TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025099460
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216139
出願日
2023-12-21
発明の名称
両面研磨装置用キャリアプレートの製造方法、ワークの両面研磨方法、及び両面研磨装置用キャリアプレート
出願人
株式会社SUMCO
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
37/28 20120101AFI20250626BHJP(研削;研磨)
要約
【課題】本発明は、両面研磨後のワークの形状を精度良く制御し得る、両面研磨装置用キャリアプレートの製造方法及びワークの両面研磨方法を提供する。
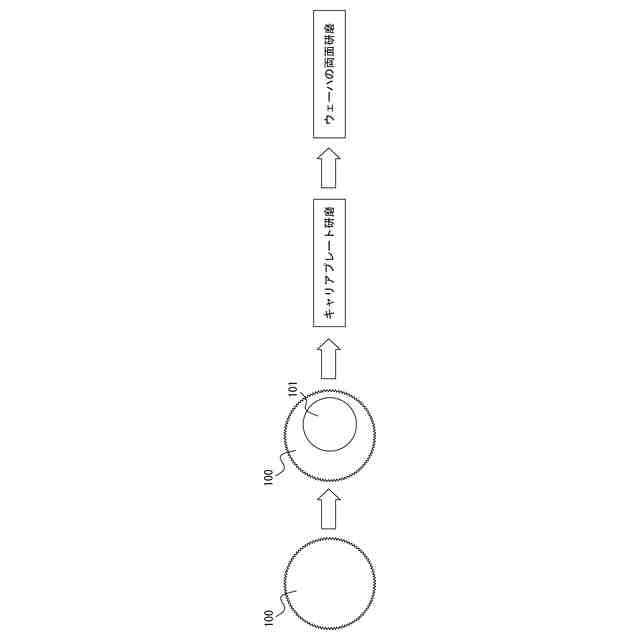
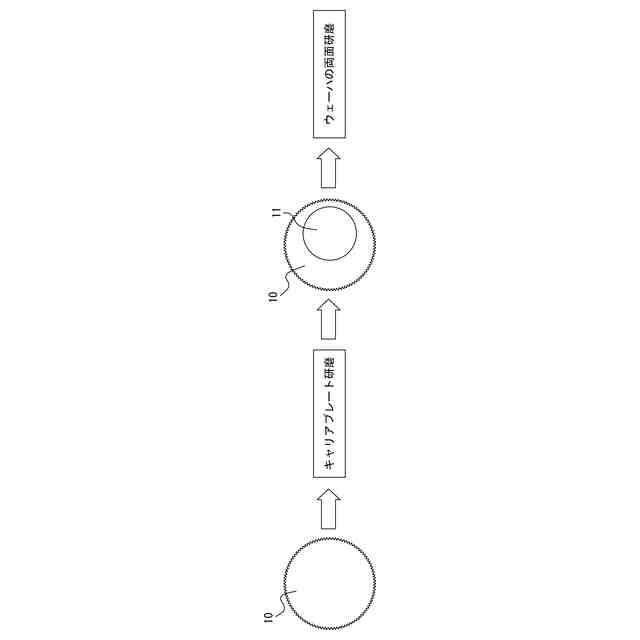
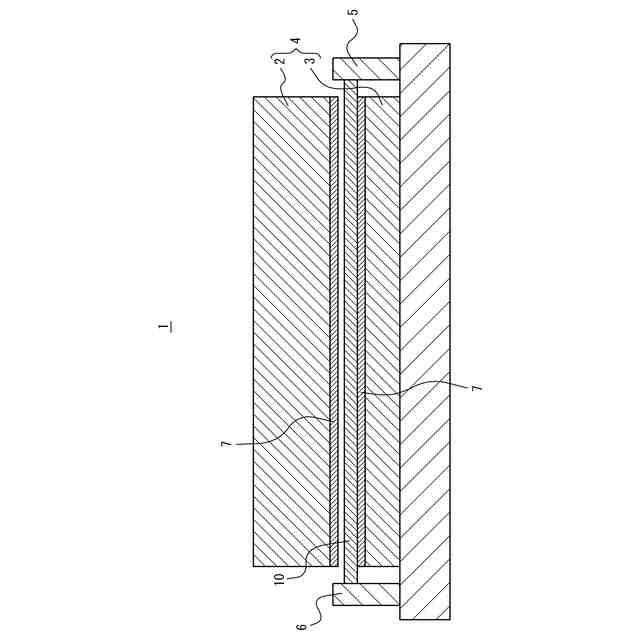
【解決手段】本発明の両面研磨装置用キャリアプレートの製造方法は、ワークを保持する保持孔11を形成する前の両面研磨装置用キャリアプレート10を研磨し、所定の厚さに調整する、厚さ調整工程を含む。本発明のワークの両面研磨方法は、厚さ調整工程の後、保持孔形成工程を行ったキャリアプレート10を用いてワークの両面研磨を行う。本発明の両面研磨装置用キャリアプレート10は、ワークを保持する1つ以上の保持孔11が形成され、全面にわたって厚さが略一定である。
【選択図】図1B
特許請求の範囲
【請求項1】
ワークを保持する保持孔を形成する前の両面研磨装置用キャリアプレートを研磨し、所定の厚さに調整する、厚さ調整工程を含むことを特徴とする、両面研磨装置用キャリアプレートの製造方法。
続きを表示(約 540 文字)
【請求項2】
前記厚さ調整工程により調整された厚さを有する前記キャリアプレートに、前記ワークを保持する前記保持孔を1つ以上形成する、保持孔形成工程をさらに含む、請求項1に記載の両面研磨装置用キャリアプレートの製造方法。
【請求項3】
前記キャリアプレートは、樹脂製である、請求項1又は2に記載の両面研磨装置用キャリアプレートの製造方法。
【請求項4】
ワークを保持する保持孔を形成する前の両面研磨装置用キャリアプレートを研磨し、所定の厚さに調整する、厚さ調整工程を行った後、前記厚さ調整工程により調整された厚さを有する前記キャリアプレートに、前記ワークを保持する前記保持孔を1つ以上形成する、保持孔形成工程を行い、
前記厚さ調整工程の後、前記保持孔形成工程を行った前記キャリアプレートを用いてワークの両面研磨を行うことを特徴とする、ワークの両面研磨方法。
【請求項5】
前記キャリアプレートは、樹脂製である、請求項4に記載のワークの両面研磨方法。
【請求項6】
ワークを保持する1つ以上の保持孔が形成され、
全面にわたって厚さが略一定であることを特徴とする、両面研磨装置用キャリアプレート。
発明の詳細な説明
【技術分野】
【0001】
本発明は、両面研磨装置用キャリアプレートの製造方法、ワークの両面研磨方法、及び両面研磨装置用キャリアプレートに関するものである。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
例えば半導体ウェーハ等のワークの両面研磨においては、研磨パッドの粘弾性や研磨スラリーの研磨作用により生じるワークのロールオフ量を制御するため、ワークとキャリアプレートとが同等程度の厚さになるまで研磨を行う(定寸研磨)のが一般的である。
【0003】
定寸研磨においては、両面研磨に用いるキャリアプレートの厚さの精度が両面研磨後のワークの平坦度に重要な要素となるため、両面研磨に用いるキャリアプレートを研磨してその厚さを調整することが行われている(例えば特許文献1)。
【先行技術文献】
【特許文献】
【0004】
特開2018-101696号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、厚さの調整を行ったキャリアプレートを用いても、両面研磨後のワークの外周部が定寸状態等の所望の状態よりもロールオフする場合があることが判明した。
【0006】
本発明は、両面研磨後のワークの形状を精度良く制御し得る、両面研磨装置用キャリアプレートの製造方法、ワークの両面研磨方法、及び両面研磨装置用キャリアプレートを提供することを目的とする。
【課題を解決するための手段】
【0007】
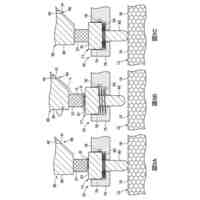
本発明者らは、厚さの調整を行ったキャリアプレートを用いても、両面研磨後のワークが定寸状態等の所望の状態よりもロールオフする場合があることの原因について究明すべく鋭意検討した。その結果、キャリアプレートの厚さを調整するためにキャリアプレートを研磨する際に、ワークを保持する保持孔に区画された保持孔周辺部分において研磨によるロールオフが発生し、このロールオフが生じたキャリアプレートを用いてワークの両面研磨を行うことが、ワークの両面研磨の結果が定寸研磨等の所望の状態とならずに、両面研磨後のワークが所望の状態よりもロールオフしてしまう原因となっていることが判明した。
【0008】
本発明は、上記のような知見に基づいてなされたものであり、その要旨構成は、以下の通りである。
(1)ワークを保持する保持孔を形成する前の両面研磨装置用キャリアプレートを研磨し、所定の厚さに調整する、厚さ調整工程を含むことを特徴とする、両面研磨装置用キャリアプレートの製造方法。
【0009】
(2)前記厚さ調整工程により調整された厚さを有する前記キャリアプレートに、前記ワークを保持する前記保持孔を1つ以上形成する、保持孔形成工程をさらに含む、前記(1)に記載の両面研磨装置用キャリアプレートの製造方法。
【0010】
(3)前記キャリアプレートは、樹脂製である、前記(1)又は(2)に記載の両面研磨装置用キャリアプレートの製造方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
包丁研ぎ器具
10日前
個人
研磨体
1か月前
個人
バレル研磨用メディア材
4か月前
株式会社サンポー
ブラスト装置
2か月前
株式会社クボタ
管研削装置
1か月前
株式会社村田製作所
切削装置
1か月前
株式会社リブラ
ブラスト加工装置
4か月前
株式会社ニッチュー
ブラスト装置
29日前
大同特殊鋼株式会社
疵研削順序決定方法
2か月前
不二空機株式会社
可搬型動力工具
1か月前
シンクス株式会社
ボード切断装置
2か月前
トヨタ自動車株式会社
回転砥石の製造方法
3日前
株式会社ディスコ
砥石
1か月前
トヨタ自動車株式会社
バリ取り装置
4か月前
キヤノン電子株式会社
加工工具、及び、加工装置
4か月前
オークマ株式会社
円筒研削盤
1か月前
株式会社精工技研
研磨装置および研磨方法
4か月前
株式会社IHI
ブラストガン
5か月前
株式会社ディスコ
加工方法、及び、切削装置
3か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
2日前
株式会社ディスコ
加工方法
2か月前
株式会社東京精密
ワーク加工装置
2か月前
嘉澤端子工業股分有限公司
グラインダー
2か月前
株式会社東京精密
ワーク加工装置
2か月前
中村留精密工業株式会社
レンズ保持装置
2か月前
NTN株式会社
加工装置
4か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
2か月前
株式会社ディスコ
研削装置
9日前
株式会社ディスコ
加工装置
5か月前
日本特殊研砥株式会社
超弾性砥石
3か月前
株式会社マキタ
サンダ
4か月前
セイコーインスツル株式会社
研削盤
2か月前
株式会社プロテリアル
焼結磁石の製造方法
4か月前
株式会社荏原製作所
研磨装置
5か月前
トヨタ紡織株式会社
プレス金型の研磨方法
3か月前
株式会社荏原製作所
研磨装置
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ