TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025090469
公報種別
公開特許公報(A)
公開日
2025-06-17
出願番号
2023205713
出願日
2023-12-05
発明の名称
非接触表面性状評価装置
出願人
株式会社ミツトヨ
代理人
個人
主分類
G01B
11/30 20060101AFI20250610BHJP(測定;試験)
要約
【課題】使いやすく、小型で比較的安価な非接触式の表面性状評価装置を提供する。
【解決手段】
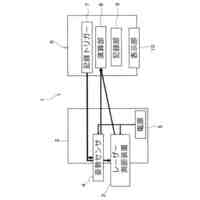
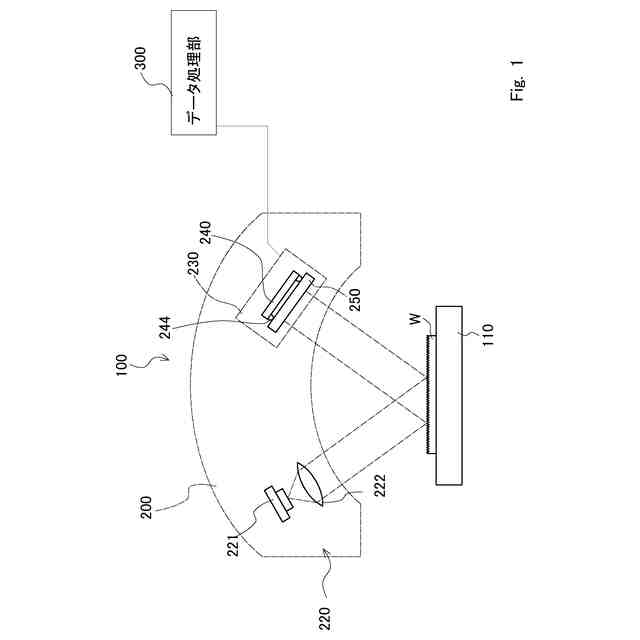
測定対象からの散乱光を受光して検出する光検出部と、光検出器の受光面に対して対向配置された単一のまたはアレイ化された光学的開口と、を備える。光学的開口と光検出器の受光面とのギャップが一定になるように光学的開口と光検出器との相対位置が固定されている。光検出器で検出された光の強度分布に基づいて測定対象の表面性状を評価する。
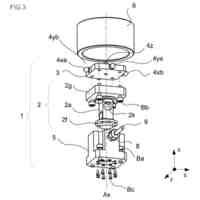
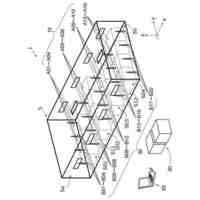
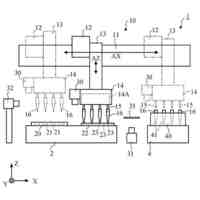
【選択図】図1
特許請求の範囲
【請求項1】
測定対象からの散乱光を受光して検出する光検出器と、
前記光検出器の受光面に対して対向配置された単一のまたはアレイ化された光学的開口と、を備え、
前記光学的開口と前記光検出器の前記受光面とのギャップが一定になるように前記光学的開口と前記光検出器との相対位置が固定されている
ことを特徴とする非接触表面性状評価装置。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の非接触表面性状評価装置において、
前記光学的開口は、レンズ部、または、周囲が光非透過部で囲まれた光透過部、である
ことを特徴とする非接触表面性状評価装置。
【請求項3】
請求項1に記載の非接触表面性状評価装置において、
前記光検出器が作り込まれた第一基板と、前記光学的開口が作り込まれた第二基板と、がギャップをあけて対向状態に固定され、前記光学的開口と前記光検出器の前記受光面とのギャップが一定になっている
ことを特徴とする非接触表面性状評価装置。
【請求項4】
請求項3に記載の非接触表面性状評価装置において、
前記光検出器が作り込まれた第一基板と、前記光学的開口が作り込まれた第二基板と、がスペーサ部材を介して対向状態に取り付けられ、前記光学的開口と前記光検出器の前記受光面とのギャップが一定になっている
ことを特徴とする非接触表面性状評価装置。
【請求項5】
請求項1に記載の非接触表面性状評価装置において、
前記光検出器で検出された光の強度分布に基づいて前記測定対象の表面性状を評価する
ことを特徴とする非接触表面性状評価装置。
【請求項6】
請求項1に記載の非接触表面性状評価装置において、
前記光検出器で検出された光の強度分布に対して周波数成分ごとの振幅を求める周波数分解を行い、得られた前記振幅の大きさに基づいて前記測定対象の表面性状を評価する
ことを特徴とする非接触表面性状評価装置。
【請求項7】
請求項1に記載の非接触表面性状評価装置において、
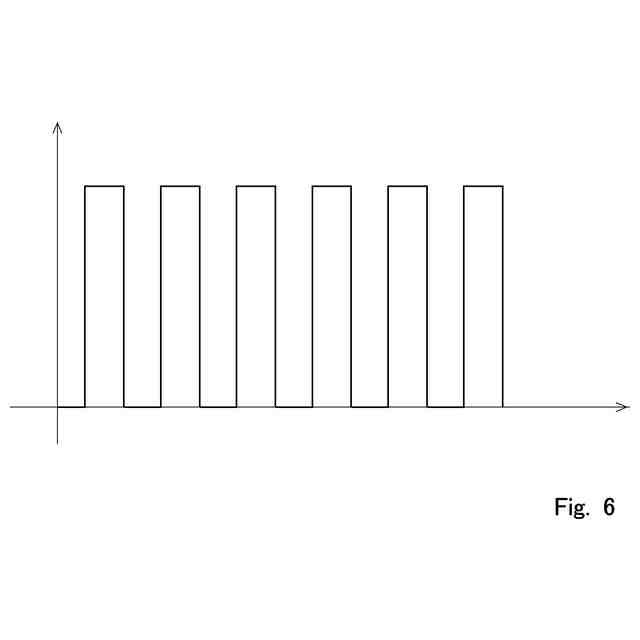
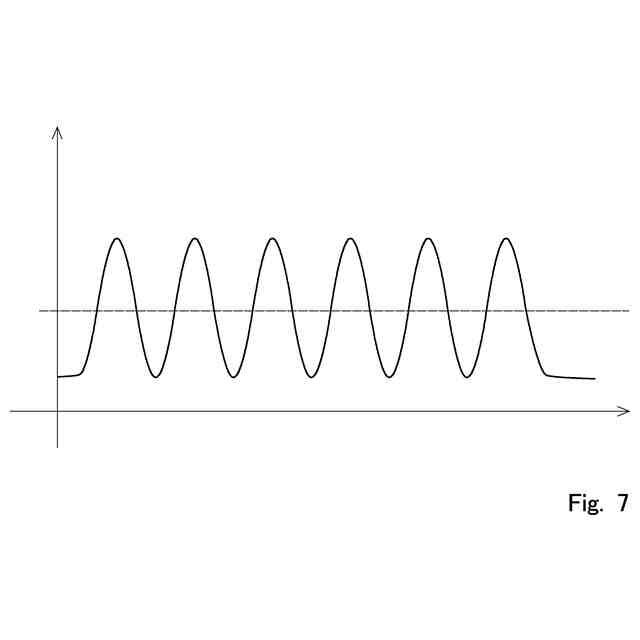
前記光検出器で検出された光の像のうちの光強度のピーク値IPと、光強度のボトム値IBと、の差に基づいて、測定対象の表面性状を評価する
ことを特徴とする非接触表面性状評価装置。
【請求項8】
請求項1に記載の非接触表面性状評価装置において、
前記光検出器で検出された光の像のうちの光強度のピーク値IPと、光強度のボトム値IBと、の差を全体の平均強度で割って規格化した値に基づいて、測定対象の表面性状を評価する
ことを特徴とする非接触表面性状評価装置。
【請求項9】
請求項1に記載の非接触表面性状評価装置において、
前記測定対象に平行光を照射する平行光照射部を備える
ことを特徴とする非接触表面性状評価装置。
【請求項10】
請求項9に記載の非接触表面性状評価装置において、
前記光検出器によって検出された所定位相差の検出信号から得られる評価値の大きさに基づいて測定対象の表面性状を評価する
ことを特徴とする非接触表面性状評価装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、非接触式の表面性状評価装置に関する。例えば、非接触式の表面粗さ評価装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
測定対象物の表面に光を照射して、その散乱光の検出を通じて測定対象物の表面性状を測定する非接触式の表面粗さ測定器が知られている。
【先行技術文献】
【特許文献】
【0003】
特開2006-58224
【発明の概要】
【発明が解決しようとする課題】
【0004】
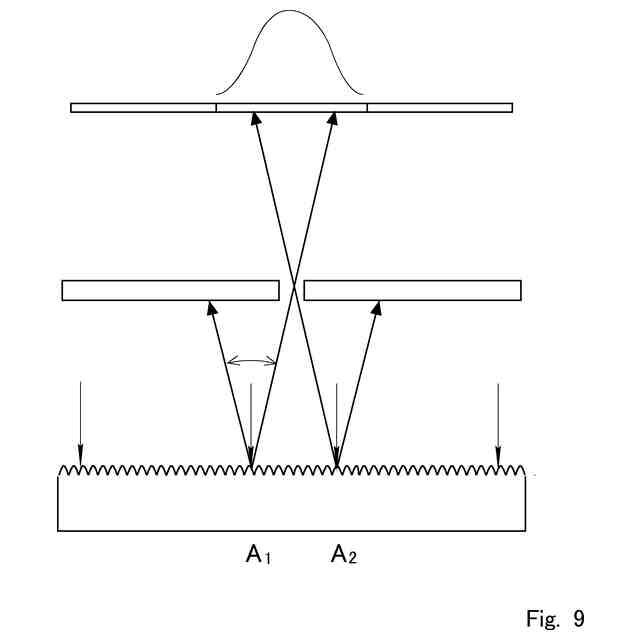
従来の非接触式の表面粗さ測定器は、最大角の散乱光を撮像センサで受光し、その最大角散乱光の結像位置(座標)からワークの表面粗さを評価する。このとき、散乱角が同じでも、センサとワークとの距離(エアギャップ)が違ってくると散乱光の結像位置が違ってくるのであるから、センサとワークとの間の距離の調整を正確に行わなければならない。
しかし、測定前の準備段階としてセンサとワークとの間の位置調整を極めてシビアに行うことには限界もあるし、費用と手間(工数)がかかる。また、粗さ測定の精度がセッティングの精度(巧拙)に影響を受けてしまうという問題もある。
【0005】
また、最大角散乱光を撮像センサで受光できるようにする一方で、余計な光を遮蔽することが求められる。そのためには開口絞りの大きさや形状を最適に選択する必要があり、大きさや形状が異なる開口絞りを数パターン用意しておいて、順番に試していくことになる。これも大変に手間のかかる作業であった。
【0006】
散乱光の像を撮像センサ上に結像させる必要があるが、そのためには対物レンズや結像レンズなど複数の高性能のレンズが必要となる。複数の高性能レンズを用意したり、それらを高精度に組み付けたりするとなると、手間と費用がかかる。また、部品が多くなるので、従来の非接触式の表面粗さ測定器は大型化が避けられなかった。そのため、従来の非接触式の表面粗さ測定器は大型で高価なものであった。
【0007】
本発明の目的は、使いやすく、小型で比較的安価な非接触式の表面性状評価装置を提供することにある。
【課題を解決するための手段】
【0008】
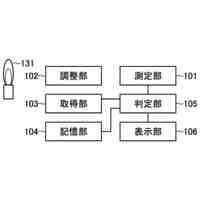
本発明の非接触表面性状評価装置は、
測定対象からの散乱光を受光して検出する光検出器と、
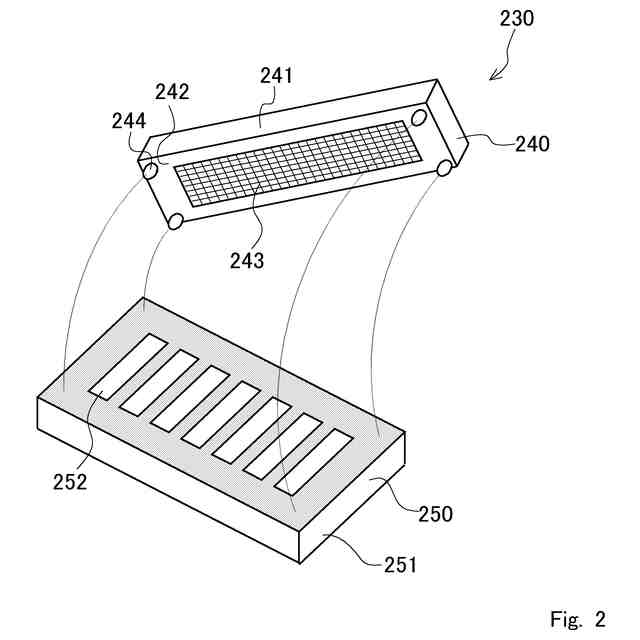
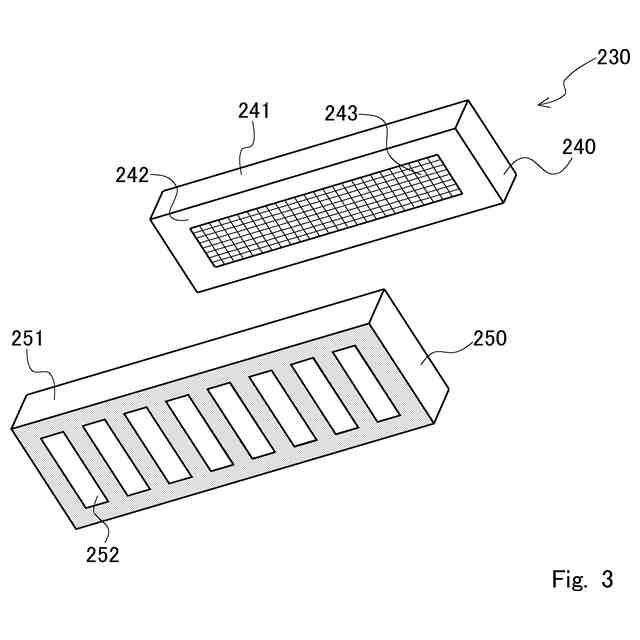
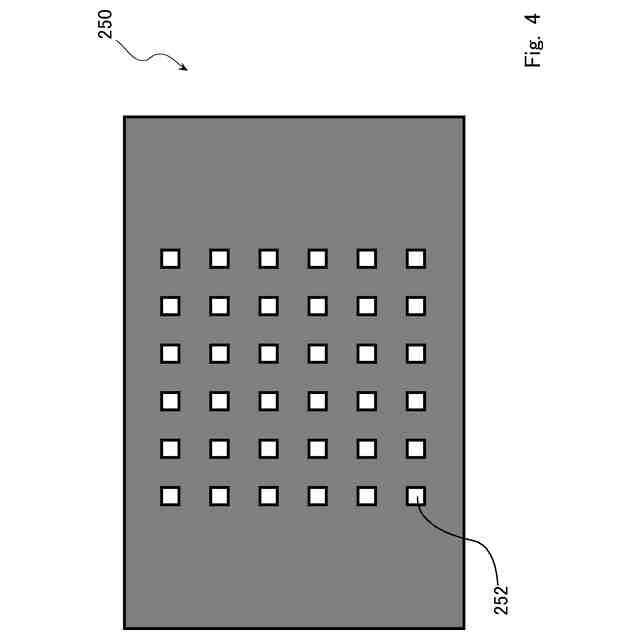
前記光検出器の受光面に対して対向配置された単一のまたはアレイ化された光学的開口と、を備え、
前記光学的開口と前記光検出器の前記受光面とのギャップが一定になるように前記光学的開口と前記光検出器との相対位置が固定されている
ことを特徴とする。
【0009】
本発明の一実施形態では、
前記光学的開口は、レンズ部、または、周囲が光非透過部で囲まれた光透過部、である
ことが好ましい。
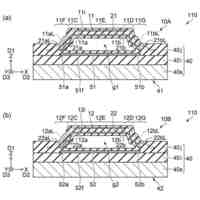
【0010】
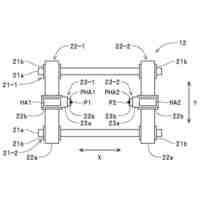
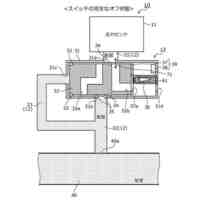
本発明の一実施形態では、
前記光検出器が作り込まれた第一基板と、前記光学的開口が作り込まれた第二基板と、がギャップをあけて対向状態に固定され、前記光学的開口と前記光検出器の前記受光面とのギャップが一定になっている
ことが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ミツトヨ
表面マップを決定するための方法およびそのための撮像システム
17日前
ユニパルス株式会社
力変換器
17日前
三菱電機株式会社
計測器
11日前
株式会社豊田自動織機
産業車両
24日前
横浜ゴム株式会社
音響窓
19日前
株式会社辰巳菱機
システム
5日前
個人
センサーを備えた装置
21日前
日置電機株式会社
測定装置
18日前
日本精機株式会社
施工管理システム
21日前
IPU株式会社
距離検出装置
17日前
株式会社FRPカジ
FRP装置
7日前
株式会社東芝
センサ
20日前
富士レビオ株式会社
嵌合システム
10日前
株式会社田中設備
報知装置
25日前
大和製衡株式会社
組合せ計量装置
7日前
日本精工株式会社
分注装置
3日前
株式会社CAST
センサ固定治具
24日前
学校法人立命館
液面レベルセンサ
4日前
株式会社カワタ
サンプリング装置
今日
オムロン株式会社
スイッチング装置
1か月前
三菱マテリアル株式会社
温度センサ
3日前
株式会社熊平製作所
刃物類判別装置
24日前
アズビル株式会社
火炎状態判定装置
18日前
富士電機株式会社
半導体パッケージ
13日前
本多電子株式会社
超音波ソナー装置
12日前
戸田建設株式会社
測量機
3日前
個人
ヨウ素滴定を用いたアミノ酸の定量方法
28日前
トヨタ自動車株式会社
表面傷の検査方法
19日前
已久工業股ふん有限公司
空気圧縮機構造
20日前
三和テッキ株式会社
架線の高さ、偏位測定装置
5日前
トヨタ自動車株式会社
データの補正方法
12日前
東ソー株式会社
クロマトグラムの形状判定方法
13日前
株式会社エイアンドティー
電解質分析装置
3日前
大豊建設株式会社
直線精度測定装置
7日前
コニカミノルタ株式会社
光学特性測定装置
24日前
大豊建設株式会社
鉛直精度測定装置
7日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ