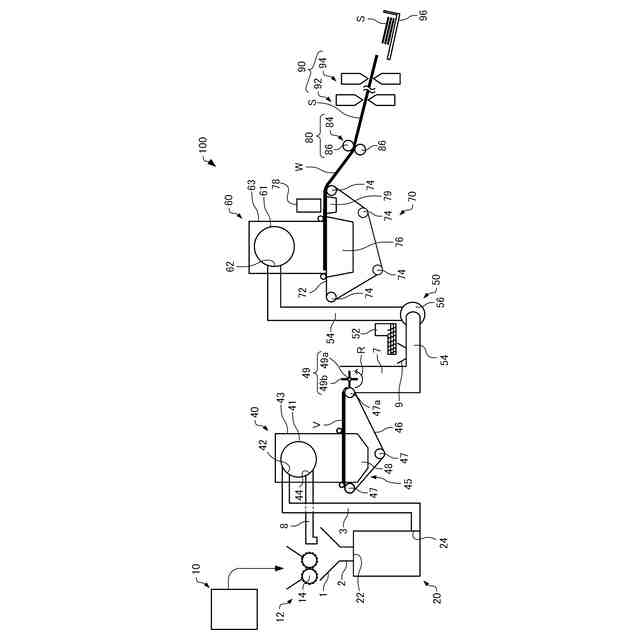
本実施形態に係るシート製造装置を模式的に示す図。
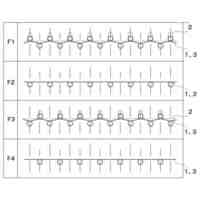
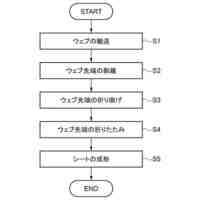
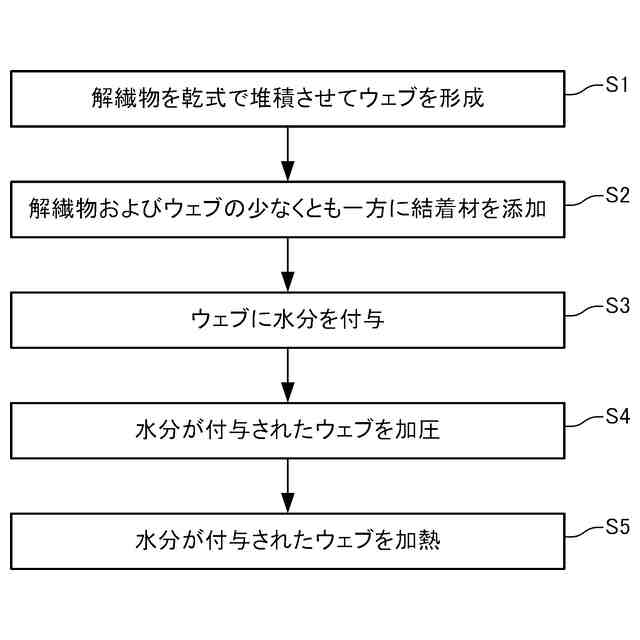
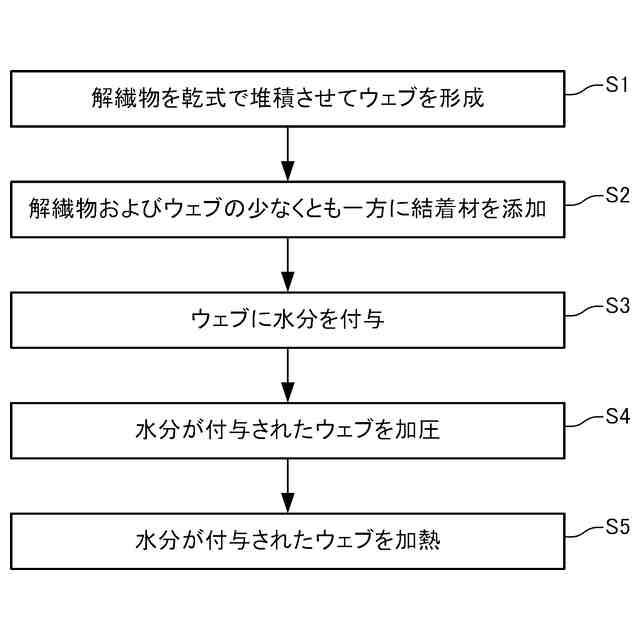
本実施形態に係るシート製造方法を説明するためのフローチャート。
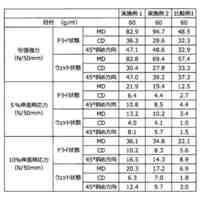
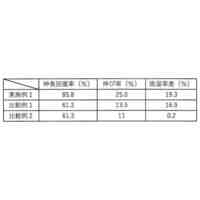
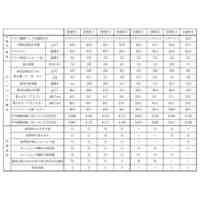
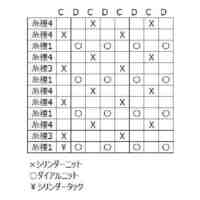
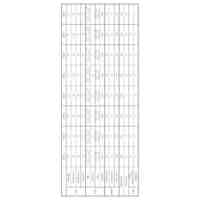
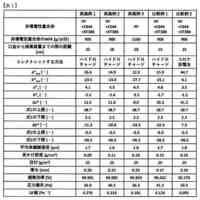
作製条件および評価結果を示す表。
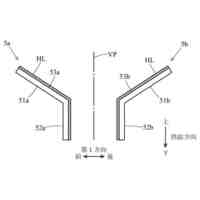
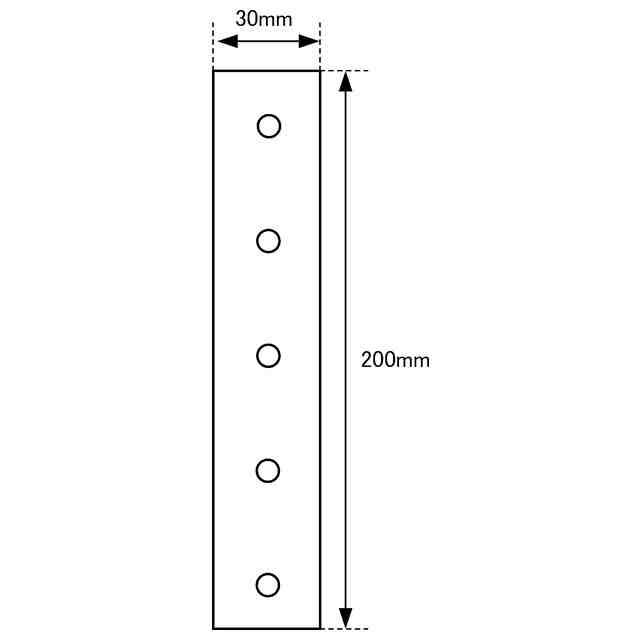
シートの密度の算出方法を説明するための図。
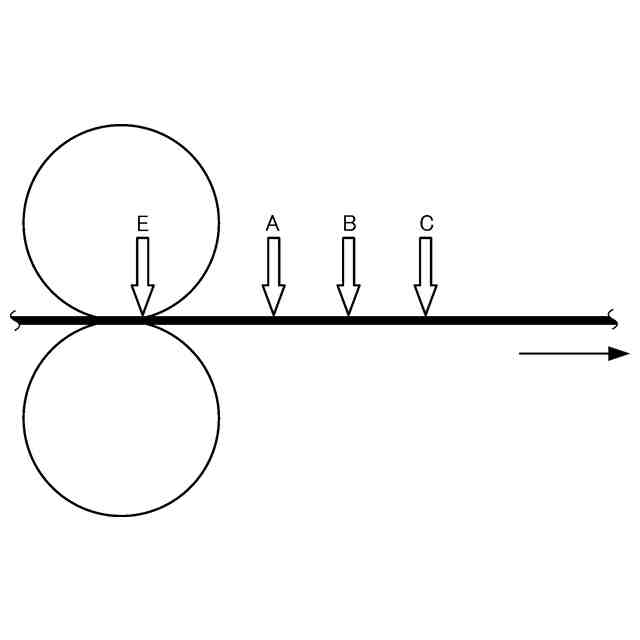
シート温度の算出方法を説明するための図。
【発明を実施するための形態】
【0009】
以下、本発明の好適な実施形態について、図面を用いて詳細に説明する。なお、以下に説明する実施形態は、特許請求の範囲に記載された本発明の内容を不当に限定するものではない。また、以下で説明される構成の全てが本発明の必須構成要件であるとは限らない。
【0010】
本実施形態に係るシート製造方法は、解繊物を乾式で堆積させてウェブを形成するウェブ形成工程と、ウェブに水分を付与する水分付与工程と、水分が付与されたウェブを加圧する加圧工程と、水分が付与されたウェブを加熱する加熱工程と、を含む。以下、まず本実施形態のシート製造方法を実施することができるシート製造装置の一例を説明し、その後シート製造方法について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
編地
2か月前
東レ株式会社
織編物
4か月前
個人
マフラーの製造方法
4か月前
株式会社島精機製作所
横編機
5か月前
日本エステル株式会社
クッション体
12日前
東レ株式会社
編物、繊維製品および詰め物
3か月前
株式会社ワコール
充填材
3か月前
ユニチカ株式会社
化粧料含浸用基布の製造方法
27日前
東レ株式会社
不織布およびエアフィルター濾材
3か月前
モリト株式会社
紐体を用いた連結体
1か月前
株式会社島精機製作所
筒状編地の編成方法
4か月前
株式会社秋江
布製品
4か月前
セーレン株式会社
緯編地
2か月前
ティー・ディー・イー株式会社
クリーナー
5か月前
日本エクスラン工業株式会社
アクリレート系繊維不織布
4か月前
株式会社島精機製作所
編地の編成方法、および編地
6日前
株式会社島精機製作所
編地の編成方法、および編地
1か月前
日本製紙クレシア株式会社
ローション不織布
26日前
セイコーエプソン株式会社
シート製造装置
5か月前
セイコーエプソン株式会社
シート製造装置
4か月前
セイコーエプソン株式会社
シート成形装置
3か月前
セイコーエプソン株式会社
シート製造装置
3か月前
セイコーエプソン株式会社
シート製造装置
3か月前
帝人フロンティア株式会社
しみ防止布帛および繊維製品
3か月前
株式会社ヴィオレッタ
メッシュ経編地及び繊維製品
2か月前
ユニチカ株式会社
シート
2か月前
株式会社エアウィーヴ
フィラメント3次元結合体の製造装置
5か月前
日本製紙クレシア株式会社
複合型不織布
9日前
東レ株式会社
エレクトレットメルトブロー不織布およびその製造方法
7日前
東洋紡エムシー株式会社
スパンボンド不織布、及びこれを備えたフィルタ
5か月前
セイコーエプソン株式会社
シート製造装置の制御方法
5か月前
ユニチカトレーディング株式会社
油吸着材用不織布及び油吸着材用積層体
5か月前
帝人フロンティア株式会社
中綿および中綿評価方法および詰め物製品
1か月前
三井化学株式会社
不織布及びその製造方法
4か月前
セイコーエプソン株式会社
二酸化炭素排出量の管理方法
3か月前
セイコーエプソン株式会社
繊維体堆積装置及びシート製造装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ