TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025102378
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023219793
出願日
2023-12-26
発明の名称
研磨用キャリアプレートの製造方法
出願人
スピードファム株式会社
代理人
弁護士法人クレオ国際法律特許事務所
主分類
B24B
37/28 20120101AFI20250701BHJP(研削;研磨)
要約
【課題】レーザー光を照射して複数の貫通孔を形成した後の基板の歪みを抑えることができる研磨用キャリアプレートの製造方法を提供すること。
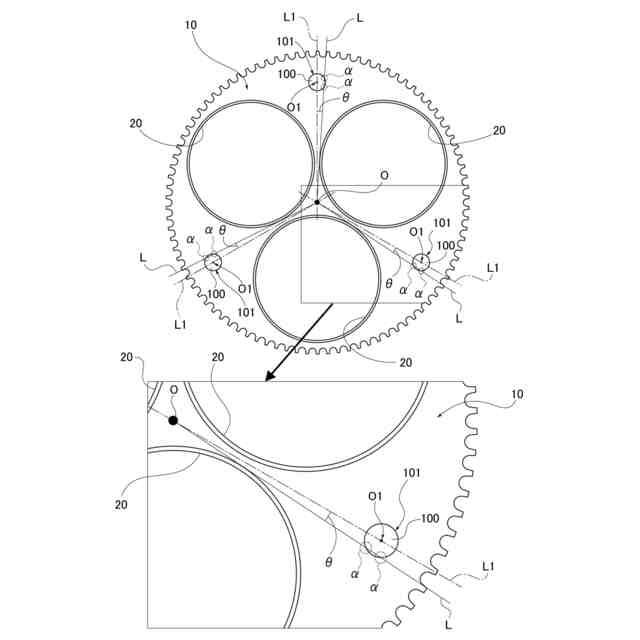
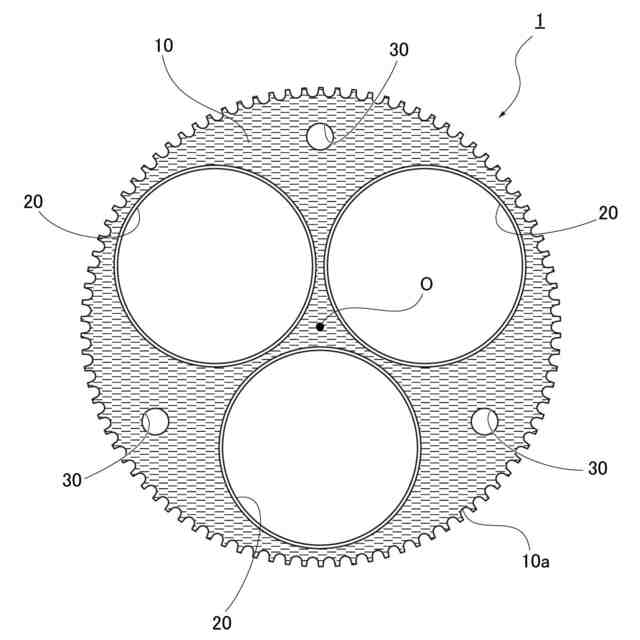
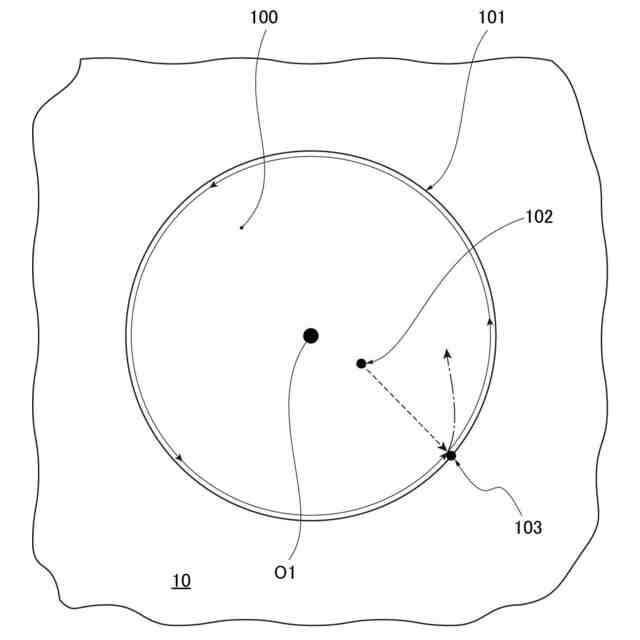
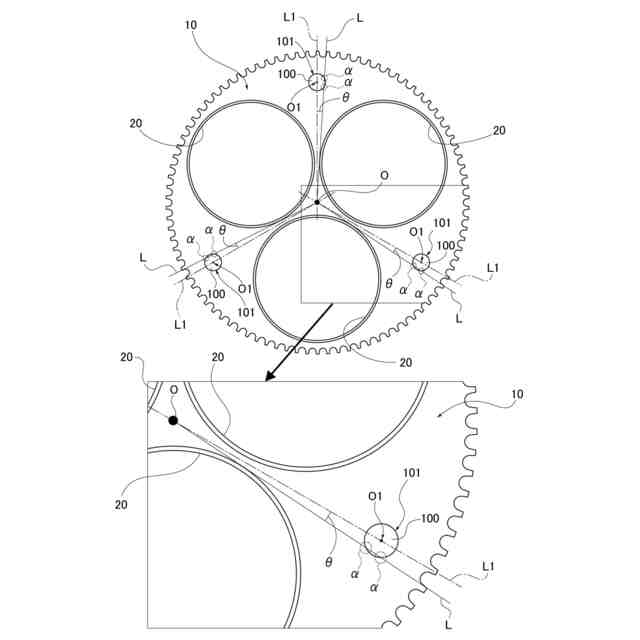
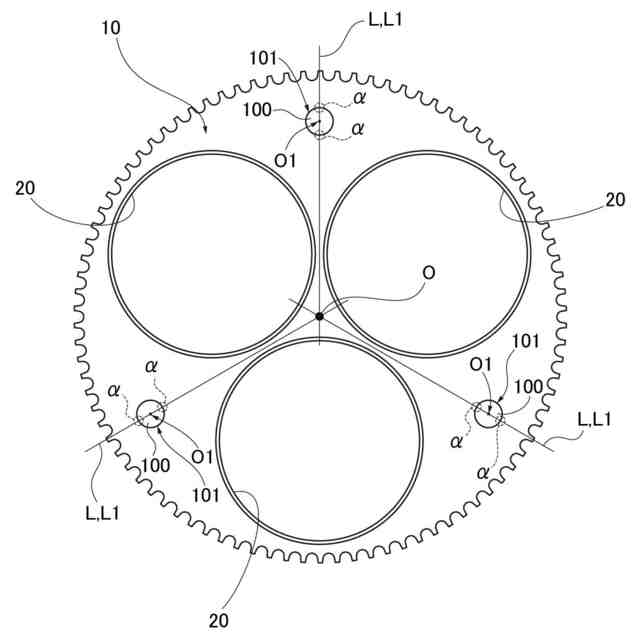
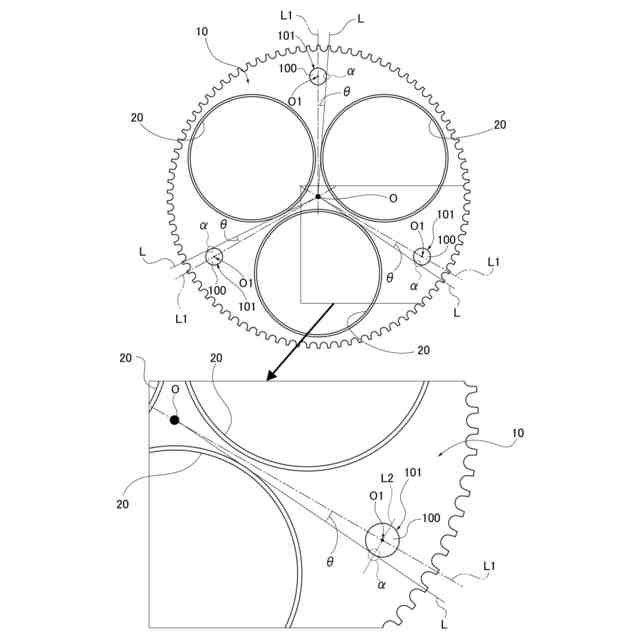
【解決手段】金属製の円形の基板10に設定された加工経路101に沿ってレーザー光を照射して複数の捨て穴を形成する研磨用キャリアプレートの製造方法であって、切り抜き領域100内に設定した開始位置から、加工経路101上に設定した始終点までレーザー光を照射する工程と、始終点から加工経路101に沿って一周回って始終点に至るまでレーザー光を照射する工程と、始終点から切り抜き領域100の内側に向かって切り逃げる工程と、を有し、始終点は、基板10の中心点Oから径方向に延びる放射線であって、基板10の中心点Oと切り抜き領域100の中心点O1を通る第1放射線L1とでなす角θの角度がゼロ度又は一定の角度に設定される基準放射線Lと、加工経路101と、が交差する位置αに設定される。
【選択図】図5
特許請求の範囲
【請求項1】
金属製の円形の基板に設定された加工経路に沿ってレーザー光を照射し、前記基板を切り抜いて複数の貫通孔を形成する研磨用キャリアプレートの製造方法であって、
前記加工経路に囲まれた切り抜き領域内に設定した開始位置から、前記加工経路上に設定した始終点まで前記レーザー光を照射する工程と、
前記始終点から前記加工経路に沿って一周回って前記始終点に至るまで前記レーザー光を照射する工程と、
前記始終点から前記切り抜き領域の内側に向かって前記レーザー光を照射して切り逃げる工程と、を有し、
前記始終点は、前記基板の中心点から径方向に延びる放射線であって、前記基板の中心点と前記切り抜き領域の中心点を通る第1放射線とでなす角の角度がゼロ度又は一定の角度に設定される基準放射線と、前記加工経路と、が交差する位置に設定される
ことを特徴とする研磨用キャリアプレートの製造方法。
続きを表示(約 270 文字)
【請求項2】
請求項1に記載された研磨用キャリアプレートの製造方法において、
前記基準放射線は、前記基板の中心点と前記切り抜き領域の中心点を通り、前記第1放射線に一致する
ことを特徴とする研磨用キャリアプレートの製造方法。
【請求項3】
請求項1に記載された研磨用キャリアプレートの製造方法において、
前記基準放射線は、前記切り抜き領域の中心点を通り前記第1放射線と直交する直線が、前記加工経路と交差する位置で、前記加工経路に交差又は接する
ことを特徴とする研磨用キャリアプレートの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨用キャリアプレートの製造方法に関する発明である。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
一般に、半導体ウェハやガラス、水晶、各種機械部品などのワークの表面を研磨加工する研磨装置においては、ワークの保持にキャリアプレートが使用されている。
【0003】
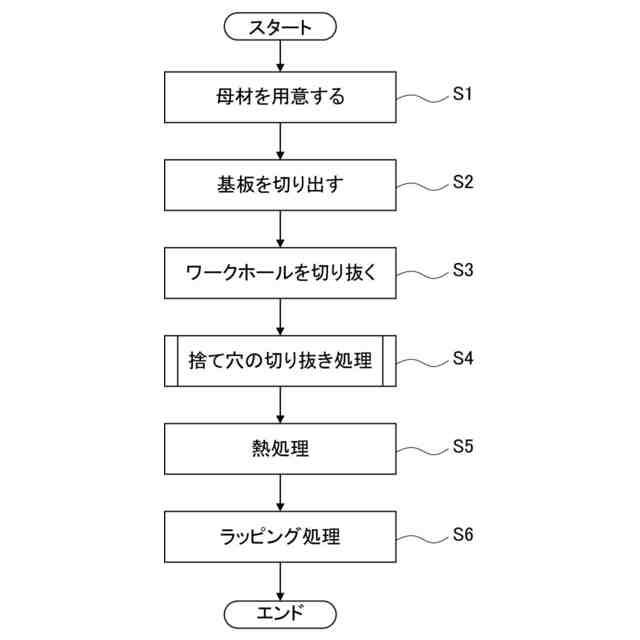
ここで、キャリアプレートを製造するには、まず、ステンレスやチタン等の金属製の薄板材からなる母材を円形に切り出し、円板状の基板を形成する。次に、基板に設定された加工経路に沿ってレーザー光を照射し、キャリアホールや捨て穴等の複数の貫通孔を切り抜く。その後、熱処理を行ってから基板の表面をラッピング加工して完成させる(例えば、特許文献1又は特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
特開2004-148497号公報
特開平11-347924号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、基板から貫通孔を切り抜くには、加工経路上に予め始終点を設定し、始終点から加工経路に沿って一周回って再び始終点に至るまでレーザー光を照射する。しかしながら、従来の研磨用キャリアプレートの製造方法では、始終点の位置の設定について十分な検討がなされていなかった。そのため、複数の貫通孔を形成することで基板に生じる歪みを抑制することが難しく、長時間のラッピング加工によって基板に生じた歪みを除去する必要があった。
【0006】
本発明は、上記問題に着目してなされたもので、レーザー光を照射して複数の貫通孔を形成した後の基板の歪みを抑えることができる研磨用キャリアプレートの製造方法を提供することを課題としている。
【課題を解決するための手段】
【0007】
上記目的を達成するため、本発明の研磨用キャリアプレートの製造方法は、金属製の円形の基板に設定された加工経路に沿ってレーザー光を照射し、前記基板を切り抜いて複数の貫通孔を形成する研磨用キャリアプレートの製造方法であって、前記加工経路に囲まれた切り抜き領域内に設定した開始位置から、前記加工経路上に設定した始終点まで前記レーザー光を照射する工程と、前記始終点から前記加工経路に沿って一周回って前記始終点に至るまで前記レーザー光を照射する工程と、前記始終点から前記切り抜き領域の内側に向かって前記レーザー光を照射して切り逃げる工程と、を有し、前記始終点は、前記基板の中心点から径方向に延びる放射線であって、前記基板の中心点と前記切り抜き領域の中心点を通る第1放射線とでなす角の角度がゼロ度又は一定の角度に設定される基準放射線と、前記加工経路と、が交差する位置に設定されることを特徴とする。
【発明の効果】
【0008】
本発明の研磨用キャリアプレートの製造方法では、レーザー光を照射して複数の貫通孔を形成した後の基板の歪みを抑えることができる。
【図面の簡単な説明】
【0009】
実施例1のキャリアプレートの構成を示す平面図である。
実施例1のキャリアプレートの製造手順を示すフローチャートである。
実施例1の捨て穴の切り抜き処理手順を示すフローチャートである。
キャリアプレートに設定される加工経路、開始位置、始終点及びレーザー光を照射する経路を示す説明図である。
実施例1の始終点の設定方法を説明する説明図である。
始終点の設定位置を説明する説明図である。
始終点の設定位置を説明する説明図である。
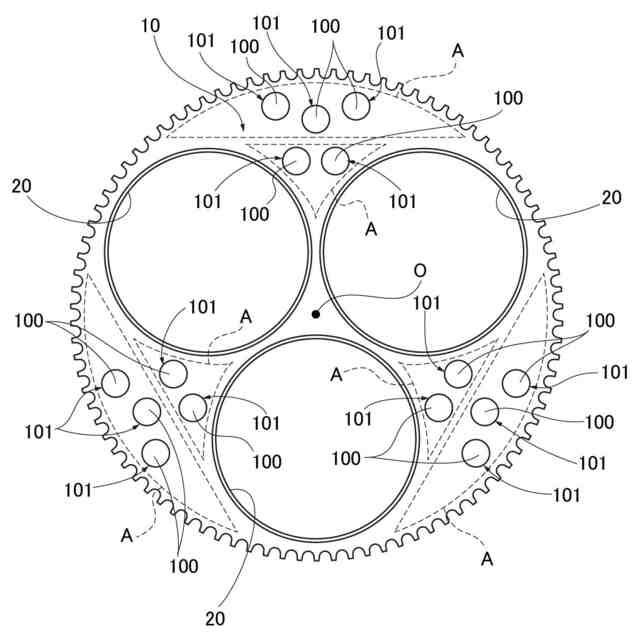
捨て穴が形成された領域を複数のエリアに区分けする際の説明図である。
比較例のキャリアプレート(第1試料)における始終点の設定位置を説明する説明図である。
所定時間ラッピング処理を行った後の、試料ごとのラッピング面積の割合を示す表である。
第2試料における始終点の設定位置を説明する説明図である。
第3試料における始終点の設定位置を説明する説明図である。
【発明を実施するための形態】
【0010】
以下、本発明の研磨用キャリアプレートの製造方法を実施するための形態を、図面に示す実施例1に基づいて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
研磨体
1か月前
個人
バレル研磨用メディア材
3か月前
株式会社サンポー
ブラスト装置
2か月前
株式会社クボタ
管研削装置
13日前
株式会社村田製作所
切削装置
1か月前
大同特殊鋼株式会社
疵研削順序決定方法
2か月前
不二空機株式会社
可搬型動力工具
1か月前
株式会社リブラ
ブラスト加工装置
3か月前
株式会社ニッチュー
ブラスト装置
12日前
シンクス株式会社
ボード切断装置
1か月前
トヨタ自動車株式会社
バリ取り装置
3か月前
オークマ株式会社
円筒研削盤
25日前
株式会社精工技研
研磨装置および研磨方法
3か月前
キヤノン電子株式会社
加工工具、及び、加工装置
3か月前
株式会社ディスコ
砥石
1か月前
株式会社ディスコ
加工方法、及び、切削装置
3か月前
中村留精密工業株式会社
レンズ保持装置
1か月前
嘉澤端子工業股分有限公司
グラインダー
1か月前
NTN株式会社
加工装置
4か月前
株式会社東京精密
ワーク加工装置
2か月前
株式会社ディスコ
加工方法
1か月前
株式会社東京精密
ワーク加工装置
2か月前
日本特殊研砥株式会社
超弾性砥石
3か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
2か月前
株式会社荏原製作所
研磨装置
2か月前
セイコーインスツル株式会社
研削盤
1か月前
株式会社プロテリアル
焼結磁石の製造方法
3か月前
トヨタ紡織株式会社
プレス金型の研磨方法
2か月前
株式会社マキタ
サンダ
4か月前
株式会社シロハチ
回転機械およびこれを用いた装置
2か月前
株式会社IHI
加工方法
1か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
株式会社不二越
スルーフィード式の加工装置
1か月前
株式会社ディスコ
加工方法
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ