TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025084791
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2025021293,2024539310
出願日
2025-02-13,2024-02-09
発明の名称
優れたスポット溶接性および優れた塗装付着性を有する亀裂含有ホットスタンプされた被覆鋼部品
出願人
アルセロールミタル
代理人
弁理士法人川口國際特許事務所
主分類
C22C
38/00 20060101AFI20250527BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】優れた塗装付着性および優れたスポット溶接性を同時に有する、鋼基板と、鋼基板の少なくとも一方の面上のアルミニウム合金コーティングとを備えるホットスタンプされた被覆鋼部品を提供する。
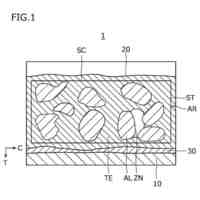
【解決手段】鋼基板と、鋼基板から外側に向かって相互拡散層および外側層を含むアルミニウム合金コーティングとを含むホットスタンプされた被覆鋼部品では、コーティングの総厚さe
coating
および相互拡散層の厚さe
IDL
が、40≦E
pc
≦80を満たす。
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>TIFF</com:ImageFormatCategory> <com:FileName>2025084791000040.tif</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">13</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">161</com:WidthMeasure> </com:Image>
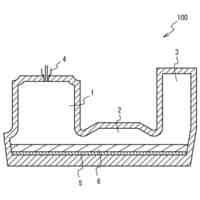
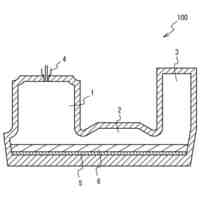
ホットスタンプされた被覆鋼部品は、0.6mm~3.5mmの厚さe
Pflat
を有する非変形部分と、少なくとも一つの変形部分とを備える。非変形部分のコーティングにおける亀裂の線密度dCは、以下のように定義される亀裂の最小線密度dCmin(e
Pflat
)以上である。
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>TIFF</com:ImageFormatCategory> <com:FileName>2025084791000041.tif</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">10</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">161</com:WidthMeasure> </com:Image>
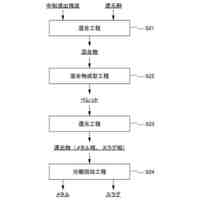
【選択図】図2
特許請求の範囲
【請求項1】
鋼基板と、鋼基板の少なくとも1つの面上のアルミニウム合金コーティングとを備えるホットスタンプされた被覆鋼部品であって、コーティングが、鋼基板から外向きに進行する相互拡散層と外側層とを備え、コーティングの総厚さe
coating
および相互拡散層の厚さe
IDL
は、以下の条件、
40≦E
pc
≦80
において、
TIFF
2025084791000035.tif
27
161
を満たし、
e
IDL
は相互拡散層の厚さをμmで示し、e
coating
はコーティングの総厚さをμmで示し、
ホットスタンプされた被覆鋼部品が、0.6mm~3.5mmの厚さe
Pflat
を有する非変形部分と、少なくとも1つの変形部分とを備え、非変形部分におけるコーティング中の亀裂の線密度dCが、以下のように定義される亀裂の最小線密度dC
min
(e
Pflat
)以上であり、
TIFF
2025084791000036.tif
20
161
式中、dCおよびdC
min
(e
Pflat
)は1mm当たりの亀裂の数で表され、e
pflat
は非変形部分の厚さをmmで示す、
ホットスタンプされた被覆鋼部品。
続きを表示(約 1,800 文字)
【請求項2】
非変形部分におけるコーティング中の亀裂の線密度dCは4
*
dC
min
(e
Pflat
)以下である、請求項1に記載のホットスタンプされた被覆鋼部品。
【請求項3】
ホットスタンプされた被覆鋼部品は、0.6mm~3.5mmの範囲にある均一な厚さe
P
を有する、請求項1または2に記載のホットスタンプされた被覆鋼部品。
【請求項4】
ホットスタンプされた被覆鋼部品は可変厚さを有し、ホットスタンプされた被覆鋼部品は、各々0.6~3.5mmの範囲にある別個の厚さe
Pi
を有する2つ以上の領域からなり、ホットスタンプされた被覆鋼部品は、0.6mm~3.5mmの範囲にある平均厚さe
P
を有する、請求項1または2に記載のホットスタンプされた被覆鋼部品。
【請求項5】
ホットスタンプされた被覆鋼部品が、各々が0.6mm~3.5mmの厚さe
pflat
(i)を有する2つ以上の非変形部分を備え、各非変形部分におけるコーティング中の亀裂の線密度dC(i)は、dC
min
(e
pflat
(i))以上であり、
TIFF
2025084791000037.tif
19
161
式中、e
pflat
(i)は、考慮される非変形部分の厚さをmmで示し、i=1…n,n≧2であり、dC(i)およびdC
min
(e
pflat
(i))は、1mm当たりの亀裂の数で表され、それぞれ、厚さe
Pflat
(i)の考慮される非変形部分のコーティング中の亀裂の線密度および亀裂の最小線密度を示す、請求項1~4のいずれか一項に記載のホットスタンプされた被覆鋼部品。
【請求項6】
断面において、非変形部分のコーティング中の亀裂は、コーティングの最上面から鋼基板に向かって、鋼基板の表面に略直交する方向に、少なくとも5μmの深さにわたって延び、各々の亀裂は、鋼基板の表面に略平行な方向に2μm未満の幅を有する、請求項1~5のいずれか一項に記載のホットスタンプされた被覆鋼部品。
【請求項7】
亀裂の線密度は、鋼基板の表面に平行な方向における少なくとも5mmの観察の全長にわたって、明視野光学顕微鏡で非変形部分のいくつかの断面において観察された亀裂の総数と、観察の全長との比として決定される、請求項1~6のいずれか一項に記載のホットスタンプされた被覆鋼部品。
【請求項8】
ホットスタンプされた被覆鋼部品は、モノリシック部品、または少なくとも2つのホットスタンプされた被覆サブ部品と、ホットスタンプされた被覆サブ部品を一緒に接合する少なくとも1つのホットスタンピングされた溶接部とからなるホットスタンピングされた溶接部品である、請求項1~7のいずれか一項に記載のホットスタンプされた被覆鋼部品。
【請求項9】
ホットスタンプされた被覆鋼部品または各ホットスタンプされた被覆サブ部品は、体積で、少なくとも60%のマルテンサイト、最大20%のベイナイト、最大5%のフェライトおよび最大15%のオーステナイトからなる構造を有する、請求項8に記載のホットスタンプされた被覆鋼部品。
【請求項10】
ホットスタンプされた被覆鋼部品中の、または各ホットスタンプされた被覆サブ部品中の鋼は、重量%で、
0.062%≦C≦0.4%
0.4%≦Mn≦3.9%
0.10%≦Si≦1.5%
0.005%≦Al≦1.0%
0.001%≦Cr≦2.0%
0.001%≦Ti≦0.2%
0.0005%≦B≦0.010%
Ni≦2%
Nb≦0.1%
Mo≦0.65%
W≦0.30%
N≦0.010%
0.0001%≦S≦0.05%
0.0001%≦P≦0.1%
Ca≦0.005%
を含有する化学組成を有し、
組成の残部は、鉄と、加工に起因する不可避の不純物とからなる、請求項8または9に記載のホットスタンプされた被覆鋼部品。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼基板と、鋼基板の少なくとも一方の面上のアルミニウム合金コーティングとを含むホットスタンプされた被覆鋼部品であって、コーティングが最適化された亀裂密度を備え、部品が優れた塗装付着性および優れたスポット溶接性を有する、ホットスタンプされた被覆鋼部品に関する。本発明はまた、ホットスタンプされた被覆鋼部品を製造するための方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
そのような部品は、例えば、自動車産業において、侵入防止機能またはエネルギー吸収機能のための構造要素の製造に使用することもできる。
【0003】
この種の用途では、高い機械的強度、高い耐衝撃性、良好な耐食性および寸法精度を兼ね備えた鋼部品を有することが望ましい。フロントまたはリアレール、ルーフレール、Bピラーなどの自動車部品、および下部制御アーム、エンジンクレードルなどのシャーシ部品は、より具体的にはこれらの特性を必要とする。
【0004】
これらの需要を満たすために、このような部品は、現在、一般に、ホットスタンピングプロセス(プレス硬化とも呼ばれる)によって製造されている。ホットスタンピングプロセスでは、特に仏国特許第2780984号明細書および仏国特許第2807447号明細書に開示されているように、金属または金属合金でプレコーティングされた鋼板から切断されたブランクは、炉内で、低炭素鋼のフェライトおよびセメンタイト微細構造が少なくとも部分的にオーステナイトに変態し、次いで金型内でホットスタンプされる温度に加熱される。スタンピング中、急冷を達成するために部品を金型内に保持し、所望の硬化微細構造の形成および所望の機械的特性の獲得をもたらす。プレコーティングは、アルミニウムまたはアルミニウム合金とすることができる。炉内での加熱中、プレコーティング合金は鋼基板と合金化して、脱炭およびスケールの形成に対する鋼の表面の保護を提供する化合物を形成する。
【0005】
最近、ホットスタンピング後の部品のコーティング、および使用中の部品の特性にそれがどのように影響するかに焦点が当てられた。
【0006】
国際公開第2008/053273号では、部品のコーティング中の連続層の好ましい連続および形態を達成し、改善された溶接性をもたらすために、プレコーティング厚さを全ての場所で20~33μmの間に制限し、ホットスタンピングプロセス、特に加熱速度およびオーステナイト化パラメータを制御することが提案された。
【先行技術文献】
【特許文献】
【0007】
仏国特許発明第2780984号明細書
仏国特許発明第2807447号明細書
国際公開第2008/053273号
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、広範囲のプレコーティング厚さで製造することができる、さらに改善されたスポット溶接性および改善された塗装付着性を有する、ホットスタンプされた鋼部品を提供することが依然として望ましい。
【0009】
特に、本発明者らは、塗装付着性を向上させることができる場合であっても、このような向上は、スポット溶接性を損なうことにより達成され、これにより優れた塗装付着性と優れたスポット溶接性とを兼ね備えた部品を提供することが依然として望ましいことを見出した。
【0010】
したがって、本発明は、優れた塗装付着性および優れたスポット溶接性を同時に有する、鋼基板と、鋼基板の少なくとも一方の面上のアルミニウム合金コーティングとを備えるホットスタンプされた被覆鋼部品、およびその製造方法を提供することを目的とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
焼結体
3か月前
個人
高強度せん断補強筋用の鋼材
1か月前
宏幸株式会社
金属回収方法
1か月前
株式会社神戸製鋼所
鋼材
29日前
大同特殊鋼株式会社
鋼材及び金型
6か月前
ハイモ株式会社
水中金属の回収除去方法
4か月前
株式会社クボタ
比重分離装置
2か月前
国立大学法人東北大学
高耐食銅合金
3か月前
株式会社クボタ
比重分離装置
2か月前
株式会社クボタ
比重分離装置
2か月前
JX金属株式会社
銅製錬の操業方法
4か月前
JX金属株式会社
銅製錬の操業方法
4か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
8日前
日本製鉄株式会社
鋼線
4か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
国立大学法人東北大学
腐食環境用銅合金
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鉄道車輪
4日前
日本製鉄株式会社
鉄道車輪
4日前
JFEスチール株式会社
浸炭鋼部品
2か月前
住友金属鉱山株式会社
銅の製錬方法
5か月前
JFEスチール株式会社
肌焼鋼
5か月前
JFEスチール株式会社
肌焼鋼
5か月前
住友金属鉱山株式会社
オートクレーブ
6か月前
日本製鉄株式会社
めっき鋼線
4か月前
JFEスチール株式会社
肌焼鋼
5か月前
日本精線株式会社
銅合金
2か月前
NTN株式会社
転動部材
3か月前
NTN株式会社
転動部材
3か月前
個人
複合材料および複合材料の製造方法
5か月前
住友金属鉱山株式会社
有価金属の回収方法
4か月前
日本製鉄株式会社
焼結鉱の製造方法
1日前
住友金属鉱山株式会社
有価金属の製造方法
5か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ