TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025103220
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023220438
出願日
2023-12-27
発明の名称
ワークピースの化学機械研磨システムおよび化学機械研磨方法
出願人
株式会社荏原製作所
,
学校法人 中央大学
,
国立大学法人金沢大学
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
37/005 20120101AFI20250702BHJP(研削;研磨)
要約
【課題】ウェーハなどのワークピースの推定研磨レートを、物理モデルを使用して算定しながら、ワークピースを研磨する化学機械研磨システムを提供する。
【解決手段】化学機械研磨システムは、第1ワークピースの研磨中または研磨後に、第1ワークピースの実測研磨レートと、研磨装置1に発生するトルクの測定値とを含む実測研磨物理量を取得し、実測研磨物理量を同定のための変数として用いて、シミュレーションモデルのモデルパラメータを同定し、第2ワークピースのための研磨条件をシミュレーションモデルに入力することで、第2ワークピースの推定研磨レートを算定するように構成されている。
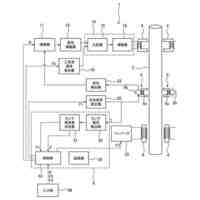
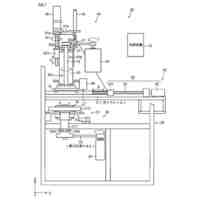
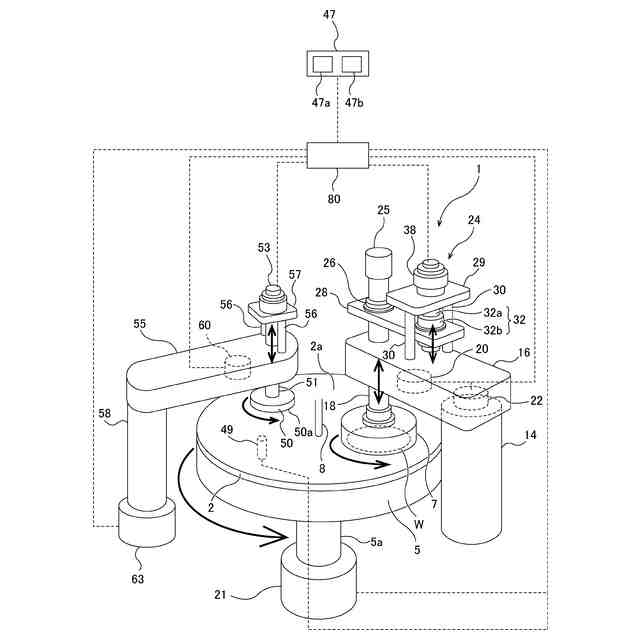
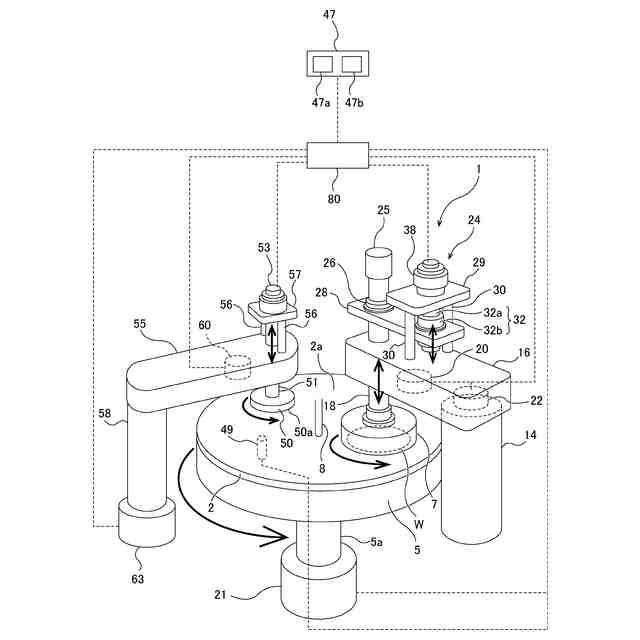
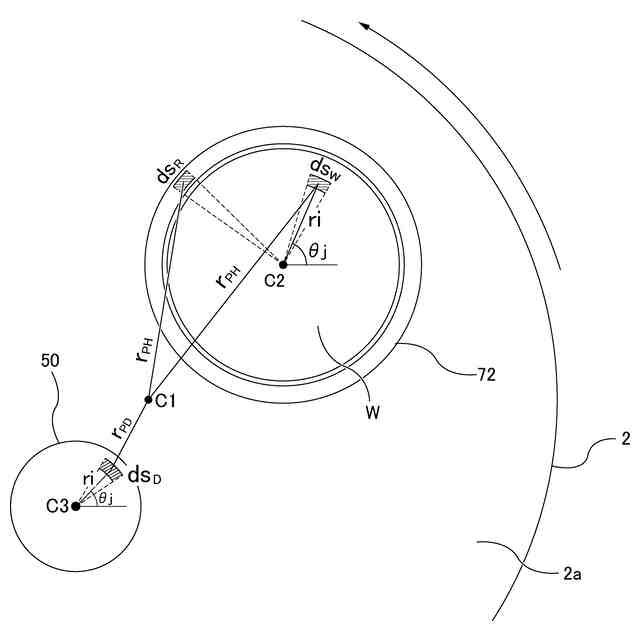
【選択図】図1
特許請求の範囲
【請求項1】
研磨面を有する研磨パッドを支持するための研磨テーブル、ワークピースを前記研磨面に対して押し付ける研磨ヘッド、および前記研磨面にスラリーを供給するスラリー供給ノズルを備えた研磨装置と、
前記ワークピースの推定研磨レートと、前記研磨パッドの摺動抵抗に起因して前記研磨装置に生じるトルクの推定値としての推定トルクを含む推定研磨物理量を出力するシミュレーションモデルが格納された記憶装置を有する演算システムを備え、
前記シミュレーションモデルは、前記推定研磨レートを算定する研磨レートモデルと、前記推定トルクを算定する研磨トルクモデルを含み、
前記記憶装置には、前記シミュレーションモデルのモデルパラメータを決定するための同定プログラムが格納されており、
前記演算システムは、
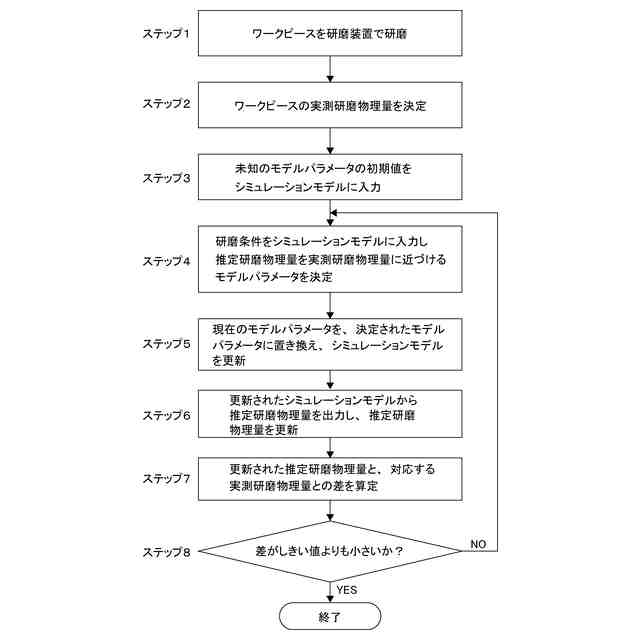
第1ワークピースの研磨中または研磨後に、前記第1ワークピースの実測研磨レートと、前記トルクの測定値とを含む実測研磨物理量を取得し、
前記実測研磨物理量を同定のための変数として用いて、前記シミュレーションモデルのモデルパラメータを同定し、
第2ワークピースのための研磨条件を前記シミュレーションモデルに入力することで、前記第2ワークピースの推定研磨レートを算定するように構成されている、化学機械研磨システム。
続きを表示(約 3,200 文字)
【請求項2】
前記演算システムは、
前記モデルパラメータが同定された後に、予め定められた基準モデルパラメータから前記モデルパラメータを減算することで、前記基準モデルパラメータと前記モデルパラメータとの差を算定し、
前記差を補正されたモデルパラメータとして前記シミュレーションモデルに代入することで、前記シミュレーションモデルを更新するように構成されている、請求項1に記載の化学機械研磨システム。
【請求項3】
前記演算システムは、
前記第1ワークピースの研磨前に実行された、先のワークピースの研磨から得られた推定研磨物理量と、前記先のワークピースの研磨から得られた実測研磨物理量との差に基づいて補正量を算定し、
前記先のワークピースの研磨から得られたモデルパラメータに前記補正量を加算することで、前記第1ワークピースについての前記モデルパラメータを決定するように構成されている、請求項1に記載の化学機械研磨システム。
【請求項4】
研磨面を有する研磨パッドを支持するための研磨テーブルと、ワークピースを前記研磨面に対して押し付ける研磨ヘッドと、前記研磨面にスラリーを供給するスラリー供給ノズルを備えた研磨装置を用いて前記ワークピースを研磨する化学機械研磨方法であって、
前記研磨装置により第1ワークピースを研磨し、
前記第1ワークピースの研磨中または研磨後に、前記第1ワークピースの実測研磨レートと、前記研磨パッドの摺動抵抗に起因して前記研磨装置に生じるトルクの測定値とを含む実測研磨物理量を取得し、
ワークピースの推定研磨レートを算定する研磨レートモデルと、前記トルクの推定値としての推定トルクを算定する研磨トルクモデルを含むシミュレーションモデルのモデルパラメータを決定するための同定プログラムを備えた演算システムにより、前記実測研磨物理量を同定のための変数として用いて前記モデルパラメータを同定し、
第2ワークピースのための研磨条件を前記シミュレーションモデルに入力することで、前記第2ワークピースの推定研磨レートを算定することを含む、化学機械研磨方法。
【請求項5】
前記モデルパラメータが同定された後に、予め定められた基準モデルパラメータから前記モデルパラメータを減算することで、前記基準モデルパラメータと前記モデルパラメータとの差を算定し、
前記差を補正されたモデルパラメータとして前記シミュレーションモデルに代入することで、前記シミュレーションモデルを更新することを更に含む、請求項4に記載の化学機械研磨方法。
【請求項6】
前記シミュレーションモデルのモデルパラメータを決定することは、
前記第1ワークピースの研磨前に実行された、先のワークピースの研磨から得られた推定研磨物理量と、前記先のワークピースの研磨から得られた実測研磨物理量との差に基づいて補正量を算定し、
前記先のワークピースの研磨から得られたモデルパラメータに前記補正量を加算することで、前記第1ワークピースについての前記モデルパラメータを決定することである、請求項4に記載の化学機械研磨方法。
【請求項7】
研磨面を有する研磨パッドを支持するための研磨テーブル、ワークピースを前記研磨面に対して押し付ける研磨ヘッド、および前記研磨面にスラリーを供給するスラリー供給ノズルを備えた研磨装置と、
前記ワークピースの推定研磨レートと、前記研磨パッドの摺動抵抗に起因して前記研磨装置に生じるトルクの推定値としての推定トルクを含む推定研磨物理量を出力するシミュレーションモデルが格納された記憶装置を有する演算システムを備え、
前記シミュレーションモデルは、前記推定研磨レートを算定する研磨レートモデルと、前記推定トルクを算定する研磨トルクモデルを含み、
前記記憶装置には、前記シミュレーションモデルのモデルパラメータを決定するための同定プログラムが格納されており、
前記演算システムは、
前記ワークピースの研磨前に実行された、先のワークピースの研磨で得られた実測研磨レートと実測トルクを同定のための変数として用いて、前記シミュレーションモデルのモデルパラメータを同定し、
前記ワークピースの研磨時間内に複数の推定区間を設定し、
前記ワークピースの研磨中に、前記複数の推定区間のうちの1つの推定区間内において前記トルクの測定値を含む実測研磨物理量を取得し、
前記実測研磨物理量を同定のための変数として用いて、前記シミュレーションモデルのモデルパラメータの一部を同定して前記モデルパラメータを更新し、
前記更新されたモデルパラメータを用いて前記シミュレーションモデルを更新し、
研磨条件を前記更新されたシミュレーションモデルに入力することで、前記1つの推定区間内における前記ワークピースの推定研磨レートを算定するように構成されている、化学機械研磨システム。
【請求項8】
前記演算システムは、前記1つの推定区間よりも前の推定区間で前記研磨トルクモデルを用いて算定された推定トルクと、前記1つの推定区間内で得られた前記トルクの測定値に、カルマンフィルタを適用することで、事後推定トルクを算定し、
前記事後推定トルクを含む前記実測研磨物理量を同定のための変数として用いて、前記シミュレーションモデルのモデルパラメータの一部を同定して前記モデルパラメータを更新するように構成されている、請求項7に記載の化学機械研磨システム。
【請求項9】
研磨面を有する研磨パッドを支持するための研磨テーブルと、ワークピースを前記研磨面に対して押し付ける研磨ヘッドと、前記研磨面にスラリーを供給するスラリー供給ノズルを備えた研磨装置を用いて前記ワークピースを研磨する化学機械研磨方法であって、
前記ワークピースの研磨前に実行された、先のワークピースの研磨で得られた実測研磨レートと実測トルクを同定のための変数として用いて、シミュレーションモデルのモデルパラメータを同定し、前記シミュレーションモデルは、前記ワークピースの推定研磨レートを算定する研磨レートモデルと、前記研磨パッドの摺動抵抗に起因して前記研磨装置に生じるトルクの推定値としての推定トルクを算定する研磨トルクモデルを含み、
前記ワークピースの研磨時間内に複数の推定区間を設定し、
前記ワークピースの研磨中に、前記複数の推定区間のうちの1つの推定区間内において前記トルクの測定値を含む実測研磨物理量を取得し、
前記実測研磨物理量を同定のための変数として用いて、前記シミュレーションモデルのモデルパラメータの一部を同定して前記モデルパラメータを更新し、
前記更新されたモデルパラメータを用いて前記シミュレーションモデルを更新し、
研磨条件を前記更新されたシミュレーションモデルに入力することで、前記1つの推定区間内における前記ワークピースの推定研磨レートを算定する、化学機械研磨方法。
【請求項10】
前記1つの推定区間よりも前の推定区間で前記研磨トルクモデルを用いて算定された推定トルクと、前記1つの推定区間内で得られた前記トルクの測定値に、カルマンフィルタを適用することで、事後推定トルクを算定することをさらに含み、
前記シミュレーションモデルを更新することは、前記事後推定トルクを含む前記実測研磨物理量を同定のための変数として用いて、前記シミュレーションモデルのモデルパラメータの一部を同定して前記モデルパラメータを更新することである、請求項9に記載の化学機械研磨方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハ、基板、パネルなどのワークピースの表面を研磨する化学機械研磨に関し、特に化学機械研磨の実測データに基づいて構築されたシミュレーションモデルを用いてワークピースの研磨レートを推定しながら、ワークピースを研磨する技術に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
半導体デバイスの製造では、ウェーハ上に様々な種類の膜が形成される。成膜工程の後には、膜の不要な部分や表面凹凸を除去するために、ウェーハが研磨される。化学機械研磨(CMP)は、ウェーハ研磨の代表的な技術である。CMPは、研磨面上にスラリーを供給しながら、ウェーハを研磨面に摺接させることにより行われる。ウェーハの表面を形成する膜は、スラリーの化学的作用と、スラリーに含まれる砥粒の機械的作用との複合により研磨される。
【0003】
ウェーハの膜厚推定や、ウェーハ研磨の終点検出を目的として、ウェーハ研磨のシミュレーション技術が開発されている。研磨シミュレーションの代表的な技術として、ディープラーニングなどの機械学習がある。例えば、ニューラルネットワークからなるモデルを機械学習により作成し、ウェーハの研磨条件をモデルに入力することで、モデルから研磨結果の推定値を出力させる。このような機械学習による研磨予測は、実研磨に近い予測結果を得ることができる技術として期待されている。
【先行技術文献】
【特許文献】
【0004】
特開2012-74574号公報
特開2021-146493号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、機械学習によりモデルを作成する作業には、大量の訓練データ(いわゆるビックデータ)が必要とされる。特に、より正確な研磨結果を出力させることができるモデルを作成するためには、より大量のデータが必要になり、結果としてモデルの作成に長い時間がかかる。さらに、モデル自体が複雑な構成を有しているので、モデルが研磨結果を出力するのに比較的長い時間がかかる。
【0006】
また、ニューラルネットワークからなるモデルは、いわゆるブラックボックスであり、どのような構造を有しているか(どのような重みパラメータを有しているか)が不明である。このため、実際の研磨結果と、モデルから出力された研磨結果が異なる場合、モデルの修正すべき箇所を特定することが不可能である。モデルを修正するためには、追加の訓練データが必要とされ、モデル修正に長い時間が必要となる。
【0007】
本発明は、ウェーハなどのワークピースの推定研磨レートを、物理モデルを使用して算定しながら、ワークピースを研磨する化学機械研磨システムおよび化学機械研磨方法を提供する。
【課題を解決するための手段】
【0008】
一態様では、研磨面を有する研磨パッドを支持するための研磨テーブル、ワークピースを前記研磨面に対して押し付ける研磨ヘッド、および前記研磨面にスラリーを供給するスラリー供給ノズルを備えた研磨装置と、前記ワークピースの推定研磨レートと、前記研磨パッドの摺動抵抗に起因して前記研磨装置に生じるトルクの推定値としての推定トルクを含む推定研磨物理量を出力するシミュレーションモデルが格納された記憶装置を有する演算システムを備え、前記シミュレーションモデルは、前記推定研磨レートを算定する研磨レートモデルと、前記推定トルクを算定する研磨トルクモデルを含み、前記記憶装置には、前記シミュレーションモデルのモデルパラメータを決定するための同定プログラムが格納されており、前記演算システムは、第1ワークピースの研磨中または研磨後に、前記第1ワークピースの実測研磨レートと、前記トルクの測定値とを含む実測研磨物理量を取得し、前記実測研磨物理量を同定のための変数として用いて、前記シミュレーションモデルのモデルパラメータを同定し、第2ワークピースのための研磨条件を前記シミュレーションモデルに入力することで、前記第2ワークピースの推定研磨レートを算定するように構成されている、化学機械研磨システムが提供される。
【0009】
一態様では、前記演算システムは、前記モデルパラメータが同定された後に、予め定められた基準モデルパラメータから前記モデルパラメータを減算することで、前記基準モデルパラメータと前記モデルパラメータとの差を算定し、前記差を補正されたモデルパラメータとして前記シミュレーションモデルに代入することで、前記シミュレーションモデルを更新するように構成されている。
一態様では、前記演算システムは、前記第1ワークピースの研磨前に実行された、先のワークピースの研磨から得られた推定研磨物理量と、前記先のワークピースの研磨から得られた実測研磨物理量との差に基づいて補正量を算定し、前記先のワークピースの研磨から得られたモデルパラメータに前記補正量を加算することで、前記第1ワークピースについての前記モデルパラメータを決定するように構成されている。
【0010】
一態様では、研磨面を有する研磨パッドを支持するための研磨テーブルと、ワークピースを前記研磨面に対して押し付ける研磨ヘッドと、前記研磨面にスラリーを供給するスラリー供給ノズルを備えた研磨装置を用いて前記ワークピースを研磨する化学機械研磨方法であって、前記研磨装置により第1ワークピースを研磨し、前記第1ワークピースの研磨中または研磨後に、前記第1ワークピースの実測研磨レートと、前記研磨パッドの摺動抵抗に起因して前記研磨装置に生じるトルクの測定値とを含む実測研磨物理量を取得し、ワークピースの推定研磨レートを算定する研磨レートモデルと、前記トルクの推定値としての推定トルクを算定する研磨トルクモデルを含むシミュレーションモデルのモデルパラメータを決定するための同定プログラムを備えた演算システムにより、前記実測研磨物理量を同定のための変数として用いて前記モデルパラメータを同定し、第2ワークピースのための研磨条件を前記シミュレーションモデルに入力することで、前記第2ワークピースの推定研磨レートを算定することを含む、化学機械研磨方法が提供される。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社荏原製作所
ポンプ装置
2日前
株式会社荏原製作所
蒸気発電プラント
9日前
株式会社荏原製作所
周波数制御システム
2日前
株式会社荏原製作所
研磨方法および研磨装置
4日前
株式会社荏原製作所
基板接合方法および基板接合システム
2日前
株式会社荏原製作所
ドレッサ洗浄装置および基板研磨装置
3日前
オリオン機械株式会社
ヒータおよびこれを有する液体温調装置
5日前
株式会社荏原製作所
情報処理装置、基板研磨装置、推論装置、機械学習装置、情報処理方法、推論方法、及び、機械学習方法
9日前
住友化学株式会社
メタノールの製造方法
2日前
個人
包丁研ぎ器具
2か月前
株式会社松風
研磨用ゴム砥石
9日前
個人
研磨体
4か月前
株式会社東京精密
研削装置
5日前
株式会社クボタ
管研削装置
3か月前
株式会社村田製作所
切削装置
4か月前
株式会社ディスコ
被加工物の加工方法
1か月前
不二空機株式会社
可搬型動力工具
4か月前
株式会社東京精密
加工装置
11日前
株式会社ニッチュー
ブラスト装置
3か月前
ノリタケ株式会社
超砥粒ホイール
9日前
株式会社東京精密
加工方法
11日前
株式会社東京精密
加工装置
9日前
トヨタ自動車株式会社
回転砥石の製造方法
2か月前
ノリタケ株式会社
研磨パッド
9日前
秀和工業株式会社
処理装置および処理方法
1か月前
オークマ株式会社
円筒研削盤
3か月前
株式会社ディスコ
砥石
4か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
2か月前
富士紡ホールディングス株式会社
研磨パッド
5日前
富士紡ホールディングス株式会社
研磨パッド
5日前
富士紡ホールディングス株式会社
研磨パッド
5日前
富士紡ホールディングス株式会社
研磨パッド
5日前
株式会社東京精密
研削装置
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
株式会社ディスコ
加工方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ