TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025101538
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023218452
出願日
2023-12-25
発明の名称
基板処理装置、アトマイザ組立体
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
55/06 20060101AFI20250630BHJP(研削;研磨)
要約
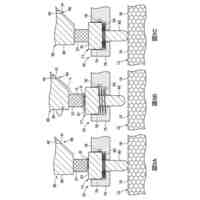
【課題】レイアウトがミラーリングされた研磨装置のアトマイザヘッドで組み付け間違いが起こらない構造を提供する。
【解決手段】基板処理装置は、トップリングの揺動中心から研磨テーブルの回転中心の方向を見たときにアトマイザ組立体が左側に配置される第1研磨装置と右側に配置される第2研磨装置とを備える。第1研磨装置のアトマイザ組立体は、凹部を有する第1アトマイザヘッドと、凹部に挿入可能な凸部を有し、第1アトマイザヘッドが取り付けられる第1サポートとを有する。第2研磨装置のアトマイザ組立体は、凹部を有する第2アトマイザヘッドと、凹部に挿入可能な凸部を有し、第2アトマイザヘッドが取り付けられる第2サポートとを有する。第1サポートの凸部は、組み付け時に、第2アトマイザヘッドの凹部には挿入できない位置に設けられ、第2サポートの凸部は、組み付け時に、第1アトマイザヘッドの凹部には挿入できない位置に設けられる。
【選択図】図10
特許請求の範囲
【請求項1】
トップリングの揺動中心から研磨テーブルの回転中心の方向を見たときにアトマイザ組立体が左側に配置される第1研磨装置と右側に配置される第2研磨装置とを備え、
前記第1研磨装置の前記アトマイザ組立体は、前記研磨面をアトマイズする第1アトマイザヘッドであって、凹部を有する第1アトマイザヘッドと、前記凹部に挿入可能な凸部を有し、前記第1アトマイザヘッドが取り付けられる第1サポートとを有し、
前記第2研磨装置の前記アトマイザ組立体は、前記研磨面をアトマイズする第2アトマイザヘッドであって、凹部を有する第2アトマイザヘッドと、前記凹部に挿入可能な凸部を有し、前記第2アトマイザヘッドが取り付けられる第2サポートとを有し、
前記第1サポートの前記凸部は、組み付け時に、前記第2アトマイザヘッドの前記凹部には挿入できない位置に設けられており、
前記第2サポートの前記凸部は、組み付け時に、前記第1アトマイザヘッドの前記凹部には挿入できない位置に設けられている、
ことを特徴とする基板処理装置。
続きを表示(約 720 文字)
【請求項2】
トップリングの揺動中心から研磨テーブルの回転中心の方向を見たときにアトマイザ組立体が左側に配置される第1研磨装置と右側に配置される第2研磨装置とを備え、
前記第1研磨ユニットの前記アトマイザ組立体は、前記研磨面をアトマイズする第1アトマイザヘッドであって、凸部を有する第1アトマイザヘッドと、前記凸部が挿入可能な凹部を有し、前記第1アトマイザヘッドが取り付けられる第1サポートとを有し、
前記第2研磨装置の前記アトマイザ組立体は、前記研磨面をアトマイズする第2アトマイザヘッドであって、凸部を有する第2アトマイザヘッドと、前記凸部が挿入可能な凹部を有し、前記第2アトマイザヘッドが取り付けられる第2サポートとを有し、
前記第1アトマイザヘッドの前記凸部は、組み付け時に、前記第2サポートの前記凹部には挿入できない位置に設けられており、
前記第2アトマイザヘッドの前記凸部は、組み付け時に、前記第1サポートの前記凹部には挿入できない位置に設けられている、
ことを特徴とする基板処理装置。
【請求項3】
前記凹部は、穴であり、前記凸部は、突起である、
ことを特徴とする請求項1または2に記載の基板処理装置。
【請求項4】
前記凹部は、溝であり、前記凸部は、突条である、
ことを特徴とする請求項1または2に記載の基板処理装置。
【請求項5】
請求項1または2に記載の基板処理装置の前記第1アトマイザヘッドと前記第1サポートとをセットで備える、または、前記第2アトマイザヘッドと前記第2サポートをセットで備える、アトマイザ組立体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、基板を平坦に研磨するために用いられる基板処理装置およびアトマイザ組立体に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
近年、半導体デバイスの高集積化が進むにつれて回路の配線が微細化し、配線間距離もより狭くなりつつある。半導体デバイスの製造では、シリコンウェハの上に多くの種類の材料が膜状に繰り返し形成され、積層構造が形成される。この積層構造を形成するためには、ウェハの表面を平坦にする技術が重要となっている。このようなウェハの表面を平坦化する一手段として、化学機械研磨(CMP)を行う研磨装置(化学的機械的研磨装置ともいう)が広く用いられている。
【0003】
この化学機械研磨(CMP)装置は、一般に、研磨パッドが取り付けられた研磨テーブルと、ウェハを保持するトップリングと、研磨液を研磨パッド上に供給するノズルとを備えている。ノズルから研磨液を研磨パッド上に供給しながら、トップリングによりウェハを研磨パッドに押し付け、さらにトップリングと研磨テーブルとを相対移動させることにより、ウェハを研磨してその表面を平坦にする。
【0004】
基板処理装置は、このようなCMP装置に加え、研磨後のウェハを洗浄し、さらに乾燥させる機能を有する装置である。このような基板処理装置においては、基板処理のスループットを向上することが求められている。基板処理装置は、研磨や洗浄などを行う様々な処理部を有しているため、各処理部での処理の遅延は、基板処理装置全体のスループットを低下させてしまう。例えば、特許文献1に記載の従来の基板処理装置では、研磨部が複数の研磨ユニットを有している場合であっても、洗浄部には一つの洗浄ラインのみが設けられていたため、複数の研磨されたウェハを同時に洗浄し、乾燥させることができなかった。
【0005】
また、従来の基板処理装置では、研磨部が第1研磨ユニットと第2研磨ユニットを有している場合、第1研磨ユニットにてウェハを研磨する際には、ロード/アンロード部から第1研磨ユニットへと直接ウェハが搬入されるが、第2研磨ユニットにて基板を研磨する際には、ロード/アンロード部から第1研磨ユニットを介して第2研磨ユニットへとウェハが搬入されていた。そのため、第1研磨ユニットおよび第2研磨ユニットの同一の搬入経路部分にて混雑が生じて、スループットを低下させていた。
【0006】
また、従来の基板処理装置では、ロード/アンロード部に配置された搬送ロボットが、研磨前のウェハをロード/アンロード部から研磨部へと直接搬入するとともに、洗浄後のウェハを洗浄部からロードアンロード部へと搬出していた。洗浄後のウェハを把持する搬送ロボットのハンドには高い清浄度が必要とされているが、研磨前のウェハを研磨部へと直接搬入する際に研磨環境に触れて汚染される懸念があった。
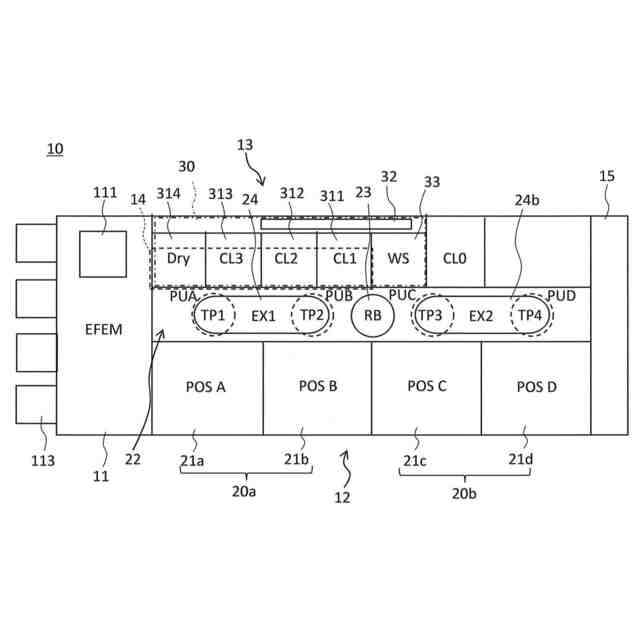
【0007】
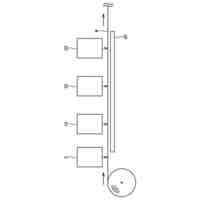
このような従来の基板処理装置の欠点を補うものとして、図21に示すように、基板を研磨する研磨部12と、研磨前の基板を研磨部12へ搬送する搬送部14と、研磨後の基板を洗浄する洗浄部13と、を備え、研磨部12は、第1研磨ユニット20aおよび第2研磨ユニット20bと、第1研磨ユニット20aおよび第2研磨ユニット20aのそれぞれに隣接するように配置された研磨部搬送機構22と、を有し、研磨部搬送機構22は、第1研磨ユニット20aに基板を搬送する第1搬送ユニット24aと、第2研磨ユニット20bに基板を搬送する第2搬送ユニット24bと、第1搬送ユニット24aと第2搬送ユニット24bとの間に配置され、搬送部14と第1搬送ユニット24aおよび第2搬送ユニット24bとの間の基板の受け渡しを行うとともに、第1搬送ユニット24aおよび第2搬送ユニット24bと洗浄部13との間の基板の受け渡しを行う搬送ロボット23と、を有する、基板処理装置10が知られている(特許文献2参照)。
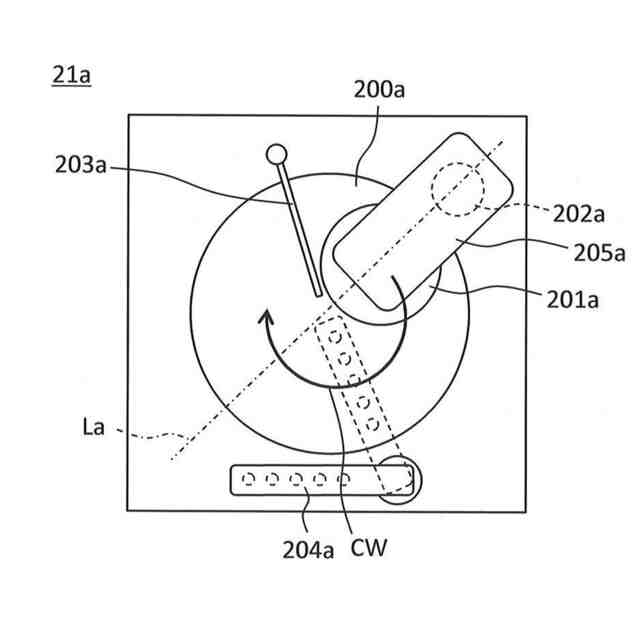
【0008】
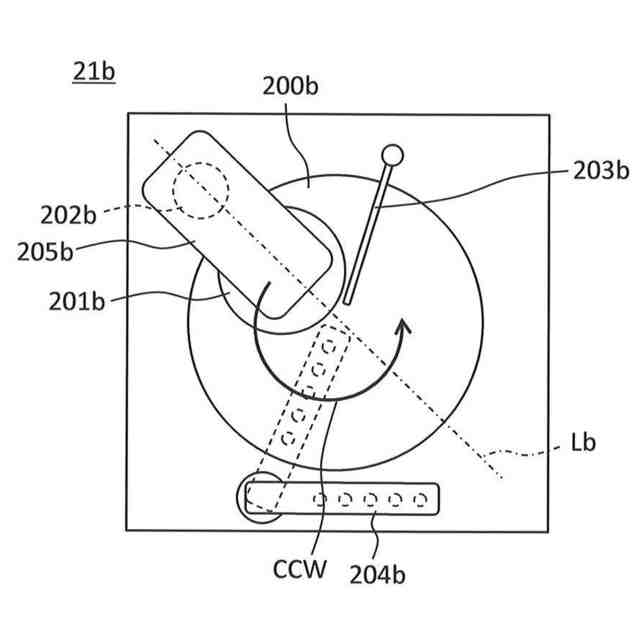
ところで、この基板処理装置10では、図21に示すように、第1研磨ユニット20aが第1研磨装置21aおよび第2研磨装置21bを有しており、第2研磨ユニット20bが第3研磨装置21cおよび第4研磨装置21dを有しており、第1研磨装置21a、第2研磨装置21b、第3研磨装置21c、および第4研磨装置21dは、基板処理装置10の長手方向に沿って並んで配置されている構成が考えられる。図21において、符号21aA、21bA、21cA、21dAは、それぞれ、第1~第4研磨装置21a~21dのトップリングの揺動範囲を示しており、符号23Aは、搬送ロボット23の動作範囲を示している。
【0009】
このような構成において、図21に示すように、第1~第4研磨装置21a~21dの研磨テーブルの回転方向が同一方向(図示された例では時計方向CW)に揃えられたレイアウトにされると、搬送ロボット23の動作範囲23Aと、搬送ロボット23の近傍に位置する研磨装置(図示された例では第2研磨装置21b)のトップリングの揺動範囲21bAとは、この図においては一部重なることになり、搬送ロボット23の配置スペースを装置中央に十分確保することができず、場合によっては装置が大型化するという問題がある。
【0010】
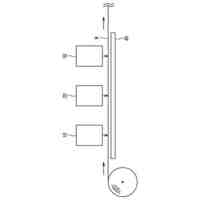
これに対し、図22に示すように、第1研磨装置21aと第2研磨装置21bのレイアウトがミラーリング(互いに左右対称に配置)され、第3研磨装置21cと第4研磨装置21dのレイアウトがミラーリングされることにより、装置中央に搬送ロボット23の配置スペースを確保して、装置の小型化を実現することが可能となる。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社荏原製作所
給水装置
23日前
株式会社荏原製作所
温度制御システム
5日前
株式会社荏原製作所
給水装置、及び、給水システム
17日前
株式会社荏原製作所
粘着テープの切断方法、および粘着テープの切断装置
16日前
株式会社荏原製作所
動画取得支援装置、動画取得支援方法、及び、プログラム
19日前
株式会社荏原製作所
基板吸着部材、トップリング、基板処理装置、および基板吸着部材の製造方法
20日前
個人
包丁研ぎ器具
1か月前
個人
研磨体
2か月前
個人
バレル研磨用メディア材
5か月前
株式会社サンポー
ブラスト装置
3か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
2か月前
シンクス株式会社
ボード切断装置
3か月前
株式会社リブラ
ブラスト加工装置
5か月前
不二空機株式会社
可搬型動力工具
2か月前
株式会社ニッチュー
ブラスト装置
2か月前
大同特殊鋼株式会社
疵研削順序決定方法
3か月前
トヨタ自動車株式会社
回転砥石の製造方法
1か月前
トヨタ自動車株式会社
バリ取り装置
5か月前
キヤノン電子株式会社
加工工具、及び、加工装置
5か月前
株式会社ディスコ
砥石
2か月前
株式会社精工技研
研磨装置および研磨方法
5か月前
オークマ株式会社
円筒研削盤
2か月前
株式会社東京精密
研削装置
5日前
株式会社ディスコ
加工方法、及び、切削装置
4か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
1か月前
日本特殊研砥株式会社
超弾性砥石
4か月前
株式会社ディスコ
研削装置
1か月前
中村留精密工業株式会社
レンズ保持装置
3か月前
株式会社ディスコ
加工方法
3か月前
Mipox株式会社
研磨部材の製造方法
10日前
旭化成株式会社
研磨パッド
11日前
Mipox株式会社
研磨部材の製造方法
10日前
Mipox株式会社
研磨部材の製造方法
10日前
株式会社東京精密
ワーク加工装置
3か月前
株式会社東京精密
ワーク加工装置
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ