TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025101964
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023219085
出願日
2023-12-26
発明の名称
研磨装置および研磨方法
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
49/12 20060101AFI20250701BHJP(研削;研磨)
要約
【課題】簡単な構造で、基板の膜厚プロファイルを精度よく制御することができる研磨装置が提供される。
【解決手段】研磨装置は、基板を保持し、かつ非回転構造を有するステージと、複数の押圧アクチュエータと、パッド保持体と、研磨パッド回転機構と、を備える。
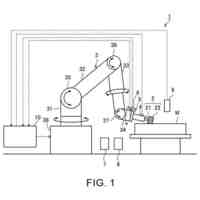
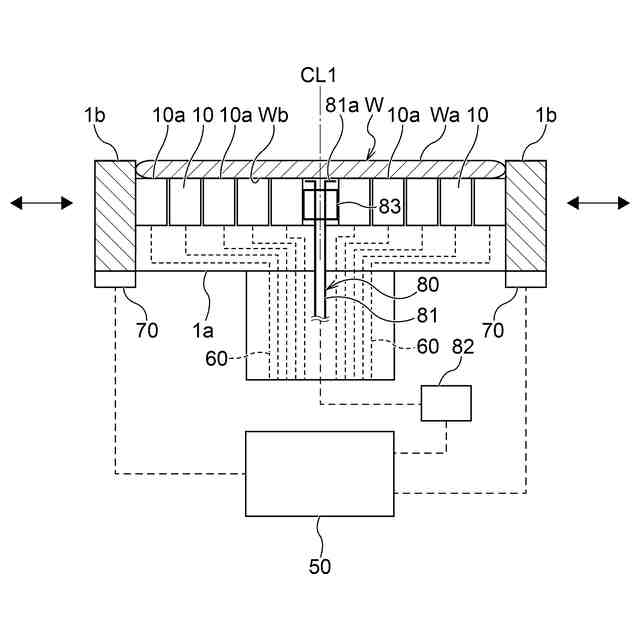
【選択図】図1
特許請求の範囲
【請求項1】
研磨装置であって、
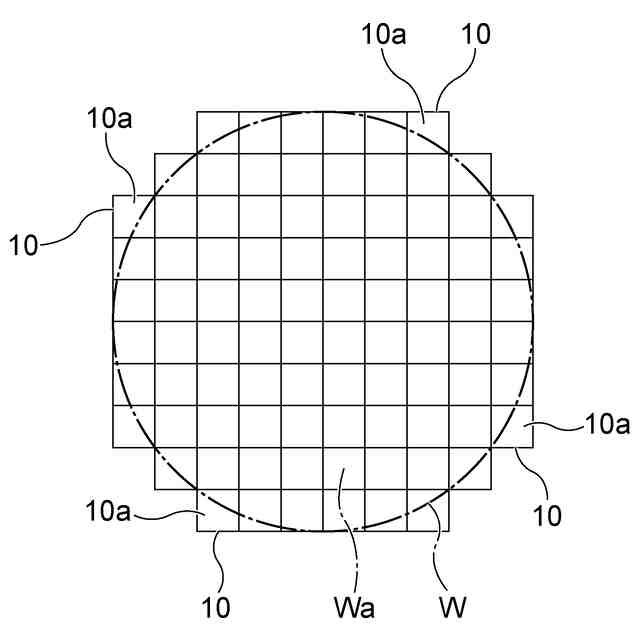
基板の被研磨面が上向きになるように、前記基板を保持し、かつ非回転構造を有するステージと、
前記ステージの内部に配置され、かつ前記基板の特定部位を独立して押圧する複数の押圧アクチュエータと、
研磨パッドを保持し、かつ前記研磨パッドを前記被研磨面に押し付けるパッド保持体と、
前記研磨パッドを、それ自身を中心として回転させるように構成された研磨パッド回転機構と、を備える、研磨装置。
続きを表示(約 980 文字)
【請求項2】
前記研磨装置は、前記研磨パッドを移動させるように構成された研磨パッド移動機構を備えている、請求項1に記載の研磨装置。
【請求項3】
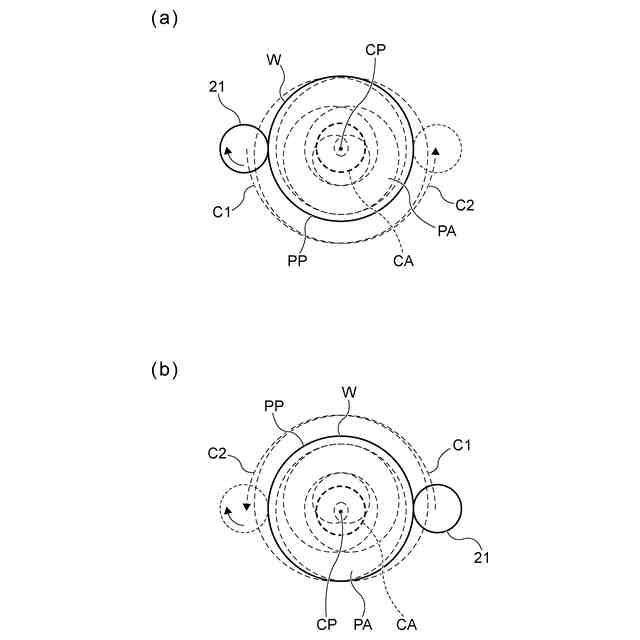
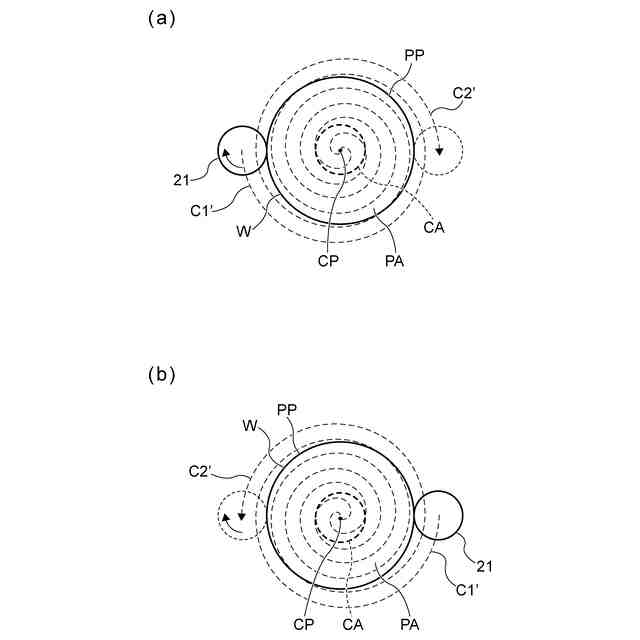
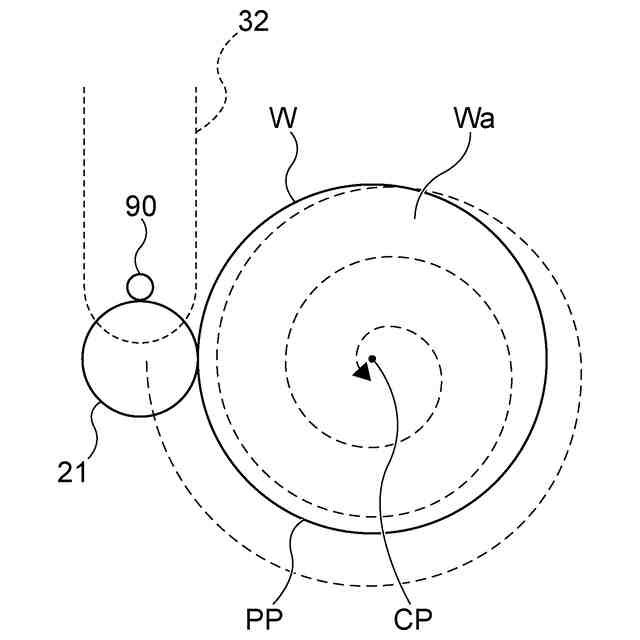
前記研磨パッド移動機構は、前記被研磨面上における渦巻き状の研磨軌跡に沿って、前記研磨パッドを移動させるように構成されている、請求項2に記載の研磨装置。
【請求項4】
前記研磨軌跡は、
前記基板の周縁部から前記基板の中心部に向かって延びる第1軌跡と、
前記基板の中心部から前記基板の周縁部に向かって延びる、前記第1軌跡と重ならない第2軌跡と、を有している、請求項3に記載の研磨装置。
【請求項5】
前記研磨装置は、前記基板の膜厚に相当する膜厚信号を検出する膜厚測定器を備えている、請求項1に記載の研磨装置。
【請求項6】
前記研磨装置は、一直線上に並んで配置された、前記膜厚測定器を含む複数の膜厚測定器を備えており、
前記複数の膜厚測定器は、前記被研磨面上における直線状の測定軌跡に沿って、前記基板の膜厚に相当する膜厚信号を検出するように構成されている、請求項5に記載の研磨装置。
【請求項7】
前記研磨装置は、前記研磨パッドの中央部分から研磨液を供給するセンター供給ノズルを備える研磨液供給装置を備えている、請求項1に記載の研磨装置。
【請求項8】
前記研磨装置は、前記研磨パッドの周囲に配置された周囲供給ノズルを備える研磨液供給装置を備えており、
前記周囲供給ノズルは、前記研磨パッドの進行方向において、前記研磨パッドの上流側に研磨液を供給するように構成されている、請求項1に記載の研磨装置。
【請求項9】
前記研磨装置は、前記ステージ上に配置された前記基板を真空吸引する吸引装置を備えており、
前記吸引装置は、前記ステージの内部に配置された真空ラインを備えている、請求項1に記載の研磨装置。
【請求項10】
前記複数の押圧アクチュエータの少なくとも1つは、中空状のピストンロッドを有するエアシリンダであり、
前記真空ラインは、前記ピストンロッドに接続されている、請求項9に記載の研磨装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨装置および研磨方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
昨今の半導体デバイスの製造における各工程への要求精度は、既に数nmのオーダに達しており、化学機械研磨(CMP)もその例外ではない。また、半導体集積回路の高集積化に伴い、微細化、多層化がますます加速している。
【0003】
したがって、これらの微細化や多層化を実現するには、CMPにおいても、ウェハの全面において、CMP後の膜厚のばらつきを数nmオーダのばらつきに収めることが課題として求められている。
【先行技術文献】
【特許文献】
【0004】
特開2018-067609号公報
特開2021-112797号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1は、ウェハを局所的に研磨して、ウェハの膜厚プロファイルを制御するように構成されたフェイスアップタイプの研磨装置を開示している。特許文献1における研磨装置は、ウェハを保持するテーブルを駆動機構により回転させた状態で、研磨パッドをウェハに押し付けて、ウェハを研磨するように構成されている。
【0006】
ウェハの膜厚プロファイルを精度よく制御するためには、ウェハ上における小さな領域ごとに研磨パッドの押圧力を制御する必要があるが、径の小さい研磨パッドを用いる必要があり、この場合、ウェハの研磨に時間がかかってしまう。
【0007】
特許文献2は、ウェハを保持する研磨ヘッドの内部に配置された複数の圧電素子を有するフェイスアップタイプの研磨装置を開示している。このような研磨装置においても、特許文献1における研磨装置と同様に、ウェハを保持する研磨ヘッドを回転させた状態で、ウェハを研磨する必要がある。
【0008】
特許文献2の構成では、ロータリコネクタを通じて、複数の圧電素子が接続された複数の電力線を研磨ヘッドの外部まで延ばす必要があるが、複数の電力線のすべてをロータリコネクタに接続すると、研磨装置が複雑化してしまう。
【0009】
そこで、本発明は、簡単な構造で、基板の膜厚プロファイルを精度よく制御することができる研磨装置および研磨方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
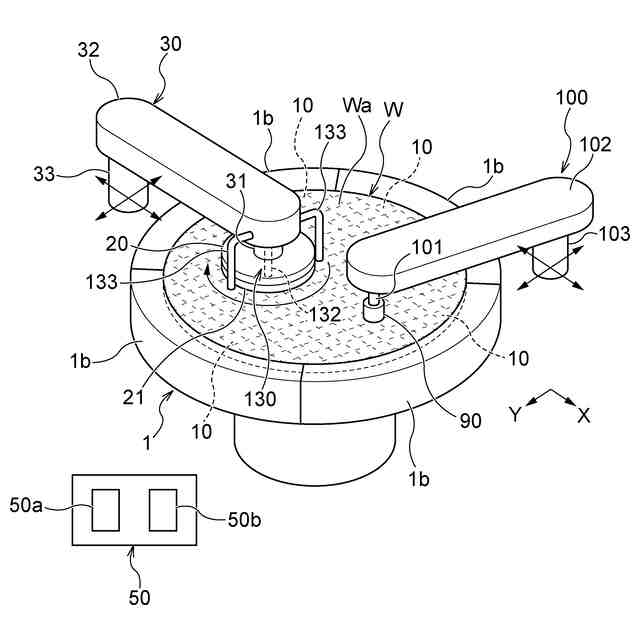
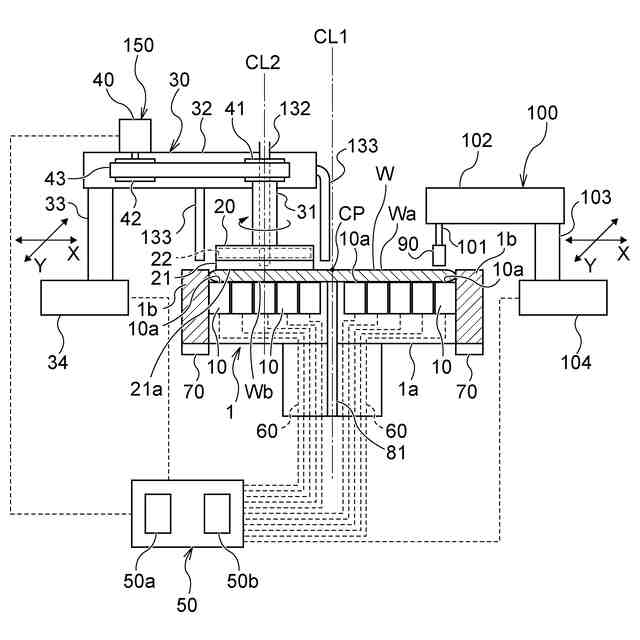
一態様では、研磨装置が提供される。研磨装置は、基板の被研磨面が上向きになるように、前記基板を保持し、かつ非回転構造を有するステージと、前記ステージの内部に配置され、かつ前記基板の特定部位を独立して押圧する複数の押圧アクチュエータと、研磨パッドを保持し、かつ前記研磨パッドを前記被研磨面に押し付けるパッド保持体と、前記研磨パッドを、それ自身を中心として回転させるように構成された研磨パッド回転機構と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
研磨体
1か月前
個人
バレル研磨用メディア材
3か月前
株式会社サンポー
ブラスト装置
2か月前
株式会社クボタ
管研削装置
4日前
株式会社村田製作所
切削装置
26日前
シンクス株式会社
ボード切断装置
1か月前
大同特殊鋼株式会社
疵研削順序決定方法
2か月前
不二空機株式会社
可搬型動力工具
26日前
株式会社ニッチュー
ブラスト装置
3日前
株式会社リブラ
ブラスト加工装置
3か月前
株式会社精工技研
研磨装置および研磨方法
3か月前
キヤノン電子株式会社
加工工具、及び、加工装置
3か月前
株式会社ディスコ
砥石
24日前
オークマ株式会社
円筒研削盤
16日前
トヨタ自動車株式会社
バリ取り装置
3か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
株式会社東京精密
ワーク加工装置
2か月前
株式会社東京精密
ワーク加工装置
2か月前
NTN株式会社
加工装置
4か月前
嘉澤端子工業股分有限公司
グラインダー
1か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
2か月前
中村留精密工業株式会社
レンズ保持装置
1か月前
日本特殊研砥株式会社
超弾性砥石
2か月前
株式会社ディスコ
加工方法
1か月前
トヨタ紡織株式会社
プレス金型の研磨方法
2か月前
株式会社マキタ
サンダ
4か月前
株式会社荏原製作所
研磨装置
2か月前
セイコーインスツル株式会社
研削盤
1か月前
株式会社プロテリアル
焼結磁石の製造方法
3か月前
株式会社IHI
加工方法
1か月前
株式会社シロハチ
回転機械およびこれを用いた装置
1か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
株式会社不二越
スルーフィード式の加工装置
1か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
株式会社カクダイ岐阜工場
研磨機用腕支持装置
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ