TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025089767
公報種別
公開特許公報(A)
公開日
2025-06-16
出願番号
2023204612
出願日
2023-12-04
発明の名称
成形金型、および複合材の製造方法
出願人
株式会社ジェイテクト
代理人
弁理士法人サンクレスト国際特許事務所
主分類
G01N
21/3563 20140101AFI20250609BHJP(測定;試験)
要約
【課題】金型内に配置された金属部材表面の接着剤の状態を取得することができる技術を提供する。
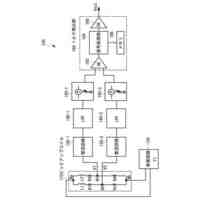
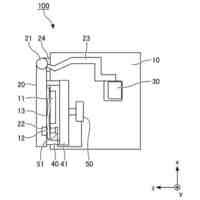
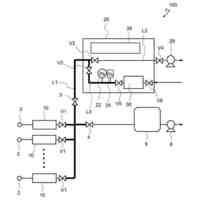
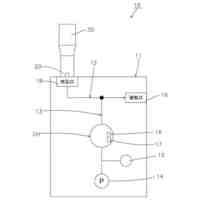
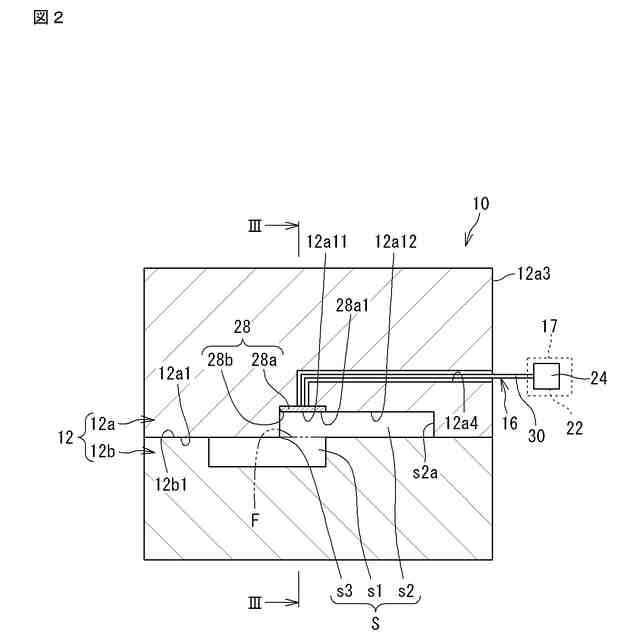
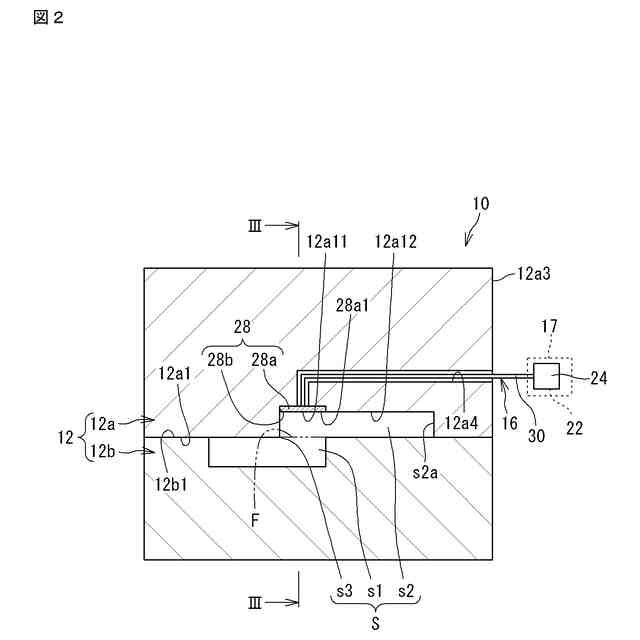
【解決手段】成形金型10は、金属部材2が挿入される第1空間s1、溶融樹脂の射出により樹脂部材4が成形されるキャビティである第2空間s2、および第1空間s1と第2空間s2とを繋ぐ開口部s3を含む内部空間Sを有する金型本体12と、第2空間s2内へ赤外光を出射する投光部14と、赤外光の反射光を受光し、反射光を分光器24へ導く受光部16と、を有する。金属部材2は、金属部材2が第1空間s1に挿入されたときに開口部s3から第2空間s2に露出する接合面2aを有する。投光部14は、第2空間s2を画定する内面s2aに含まれる仮想面Fであって開口部s3に対応する仮想面Fへ向けて赤外光を出射し、受光部16は、仮想面Fに対向する対向面12a11に設けられ反射光を透過させる受光窓16を有する。
【選択図】 図2
特許請求の範囲
【請求項1】
互いに接合される金属部材および樹脂部材を有する複合材を成形する成形金型であって、
前記金属部材が挿入される第1空間、溶融樹脂の射出により前記樹脂部材が成形されるキャビティである第2空間、および前記第1空間と前記第2空間とを繋ぐ開口部を含む内部空間を有する金型本体と、
前記第2空間内へ赤外光を出射する投光部と、
前記赤外光の反射光を受光し、前記反射光を分光器へ導く受光部と、を有し、
前記金属部材は、前記金属部材が前記第1空間に挿入されたときに前記開口部から前記第2空間に露出する接合面を有し、
前記投光部は、前記第2空間を画定する内面に含まれる仮想面であって前記開口部に対応する前記仮想面へ向けて前記赤外光を出射し、
前記受光部は、前記内面に含まれる対向面であって前記仮想面に対向する前記対向面に設けられ前記反射光を透過させる受光窓を有する
成形金型。
続きを表示(約 520 文字)
【請求項2】
前記受光部は、前記受光窓から前記金型本体の外部まで延び、前記受光窓を透過した前記反射光を前記分光器へ導く光ファイバをさらに有する
請求項1に記載の成形金型。
【請求項3】
前記投光部は、前記対向面に設けられた前記赤外光を透過可能な投光窓を有し、
前記赤外光は、前記投光窓から前記仮想面へ向けて出射される
請求項1に記載の成形金型。
【請求項4】
請求項1に記載の成形金型を用いた前記複合材の製造方法であって、
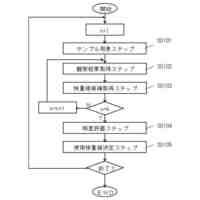
前記金属部材の前記接合面に主剤と硬化剤とを含む接着剤を塗布し、
前記金属部材を加熱することで前記接着剤を塗膜化し、
昇温された前記金型本体の前記第1空間に前記金属部材を挿入することで、前記金属部材を加熱し、
前記投光部から出射される前記赤外光を、前記接合面上の前記接着剤に照射し、
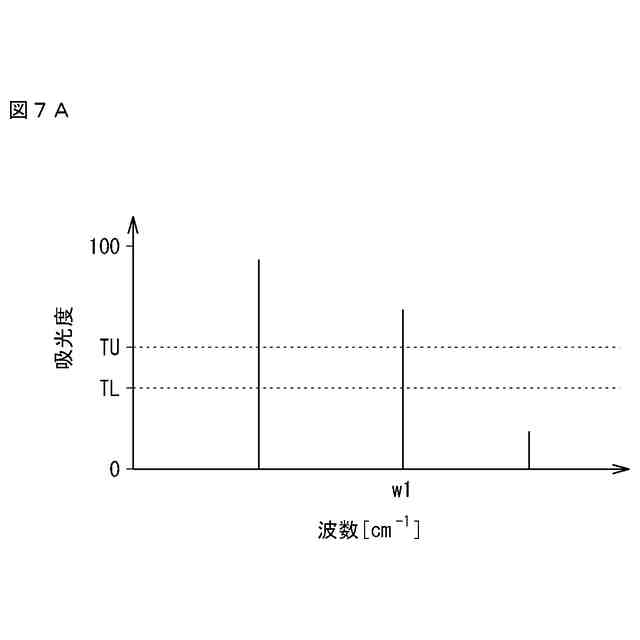
前記受光部によって前記分光器へ導かれる前記反射光に基づいた前記硬化剤の物質量を示す値を、前記分光器に取得させ、
前記物質量を示す値が所定の数値範囲である場合、前記第2空間への溶融樹脂の射出を開始する
複合材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形金型、および複合材の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1は、互いに接合される金属部材および樹脂部材を有する複合材を成形する技術を開示する。この複合材は、アルミニウム合金等の金属部材の表面に接着剤を塗布し、この金属部材を金型に配置し、接着剤が塗布された部分に樹脂部材を射出成形することで、製造される。
【先行技術文献】
【特許文献】
【0003】
特開2005-067111号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記接着剤は、主剤と硬化剤とを含む。この接着剤は、加熱することで硬化する。
接着剤を金属部材に塗布後、一定の反応度となるように硬化して塗膜化した接着剤は、射出成形時に加熱されてさらに硬化し、接着層となる。接着層は、金属部材と、樹脂部材と、の間に介在し、両者を接合する。
【0005】
射出成形時において、金属部材は昇温された金型内に配置される。このとき、接着剤は、金型によって加熱される。その後、溶融した樹脂が金型内に射出され、接着剤は、射出された溶融樹脂によってさらに加熱される。
【0006】
ここで、金型内に溶融樹脂が射出されるまでの接着剤に対する加熱量が十分でないと、射出された溶融樹脂による加熱によって、接着剤は十分に硬化しない場合がある。
逆に、金型内に溶融樹脂が射出される際に、塗膜化された接着剤が必要以上に加熱され、接着剤の硬化が進行し過ぎてしまっていると、複合材としての強度が低下するおそれがある。
このため、接着剤の状態が適切なときに、金型内に溶融樹脂が射出される必要がある。そこで、金型内に配置された金属部材表面の接着剤の状態を取得する方策が望まれる。
【課題を解決するための手段】
【0007】
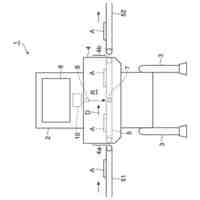
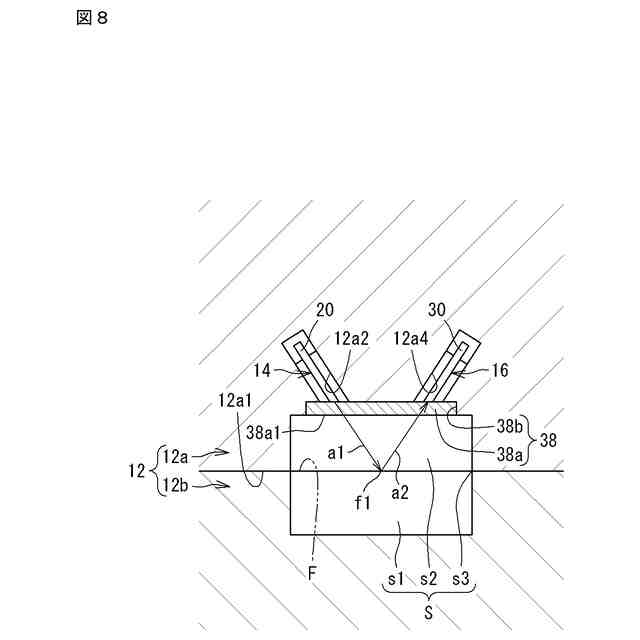
実施形態である成形金型は、互いに接合される金属部材および樹脂部材を有する複合材を成形する成形金型である。この成形金型は、前記金属部材が挿入される第1空間、溶融樹脂の射出により前記樹脂部材が成形されるキャビティである第2空間、および前記第1空間と前記第2空間とを繋ぐ開口部を含む内部空間を有する金型本体と、前記第2空間内へ赤外光を出射する投光部と、前記赤外光の反射光を受光し、前記反射光を分光器へ導く受光部と、を有する。前記金属部材は、前記金属部材が前記第1空間に挿入されたときに前記開口部から前記第2空間に露出する接合面を有する。前記投光部は、前記第2空間を画定する内面に含まれる仮想面であって前記開口部に対応する前記仮想面へ向けて前記赤外光を出射する。前記受光部は、前記内面に含まれる対向面であって前記仮想面に対向する前記対向面に設けられ前記反射光を透過させる受光窓を有する。
【発明の効果】
【0008】
本開示によれば、金型内に配置された金属部材表面の接着剤の状態を取得することができる。
【図面の簡単な説明】
【0009】
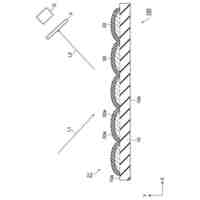
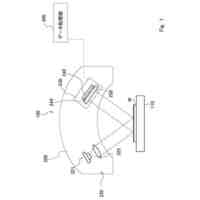
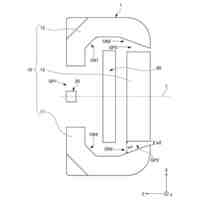
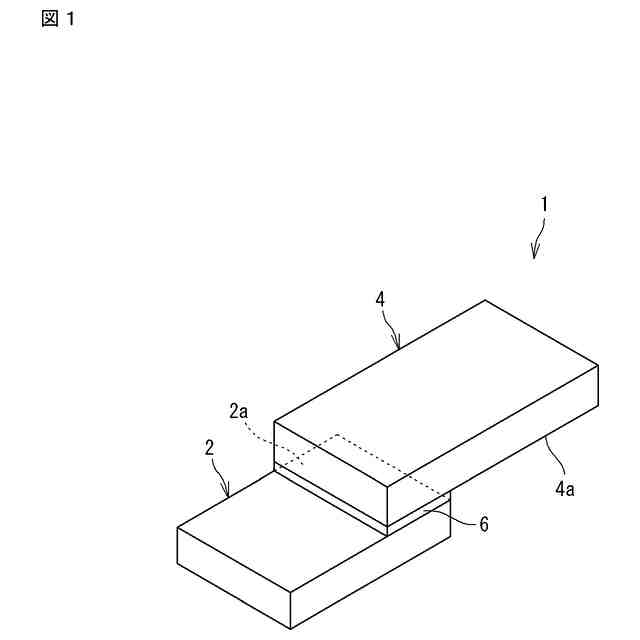
図1は、本実施形態に係る製造方法によって製造される複合材の一例を示す斜視図である。
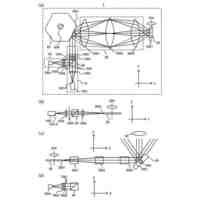
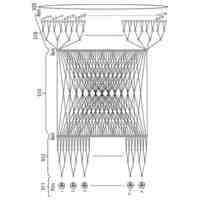
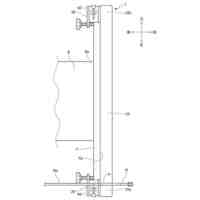
図2は、複合材の製造に用いられる成形金型の一例を示す断面図である。
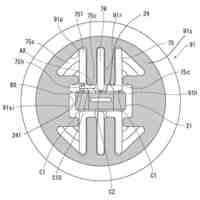
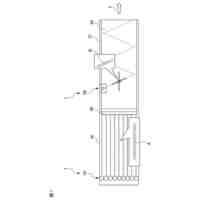
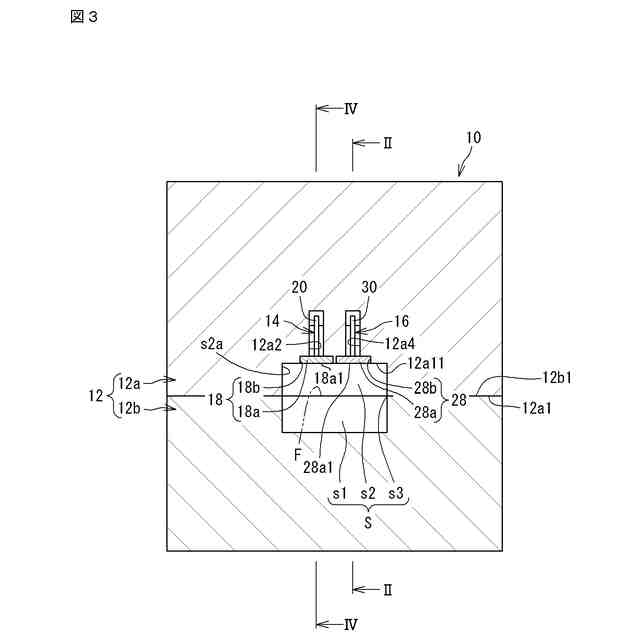
図3は、図4中、III-III線矢視断面図である。
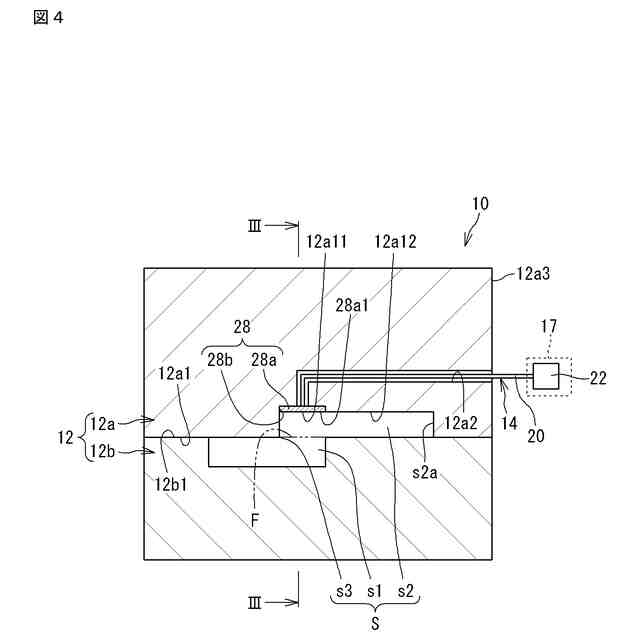
図4は、図3中、IV-IV線矢視断面図である。
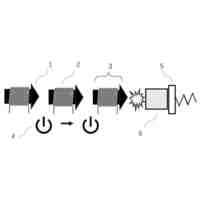
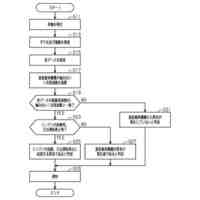
図5は、複合材の製造方法の一例を示すフローチャートである。
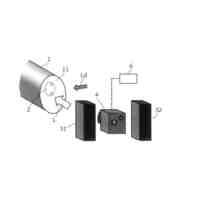
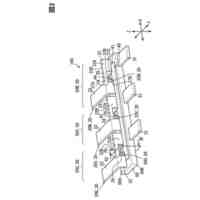
図6は、接合面に接着剤が塗布された状態の金属部材を示す斜視図である。
図7Aは、分光分析装置によって求められる吸光度を示すグラフの一例を示す図である。
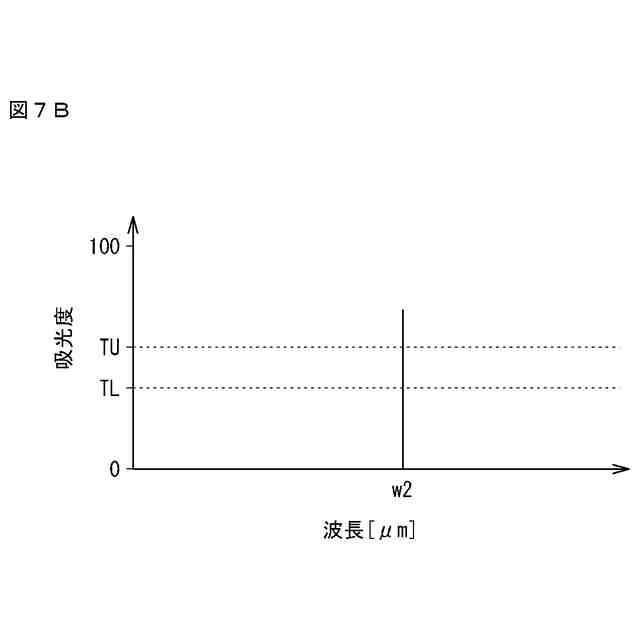
図7Bは、分光分析装置によって求められる吸光度を示すグラフの他の例を示す図である。
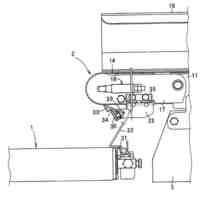
図8は、変形例に係る成形金型の断面図である。
図9は、複合材における金属部材と樹脂部材との間のせん断強度を測定した結果を示すグラフである。
【発明を実施するための形態】
【0010】
最初に実施形態の内容を列記して説明する。
[実施形態の概要]
(1)実施形態である成形金型は、互いに接合される金属部材および樹脂部材を有する複合材を成形する成形金型である。この成形金型は、前記金属部材が挿入される第1空間、溶融樹脂の射出により前記樹脂部材が成形されるキャビティである第2空間、および前記第1空間と前記第2空間とを繋ぐ開口部を含む内部空間を有する金型本体と、前記第2空間内へ赤外光を出射する投光部と、前記赤外光の反射光を受光し、前記反射光を分光器へ導く受光部と、を有する。前記金属部材は、前記金属部材が前記第1空間に挿入されたときに前記開口部から前記第2空間に露出する接合面を有する。前記投光部は、前記第2空間を画定する内面に含まれる仮想面であって前記開口部に対応する前記仮想面へ向けて前記赤外光を出射する。前記受光部は、前記内面に含まれる対向面であって前記仮想面に対向する前記対向面に設けられ前記反射光を透過させる受光窓を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
表示装置
16日前
株式会社チノー
測定装置
23日前
有限会社原製作所
検出回路
14日前
日本無線株式会社
レーダ装置
15日前
個人
フロートレス液面センサー
7日前
株式会社リコー
光学機器
14日前
日本特殊陶業株式会社
ガスセンサ
1か月前
大和製衡株式会社
組合せ計量装置
16日前
株式会社チノー
検量線の取得方法
23日前
キヤノン株式会社
放射線撮像装置
9日前
日本精機株式会社
二酸化炭素濃度測定器
21日前
日本特殊陶業株式会社
ガスセンサ
6日前
学校法人 中央大学
管内径推定装置
27日前
個人
多段電磁加速による高力積衝撃試験機
29日前
大同特殊鋼株式会社
座標系較正方法
9日前
株式会社フジキン
流量測定装置
1日前
大同特殊鋼株式会社
ラベル色特定方法
9日前
旭光電機株式会社
漏出検出装置
6日前
東洋紡株式会社
ヘムタンパク質の安定化方法
1か月前
スズキ株式会社
ECU交換診断システム
20日前
株式会社村田製作所
厚み測定装置
23日前
住友化学株式会社
積層基板
6日前
キヤノン株式会社
光学装置
20日前
NISSHA株式会社
ガス検出器
19日前
株式会社アステックス
ラック型負荷装置
7日前
本田技研工業株式会社
車載検出器
23日前
株式会社デンソー
電流センサ
6日前
株式会社イシダ
X線検査装置
13日前
株式会社ミツトヨ
非接触表面性状評価装置
8日前
株式会社アイシン
電流センサ
20日前
日本製鉄株式会社
評価方法
7日前
トヨタ自動車株式会社
鋳巣の強度評価方法
27日前
トヨタ自動車株式会社
異音判定装置
8日前
大和ハウス工業株式会社
計測用治具
6日前
株式会社日本マイクロニクス
プローブ
1日前
株式会社北斗測量設計社
測量用ポール座標軸設置台
23日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ